
一种非标齿条加工工艺.pdf

佳宁****么啦


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种非标齿条加工工艺.pdf
本发明公开了一种非标齿条加工工艺,包括以下操作步骤:首先将所制造规格齿条锻打成坯料,然后将所述齿条坯料锻进行粗铣,同时在所述齿条坯料四面留调质余量;所述粗铣过的齿条坯料进行热处理;所述热处理后对所述齿条坯料进行精铣,同时在齿条坯料四面留加工余量;进行粗铣齿,然后将所述粗铣齿床进行时效处理;所述时效处理后进行粗磨,进行多次精铣齿;然后进行时效定型处理;最后在齿条表面进行精磨。通过上述方式,本发明能够将加工齿条的各项技术参数大大提高,能够在满足客户需求的同时,提高产品的精度,保证产品的合格率。

一种齿条齿面的加工工艺.pdf
一种齿条齿面的加工工艺,包括以下步骤:通过锻造或铸造制作形状与齿条形状相适应的齿坯;车削成型齿条外轮廓面;刀具的刃形设计成与齿条齿面共轭形状,用多轴运动控制器控制同时工件和刀具的旋转、刀具的轴向进给和径向进给;刀具返回时,同时对齿条齿面进行精铣加工外轮廓面;齿成型;热处理,先用涂料或包装方法对工件进行保护加热;后淬火冷却。本发明大幅度提高了效率、降低了成本。
一种硬齿条齿轮加工工艺.pdf
本发明公开了一种硬齿条齿轮加工工艺,包括步骤:1)齿轮毛坯加工,预热温度600~1200℃,加工温度800~1200℃;2)正火,将硬齿条齿轮工件加热至1000~1200℃,保温3~5h,从炉中取出在空气中或喷水、喷雾或吹风冷却至500~800℃,保温3~5h;3)滚齿、剃齿;4)齿轮淬火;5)热处理;6)精磨齿轮;7)对硬齿条齿轮工件表面进行硬化处理;先进行基础加工最后进行硬化处理,工艺简单、易于操作。
一种内齿齿条的加工工艺.pdf
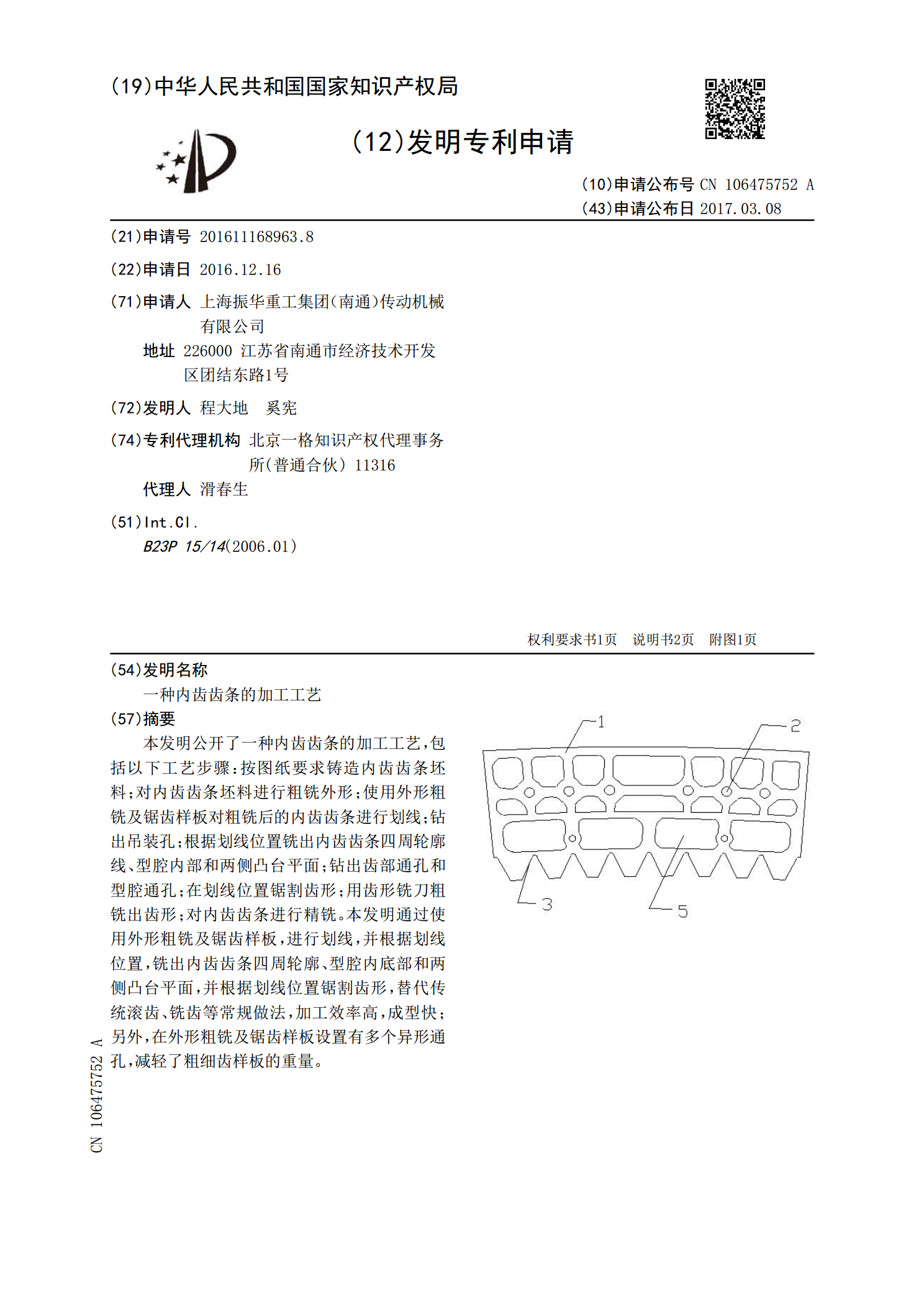
本发明公开了一种内齿齿条的加工工艺,包括以下工艺步骤:按图纸要求铸造内齿齿条坯料;对内齿齿条坯料进行粗铣外形;使用外形粗铣及锯齿样板对粗铣后的内齿齿条进行划线;钻出吊装孔;根据划线位置铣出内齿齿条四周轮廓线、型腔内部和两侧凸台平面;钻出齿部通孔和型腔通孔;在划线位置锯割齿形;用齿形铣刀粗铣出齿形;对内齿齿条进行精铣。本发明通过使用外形粗铣及锯齿样板,进行划线,并根据划线位置,铣出内齿齿条四周轮廓、型腔内底部和两侧凸台平面,并根据划线位置锯割齿形,替代传统滚齿、铣齿等常规做法,加工效率高,成型快;另外,在外

加工长齿条的工艺装置.docx
加工长齿条的工艺装置加工长齿条的工艺装置摘要:长齿条的加工是一项关键性工艺,对于提高工作效率、降低生产成本具有重要意义。本论文将重点介绍加工长齿条的工艺装置,包括装置的结构、工作原理和加工过程。通过对这些关键内容的研究和探讨,可以为长齿条的加工提供更加有效的解决方案,从而推动制造业的发展。1.引言长齿条是一种用途广泛的机械零部件,广泛应用于各行业的机械装置中。加工长齿条的工艺包括多个环节,其中最重要的是齿条的切割和磨削。传统的加工方法存在一定的问题,如加工精度低、效率低下等。因此,研发一种新型的工艺装置,