
一种窄间隙激光-双弧双丝复合焊接方法.pdf

猫巷****正德

1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种窄间隙激光-双弧双丝复合焊接方法.pdf
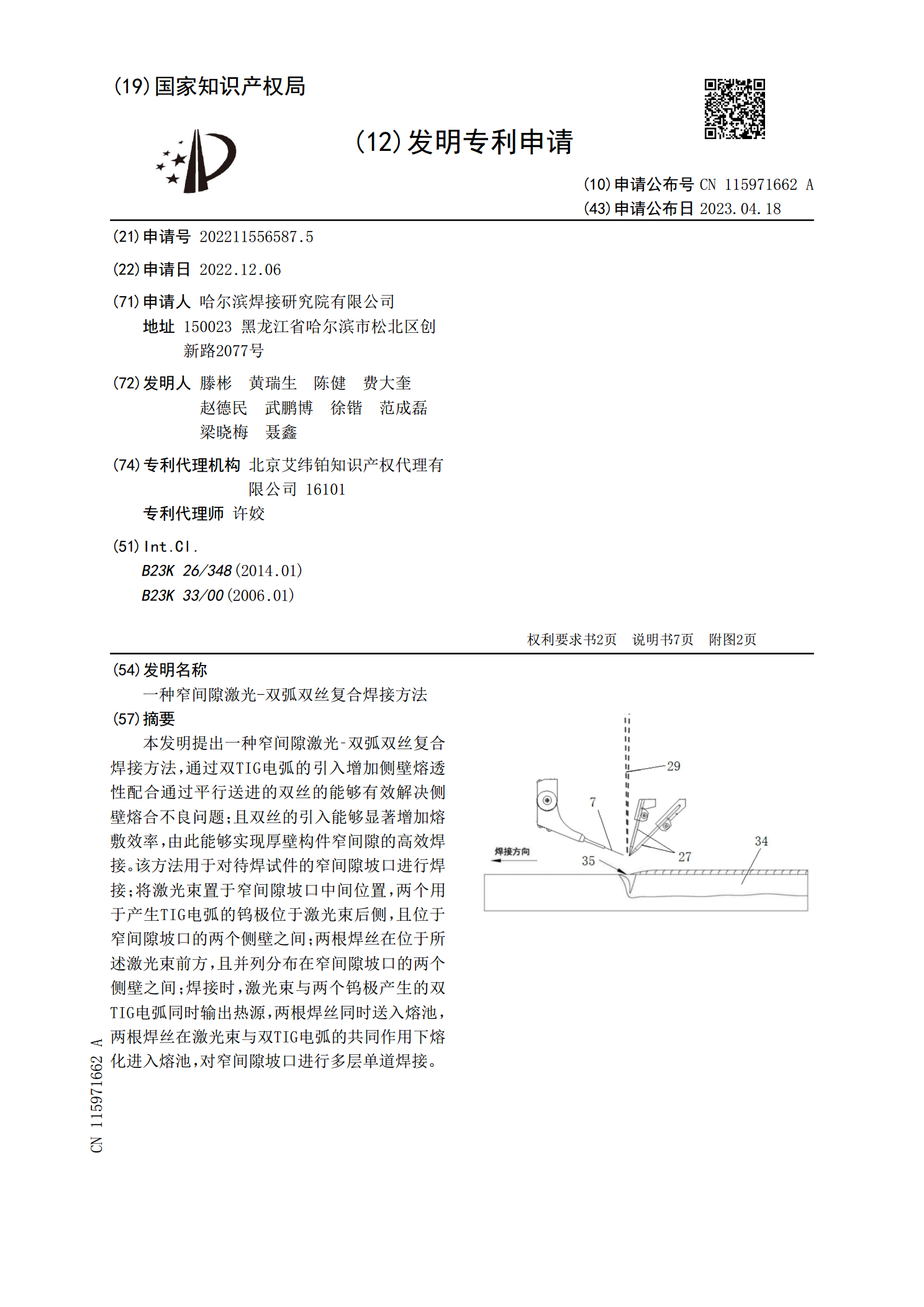
本发明提出一种窄间隙激光‑双弧双丝复合焊接方法,通过双TIG电弧的引入增加侧壁熔透性配合通过平行送进的双丝的能够有效解决侧壁熔合不良问题;且双丝的引入能够显著增加熔敷效率,由此能够实现厚壁构件窄间隙的高效焊接。该方法用于对待焊试件的窄间隙坡口进行焊接;将激光束置于窄间隙坡口中间位置,两个用于产生TIG电弧的钨极位于激光束后侧,且位于窄间隙坡口的两个侧壁之间;两根焊丝在位于所述激光束前方,且并列分布在窄间隙坡口的两个侧壁之间;焊接时,激光束与两个钨极产生的双TIG电弧同时输出热源,两根焊丝同时送入熔池,两根
厚板窄间隙激光-TIG复合填丝焊接装置及方法.pdf
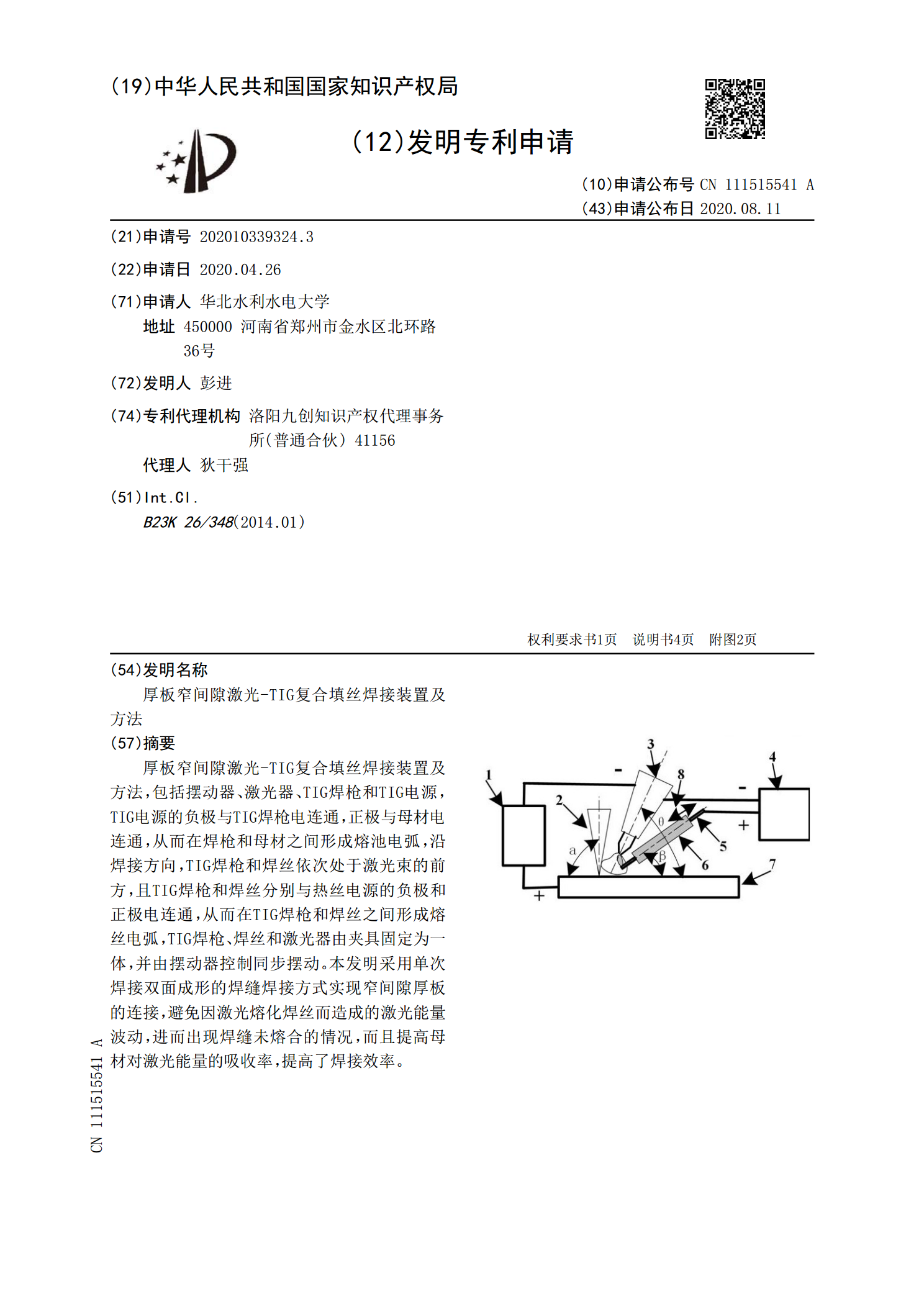
厚板窄间隙激光‑TIG复合填丝焊接装置及方法,包括摆动器、激光器、TIG焊枪和TIG电源,TIG电源的负极与TIG焊枪电连通,正极与母材电连通,从而在焊枪和母材之间形成熔池电弧,沿焊接方向,TIG焊枪和焊丝依次处于激光束的前方,且TIG焊枪和焊丝分别与热丝电源的负极和正极电连通,从而在TIG焊枪和焊丝之间形成熔丝电弧,TIG焊枪、焊丝和激光器由夹具固定为一体,并由摆动器控制同步摆动。本发明采用单次焊接双面成形的焊缝焊接方式实现窄间隙厚板的连接,避免因激光熔化焊丝而造成的激光能量波动,进而出现焊缝未熔合的情

双丝窄间隙埋弧焊的应用现状.docx
双丝窄间隙埋弧焊的应用现状双丝窄间隙埋弧焊(NarrowGapSubmergedArcWelding,简称NG-SAW)是一种适用于厚板焊接的高效、高质量焊接方法。与传统的埋弧焊相比,NG-SAW具有焊接速度快、熔深大、成本低等优点,在船舶、桥梁、石油化工等领域得到了广泛的应用。本文将对双丝窄间隙埋弧焊的应用现状进行较为详细的介绍。一、双丝窄间隙埋弧焊的原理及特点双丝窄间隙埋弧焊是在传统的埋弧焊基础上进行改进的一种焊接方法。其主要原理是通过两根焊丝同时进行焊接,有效地提高了焊接速度和熔深,减少了热变形,提

双丝窄间隙埋弧焊焊接试验及在高压容器生产中的应用.docx
双丝窄间隙埋弧焊焊接试验及在高压容器生产中的应用双丝窄间隙埋弧焊是目前广泛使用的一种高效、高质量的焊接技术。其具有高度自动化、焊缝质量好、生产效率高等特点,因此被广泛应用于高压容器的生产中。本文将介绍双丝窄间隙埋弧焊的原理、特点以及在高压容器生产中的应用。一、双丝窄间隙埋弧焊的原理及特点双丝窄间隙埋弧焊是一种基于埋弧焊的技术,其应用了两条焊丝同时焊接,焊丝之间具有较小的间隙。这种焊接技术可以提高焊接效率、降低成本和提高焊缝质量,特别适用于大型结构或重型机械设备的焊接生产。其主要原理如下:1.采用两根电极同
一种新型双丝窄间隙焊枪.pdf
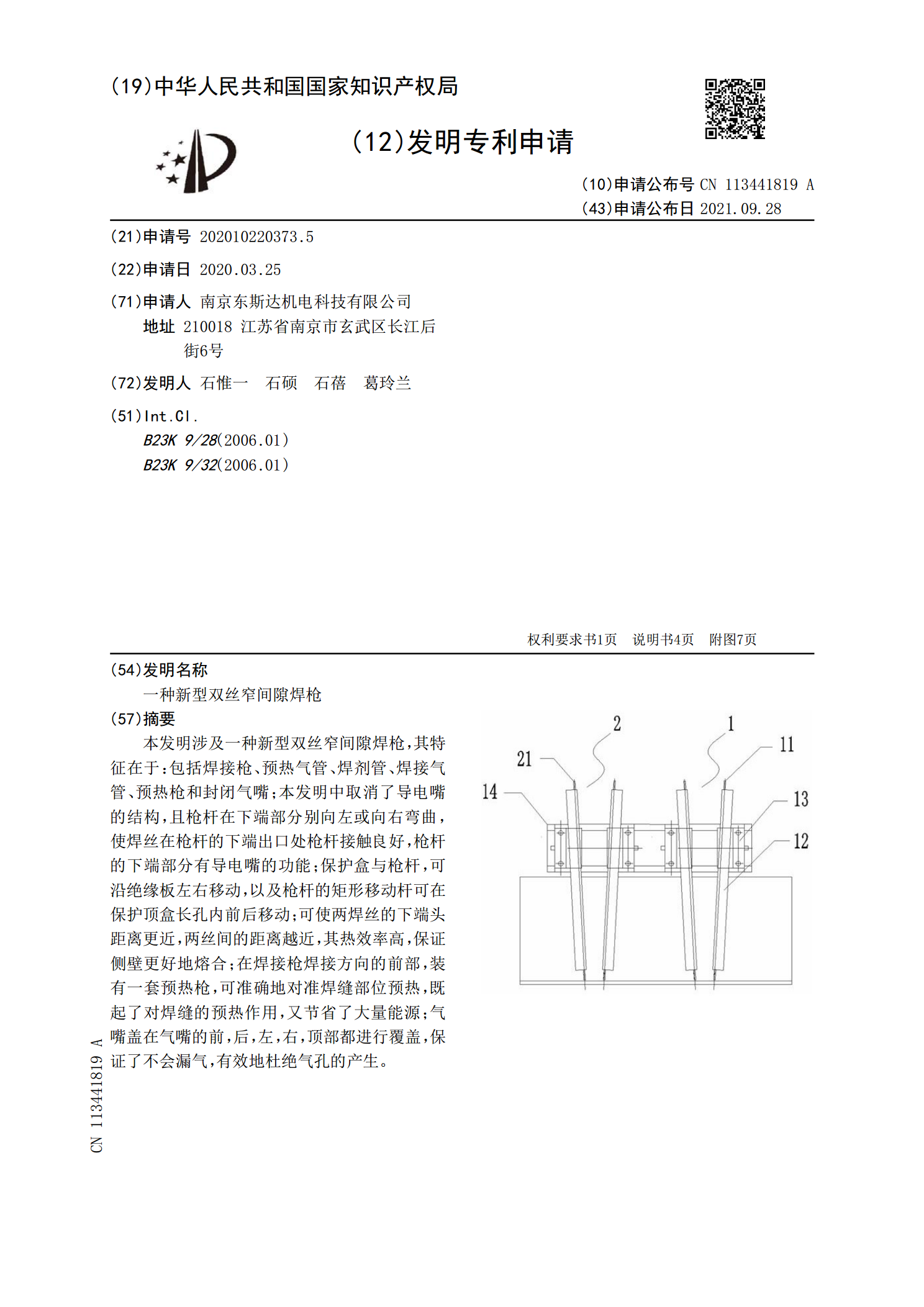
本发明涉及一种新型双丝窄间隙焊枪,其特征在于:包括焊接枪、预热气管、焊剂管、焊接气管、预热枪和封闭气嘴;本发明中取消了导电嘴的结构,且枪杆在下端部分别向左或向右弯曲,使焊丝在枪杆的下端出口处枪杆接触良好,枪杆的下端部分有导电嘴的功能;保护盒与枪杆,可沿绝缘板左右移动,以及枪杆的矩形移动杆可在保护顶盒长孔内前后移动;可使两焊丝的下端头距离更近,两丝间的距离越近,其热效率高,保证侧壁更好地熔合;在焊接枪焊接方向的前部,装有一套预热枪,可准确地对准焊缝部位预热,既起了对焊缝的预热作用,又节省了大量能源;气嘴盖在