
覆金属层叠板的制造方法以及印刷配线板.pdf

猫巷****傲柏


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

覆金属层叠板的制造方法以及印刷配线板.pdf
本发明提供一种能够提高覆金属层叠板的生产性并且能够抑制在覆金属层叠板的表面残留基材的痕迹的覆金属层叠板的制造方法。在该方法中,将长条的介入片、长条的第一金属箔或长条的第一芯材、长条的预浸材料、长条的第二金属箔或长条的第二芯材连续运送,并以在介入片的两侧分别依次重叠第一金属箔等、预浸材料、第二金属箔等的状态进行热压成形,由此在介入片的两侧制造覆金属层叠板。介入片的至少位于两表面侧的表层部由金属制成。预浸材料通过使树脂组合物含浸于长条的基材并进行半固化而形成。第一芯材等通过在绝缘层的一个面设置内层回路用的导体

金属板用接合剂、印刷配线板用增强构件及其制造方法、以及配线板及其制造方法.pdf
提供一种粘接力及回流焊耐性优异且从金属板等剥离时残胶得到抑制的金属板用接合剂、包括所述接合剂的印刷配线板用增强构件及配线板。本公开的金属板用接合剂(10)为片状,含有导电性成分(A)及粘合剂(B),粘合剂(B)包含树脂,粘合剂(B)的含有比例为金属板用接合剂(10)的质量中的10质量%~60质量%,金属板用接合剂(10)的其中一个表面的展开面积比Sdr为0.01~5.0。
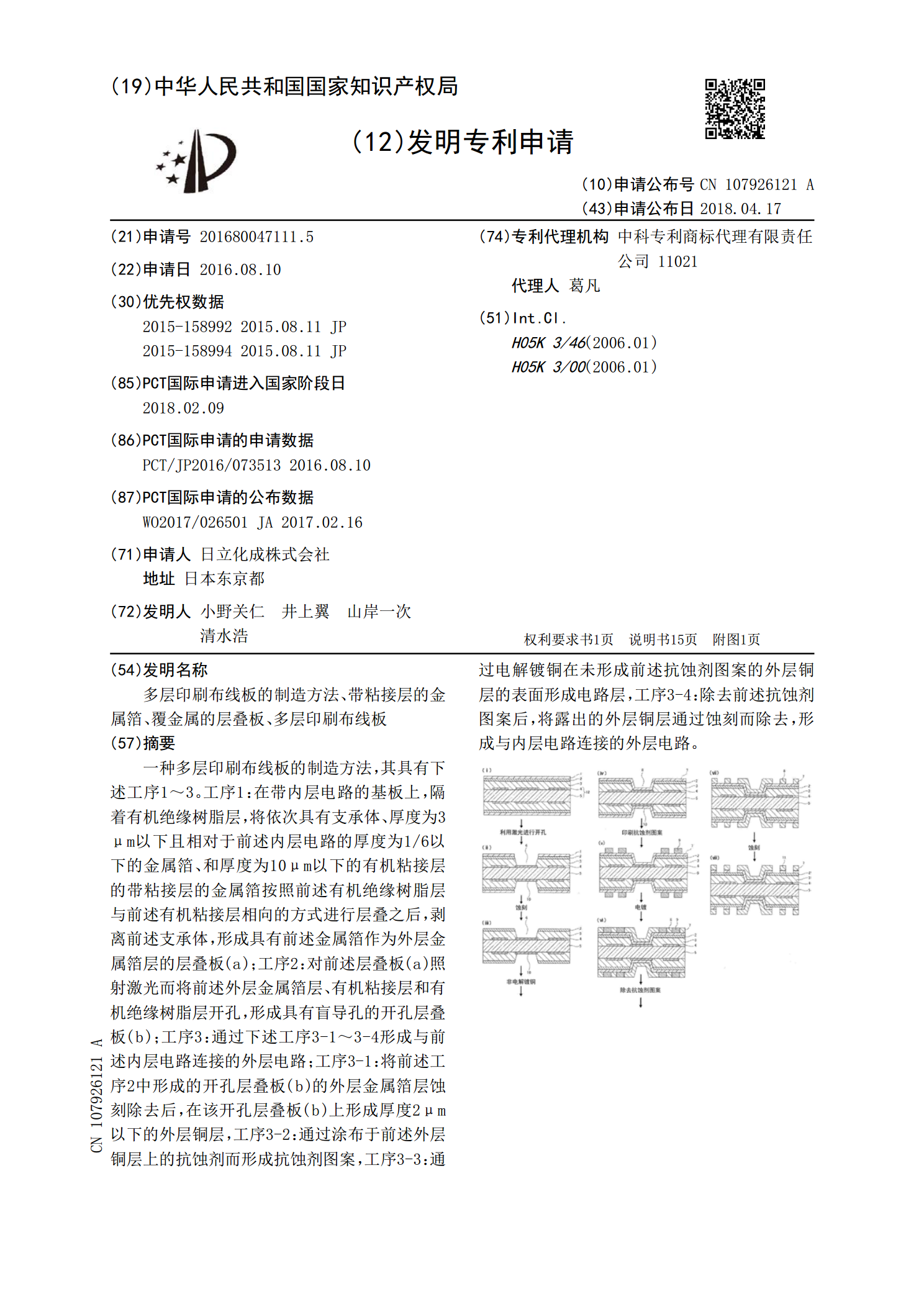
多层印刷布线板的制造方法、带粘接层的金属箔、覆金属的层叠板、多层印刷布线板.pdf
一种多层印刷布线板的制造方法,其具有下述工序1~3。工序1:在带内层电路的基板上,隔着有机绝缘树脂层,将依次具有支承体、厚度为3μm以下且相对于前述内层电路的厚度为1/6以下的金属箔、和厚度为10μm以下的有机粘接层的带粘接层的金属箔按照前述有机绝缘树脂层与前述有机粘接层相向的方式进行层叠之后,剥离前述支承体,形成具有前述金属箔作为外层金属箔层的层叠板(a);工序2:对前述层叠板(a)照射激光而将前述外层金属箔层、有机粘接层和有机绝缘树脂层开孔,形成具有盲导孔的开孔层叠板(b);工序3:通过下述工序3‑1

覆金属层叠板及其制造方法.pdf
本发明提供覆金属层叠板及其制造方法。所述覆金属层叠板是至少层叠有热塑性液晶聚合物膜和金属片的覆金属层叠板,其中,与和金属片的接合面为相反侧的热塑性液晶聚合物膜侧的表面的基于JISZ8741的光泽度(20°)为55以上。覆金属层叠板的制造方法至少具备准备热塑性液晶聚合物膜2和金属片6的工序、以及将所述热塑性液晶聚合物膜2和所述金属片6导入到一对加热辊间并对它们进行压接的工序,所述一对加热辊至少在与所述热塑性液晶聚合物膜接触的一侧具备金属弹性辊,所述金属弹性辊的表面的十点平均粗糙度Rz为0.2以下。

覆金属层叠板的制造方法和覆金属层叠板.pdf
本发明提供热塑性液晶聚合物膜与金属片的覆金属层叠板的制造方法。所述制造方法为通过卷对卷制造在热塑性液晶聚合物膜的至少一个表面上接合有金属片的覆金属层叠板的方法,其中,所述金属片的与热塑性液晶聚合物膜接触的面的十点平均粗糙度(Rz)为5.0μm以下,所述方法至少具备:层叠板准备工序,将所述热塑性液晶聚合物膜与所述金属片接合而得到层叠板;干燥工序,使所述层叠板从满足以下的条件(1)和(2)的干燥区通过:(1)干燥工序的温度为低于所述热塑性液晶聚合物膜的熔点的温度,(2)干燥工序的时间为10秒以上;和热处理工序