
一种齿条齿面的加工工艺.pdf

雅云****彩妍


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种齿条齿面的加工工艺.pdf
一种齿条齿面的加工工艺,包括以下步骤:通过锻造或铸造制作形状与齿条形状相适应的齿坯;车削成型齿条外轮廓面;刀具的刃形设计成与齿条齿面共轭形状,用多轴运动控制器控制同时工件和刀具的旋转、刀具的轴向进给和径向进给;刀具返回时,同时对齿条齿面进行精铣加工外轮廓面;齿成型;热处理,先用涂料或包装方法对工件进行保护加热;后淬火冷却。本发明大幅度提高了效率、降低了成本。
一种内齿齿条的加工工艺.pdf
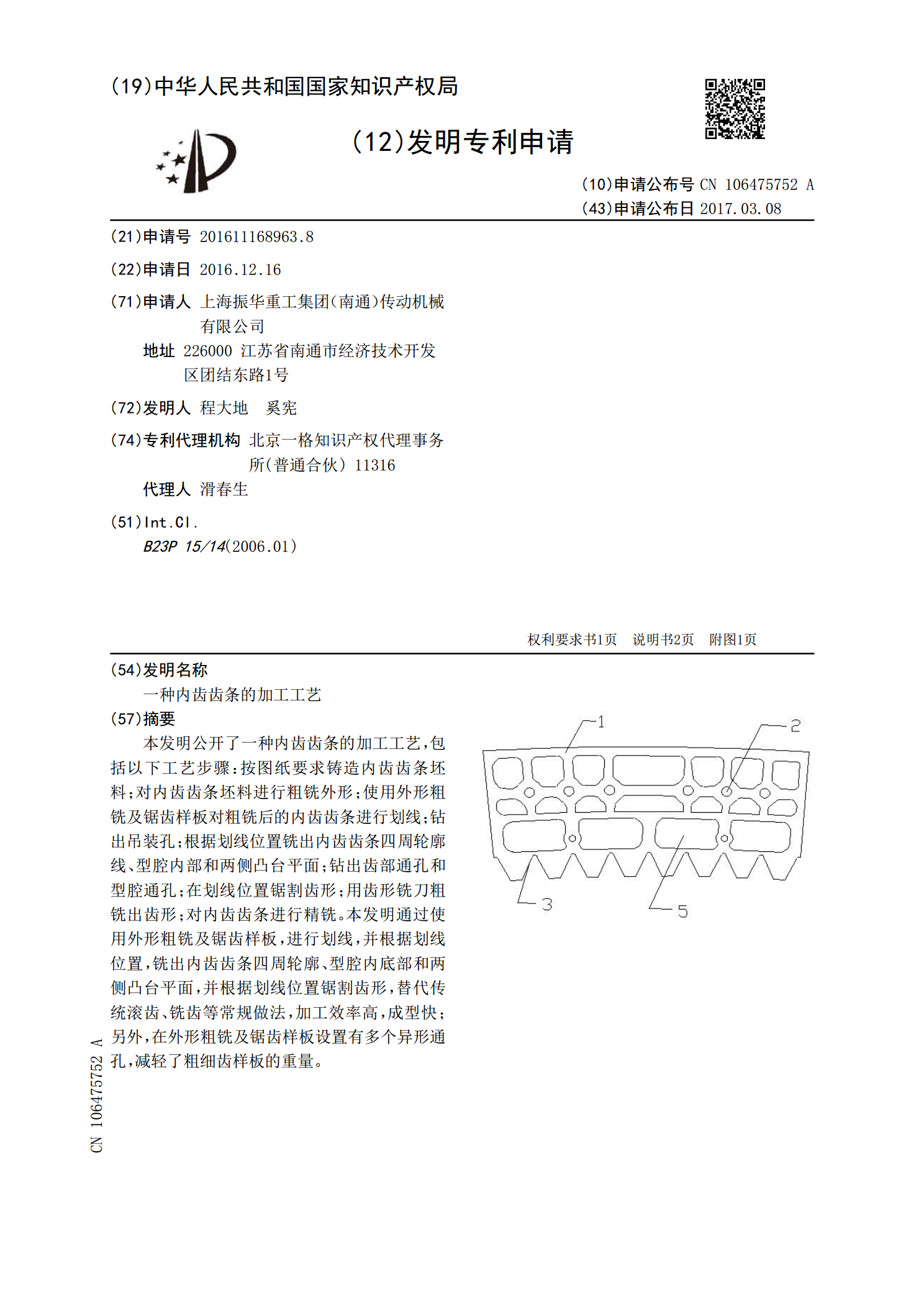
本发明公开了一种内齿齿条的加工工艺,包括以下工艺步骤:按图纸要求铸造内齿齿条坯料;对内齿齿条坯料进行粗铣外形;使用外形粗铣及锯齿样板对粗铣后的内齿齿条进行划线;钻出吊装孔;根据划线位置铣出内齿齿条四周轮廓线、型腔内部和两侧凸台平面;钻出齿部通孔和型腔通孔;在划线位置锯割齿形;用齿形铣刀粗铣出齿形;对内齿齿条进行精铣。本发明通过使用外形粗铣及锯齿样板,进行划线,并根据划线位置,铣出内齿齿条四周轮廓、型腔内底部和两侧凸台平面,并根据划线位置锯割齿形,替代传统滚齿、铣齿等常规做法,加工效率高,成型快;另外,在外

齿条制齿加工工艺的分析和研究.docx
齿条制齿加工工艺的分析和研究标题:齿条制齿加工工艺的分析和研究摘要:本文主要分析和研究齿条制齿加工工艺,以进一步提高齿条加工的精度和效率。通过分析齿条加工的原理和工艺特点,结合实际案例,提出了一种优化的齿条制齿加工工艺,并对其进行了试验验证。研究结果表明,采用优化的工艺可以大幅度提高齿条加工的加工精度和效率,对于齿条加工行业具有重要的指导意义。关键词:齿条制齿加工、工艺分析、精度、效率1.引言齿条制齿加工是一种常见的机械制造工艺,广泛应用于各类机械设备中。齿条加工的质量直接影响到机械设备的性能和使用寿命。

一种圆弧齿型齿条加工设备.pdf
本发明公开了圆弧齿型齿条加工设备,包括电机、减速器和齿条成型工装,工作台安装有依次连接的电机、减速器和齿条成型工装,齿条成型工装,包括底板、立板、筋板、防护罩、进料导向槽、齿条导出槽以及主动轮和从动轮,底板上端固定设置有两块立板,立板上部连接于防护罩内;立板外侧两端分别固定设置有一水平延伸的筋板,两个筋板上分别对应设置有进料导向槽和齿条导出槽;主动轮设置在两块立板之间,并通过主动轮转轴连接在立板上设置的第一套筒内;主动轮上方设置有从动轮,并与主动轮相啮合;从动轮设置在防护罩内的两块立板之间,并通过从动轮转

一种非标齿条加工工艺.pdf
本发明公开了一种非标齿条加工工艺,包括以下操作步骤:首先将所制造规格齿条锻打成坯料,然后将所述齿条坯料锻进行粗铣,同时在所述齿条坯料四面留调质余量;所述粗铣过的齿条坯料进行热处理;所述热处理后对所述齿条坯料进行精铣,同时在齿条坯料四面留加工余量;进行粗铣齿,然后将所述粗铣齿床进行时效处理;所述时效处理后进行粗磨,进行多次精铣齿;然后进行时效定型处理;最后在齿条表面进行精磨。通过上述方式,本发明能够将加工齿条的各项技术参数大大提高,能够在满足客户需求的同时,提高产品的精度,保证产品的合格率。