
DCMP铝合金真空钎焊机箱加工方法.pdf

新槐****公主


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
DCMP铝合金真空钎焊机箱加工方法.pdf
本发明DCMP铝合金真空钎焊机箱加工方法涉及机械加工领域,具体涉及DCMP铝合金真空钎焊机箱加工方法,包括以下步骤:下料,选用毛坯料,并保证有足够的加工余量;热处理;粗加工,左、右侧板与后侧板及前框钎焊配合面处需各留0.5mm的精加工余量,还有左、右侧板与散热翅片钎焊配合面留有0.5mm的精加工余量;后侧板和前框在长度方向单边各留0.5mm的精加工余量需在精加工时按成组的方法一起装夹加工;精加工;钎焊前准备;钎焊,焊后车削,焊接后对工件多余钎料进行去除,铣去工件上的工艺余量和工艺凸台,按要求钻孔,并对工件
6061铝合金真空钎焊加工工艺.pdf
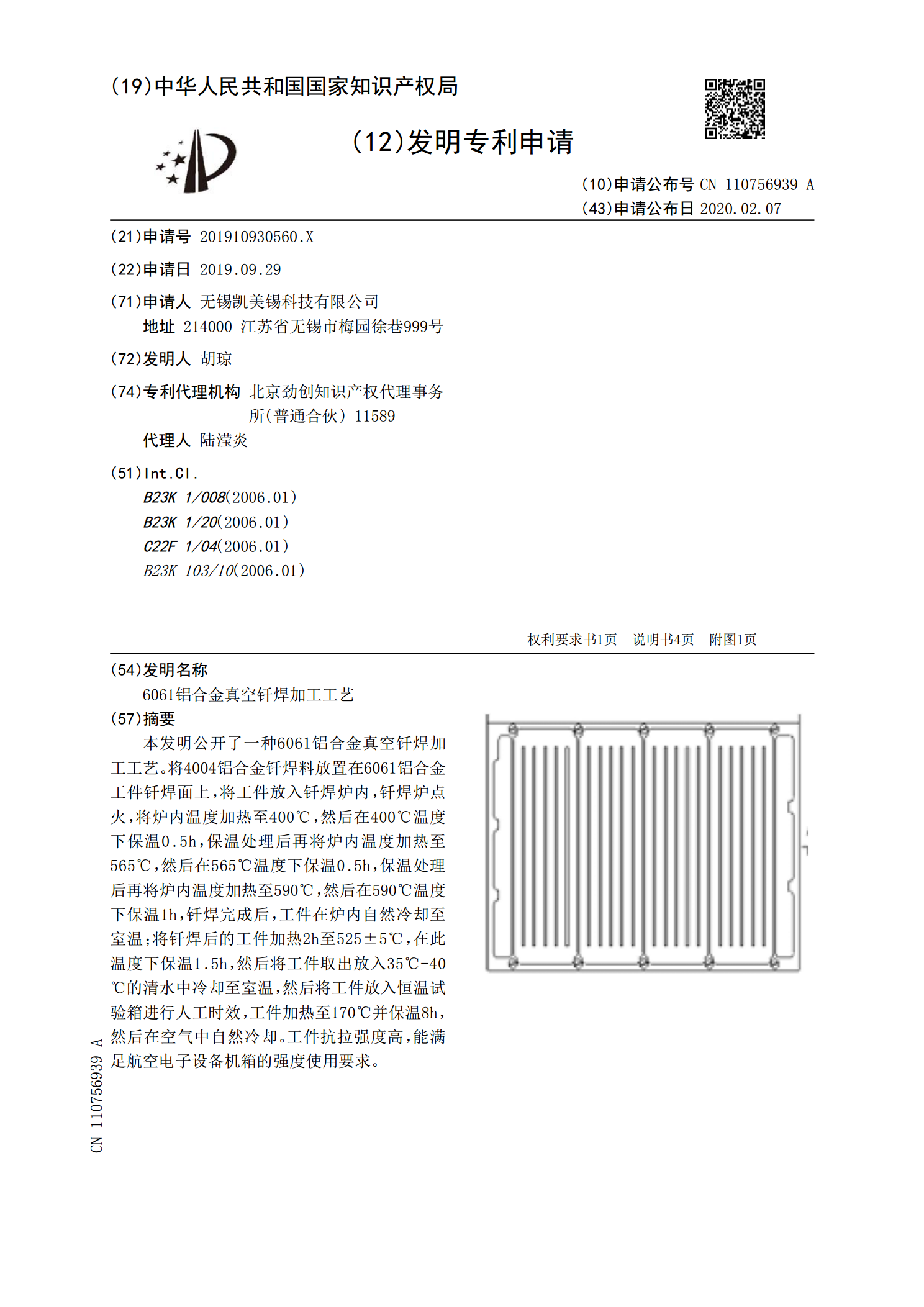
本发明公开了一种6061铝合金真空钎焊加工工艺。将4004铝合金钎焊料放置在6061铝合金工件钎焊面上,将工件放入钎焊炉内,钎焊炉点火,将炉内温度加热至400℃,然后在400℃温度下保温0.5h,保温处理后再将炉内温度加热至565℃,然后在565℃温度下保温0.5h,保温处理后再将炉内温度加热至590℃,然后在590℃温度下保温1h,钎焊完成后,工件在炉内自然冷却至室温;将钎焊后的工件加热2h至525±5℃,在此温度下保温1.5h,然后将工件取出放入35℃‑40℃的清水中冷却至室温,然后将工件放入恒温试验

一种加固铝合金机箱钎焊方法.pdf
本发明涉及一种加固铝合金机箱钎焊方法,包括依次进行的如下步骤:步骤一:焊前清洗:在温度为60‑70℃的碳酸钠水溶液中清洗5‑10分钟后,用热水清洗完成脱脂清洗,然后用20‑40℃的氢氧化钠水溶液侵蚀2‑4分钟后,用热水清洗赶紧,再用硝酸水溶液光泽处理2‑5分钟,最后风干完成焊前清洗;步骤二:装备:在结构件上预留螺钉孔,将清洗后的各分片进行紧固,铝合金气体保护钎焊装配间隙为0.05‑0.2mm,然后涂刷焊膏;步骤三:焊接:30分钟将焊接件提升至400℃后稳定加热10分钟,然后在35分钟内持续升温至560℃然
具有镁蒸气定向缓释的铝合金真空钎焊方法.pdf
本发明涉及具有镁蒸气定向缓释的铝合金真空钎焊方法。该方法的具体操作步骤如下:1.将镁屑分别放入不锈钢筒和不锈钢盒中;不锈钢筒的两端敞口,不锈钢盒为敞口盒;每个不锈钢筒中放置镁屑,每个不锈钢盒中放置镁屑;2.将铝合金的待焊工件放入真空炉内,用不锈钢工艺罩罩在待焊工件上,并在不锈钢工艺罩内外分别放置一个装有镁屑的不锈钢盒,以降低炉膛以及工艺罩内氧含量;在待焊工件的焊缝附近放置一个以上装有镁屑的不锈钢筒,并将不锈钢筒的筒口对着焊缝;3.关闭真空炉的炉门,升温焊接。本发明可以有效降低真空炉中氧含量,焊后工件表面氧
一种多铝合金组件的真空钎焊方法.pdf
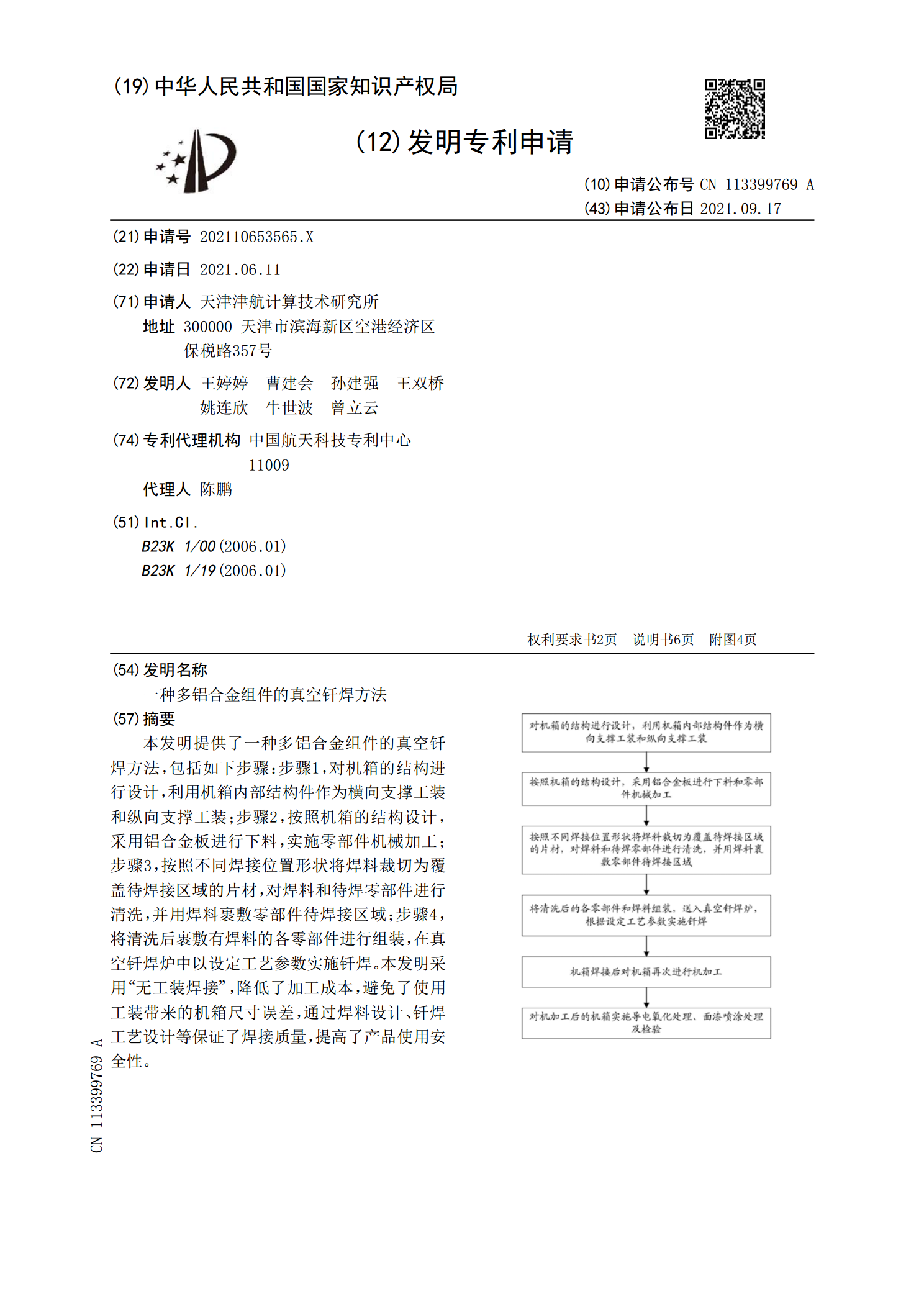
本发明提供了一种多铝合金组件的真空钎焊方法,包括如下步骤:步骤1,对机箱的结构进行设计,利用机箱内部结构件作为横向支撑工装和纵向支撑工装;步骤2,按照机箱的结构设计,采用铝合金板进行下料,实施零部件机械加工;步骤3,按照不同焊接位置形状将焊料裁切为覆盖待焊接区域的片材,对焊料和待焊零部件进行清洗,并用焊料裹敷零部件待焊接区域;步骤4,将清洗后裹敷有焊料的各零部件进行组装,在真空钎焊炉中以设定工艺参数实施钎焊。本发明采用“无工装焊接”,降低了加工成本,避免了使用工装带来的机箱尺寸误差,通过焊料设计、钎焊工艺