
一种面向厚板的窄间隙多道激光焊接方法.pdf

努力****凌芹


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种面向厚板的窄间隙多道激光焊接方法.pdf
本发明公开了一种面向厚板的激光焊接方法,在厚板上预留间隙或者预开一个带钝边的坡口,采用激光自熔焊在焊缝处焊一道进行打底,再进行激光填丝焊,焊丝与激光束保持15°~75°夹角,焊丝从激光束前方伸入坡口间隙中,当填丝焊无法填充满坡口间隙时,最后进行激光-GMAW复合焊,完成厚板的焊接;所述预留间隙值均小于等于0.5mm,用于填丝焊的预开坡口宽度小于等于2.5mm,用于复合焊的预开坡口宽度小于等于10mm。本发明要解决厚板高效率高质量焊接问题,从而获得焊接变形小,间隙桥接能力强的优质和高效的厚板焊接接头。

厚板窄间隙激光多层焊接技术进展.docx
厚板窄间隙激光多层焊接技术进展随着现代工业的发展,厚板焊接技术在许多领域都得到广泛的应用。但是厚板焊接存在焊缝成形、热影响区域(HAZ)变形、下垂等问题。激光多层焊接技术可以有效地解决这些问题,成为当前焊接技术的重要研究方向。其中,厚板窄间隙激光多层焊接技术是最为实用的技术之一。本文就厚板窄间隙激光多层焊接技术的研究进展进行探讨。一、厚板窄间隙激光多层焊接技术的优点1.优良的焊接性能和高效率厚板窄间隙激光多层焊接技术在保证焊接质量的同时,还可以达到高效率的目的。激光作为一种高能量密度的能源,可以快速融化和
厚板窄间隙激光-TIG复合填丝焊接装置及方法.pdf
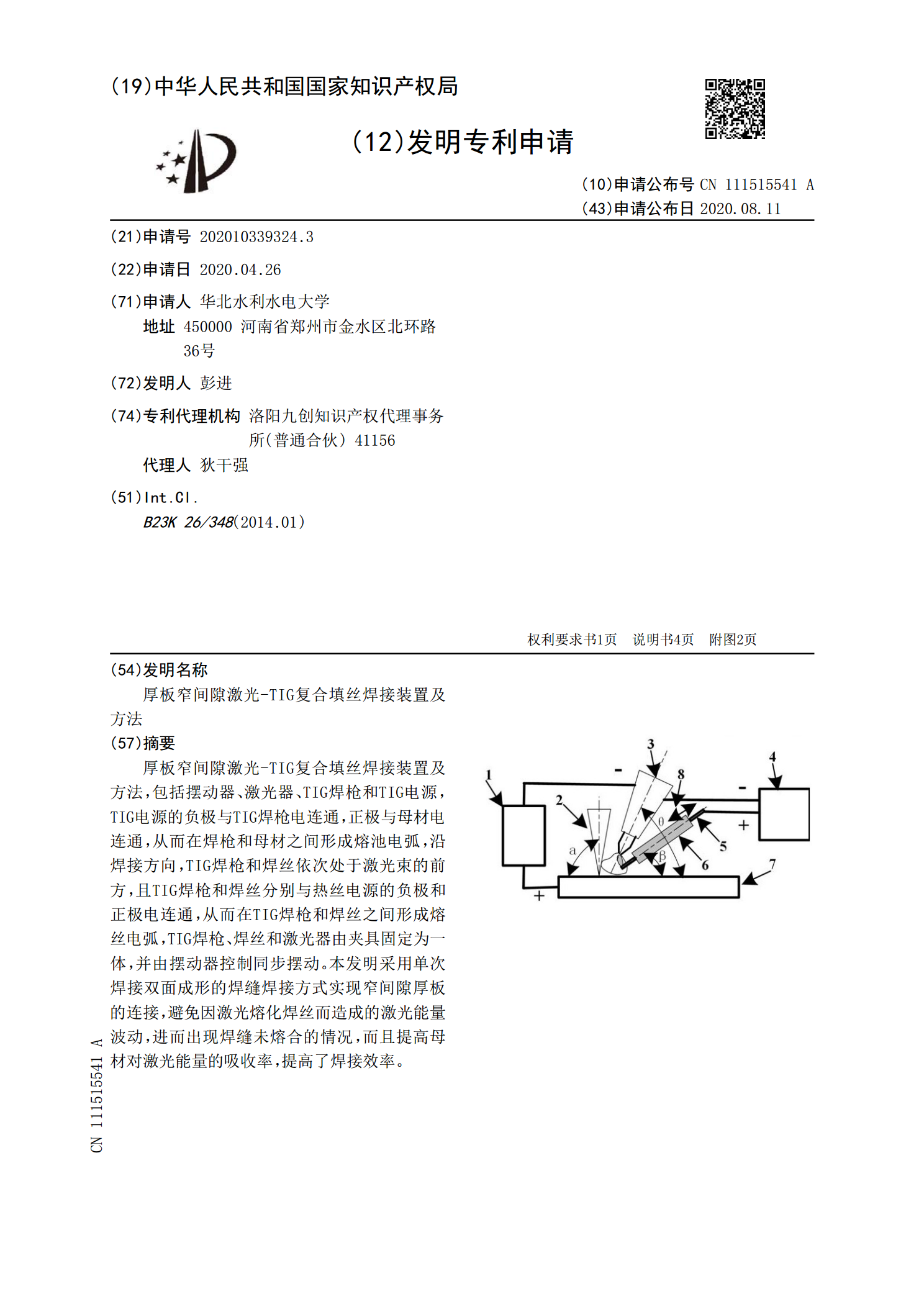
厚板窄间隙激光‑TIG复合填丝焊接装置及方法,包括摆动器、激光器、TIG焊枪和TIG电源,TIG电源的负极与TIG焊枪电连通,正极与母材电连通,从而在焊枪和母材之间形成熔池电弧,沿焊接方向,TIG焊枪和焊丝依次处于激光束的前方,且TIG焊枪和焊丝分别与热丝电源的负极和正极电连通,从而在TIG焊枪和焊丝之间形成熔丝电弧,TIG焊枪、焊丝和激光器由夹具固定为一体,并由摆动器控制同步摆动。本发明采用单次焊接双面成形的焊缝焊接方式实现窄间隙厚板的连接,避免因激光熔化焊丝而造成的激光能量波动,进而出现焊缝未熔合的情

一种有色金属厚板窄间隙激光填带焊接方法与系统.pdf
本发明提供一种有色金属厚板窄间隙激光填带焊接方法与系统。包括以下步骤:坡口形状设计及焊前处理;提供激光焊接系统;提供压紧滚轮系统;完成激光自熔打底焊;开启激光焊接系统和压紧滚轮系统进行激光填带焊接。本发明方案充分利用激光束的柔性可控特点,配合压紧滚轮系统,填充带材与下层焊缝紧密贴合,类似于激光搭接焊,可以获得具有焊接小孔的激光深熔焊接模式。此外,窄间隙激光填带焊接分为两种具体实施方式:采用摆动激光进行窄间隙激光填带焊接,通过优化摆动激光扫描路径实现良好侧壁熔合;采用V型槽填充带材进行窄间隙激光填带焊接,激

厚板窄间隙焊接新工艺.docx
厚板窄间隙焊接新工艺厚板窄间隙焊接新工艺摘要:厚板窄间隙焊接是一种高效、经济、环保的焊接方法,广泛应用于船舶、桥梁、石油化工等工业领域。本文介绍了厚板窄间隙焊接的原理、特点、应用及发展趋势,并分析了该工艺在提高焊接质量、减少资源消耗、降低生产成本等方面的优势。第一章引言随着工业的发展,对焊接质量、效率和成本的要求越来越高。传统的焊接方法在焊接厚板时存在着许多问题,如焊接速度慢、焊缝质量差、资源浪费等。因此,研究开发一种能够满足工业需求的新型焊接工艺显得非常重要。第二章厚板窄间隙焊接的原理厚板窄间隙焊接是一