
6061铝合金真空钎焊加工工艺.pdf

是你****馨呀

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
6061铝合金真空钎焊加工工艺.pdf
本发明公开了一种6061铝合金真空钎焊加工工艺。将4004铝合金钎焊料放置在6061铝合金工件钎焊面上,将工件放入钎焊炉内,钎焊炉点火,将炉内温度加热至400℃,然后在400℃温度下保温0.5h,保温处理后再将炉内温度加热至565℃,然后在565℃温度下保温0.5h,保温处理后再将炉内温度加热至590℃,然后在590℃温度下保温1h,钎焊完成后,工件在炉内自然冷却至室温;将钎焊后的工件加热2h至525±5℃,在此温度下保温1.5h,然后将工件取出放入35℃‑40℃的清水中冷却至室温,然后将工件放入恒温试验
DCMP铝合金真空钎焊机箱加工方法.pdf
本发明DCMP铝合金真空钎焊机箱加工方法涉及机械加工领域,具体涉及DCMP铝合金真空钎焊机箱加工方法,包括以下步骤:下料,选用毛坯料,并保证有足够的加工余量;热处理;粗加工,左、右侧板与后侧板及前框钎焊配合面处需各留0.5mm的精加工余量,还有左、右侧板与散热翅片钎焊配合面留有0.5mm的精加工余量;后侧板和前框在长度方向单边各留0.5mm的精加工余量需在精加工时按成组的方法一起装夹加工;精加工;钎焊前准备;钎焊,焊后车削,焊接后对工件多余钎料进行去除,铣去工件上的工艺余量和工艺凸台,按要求钻孔,并对工件
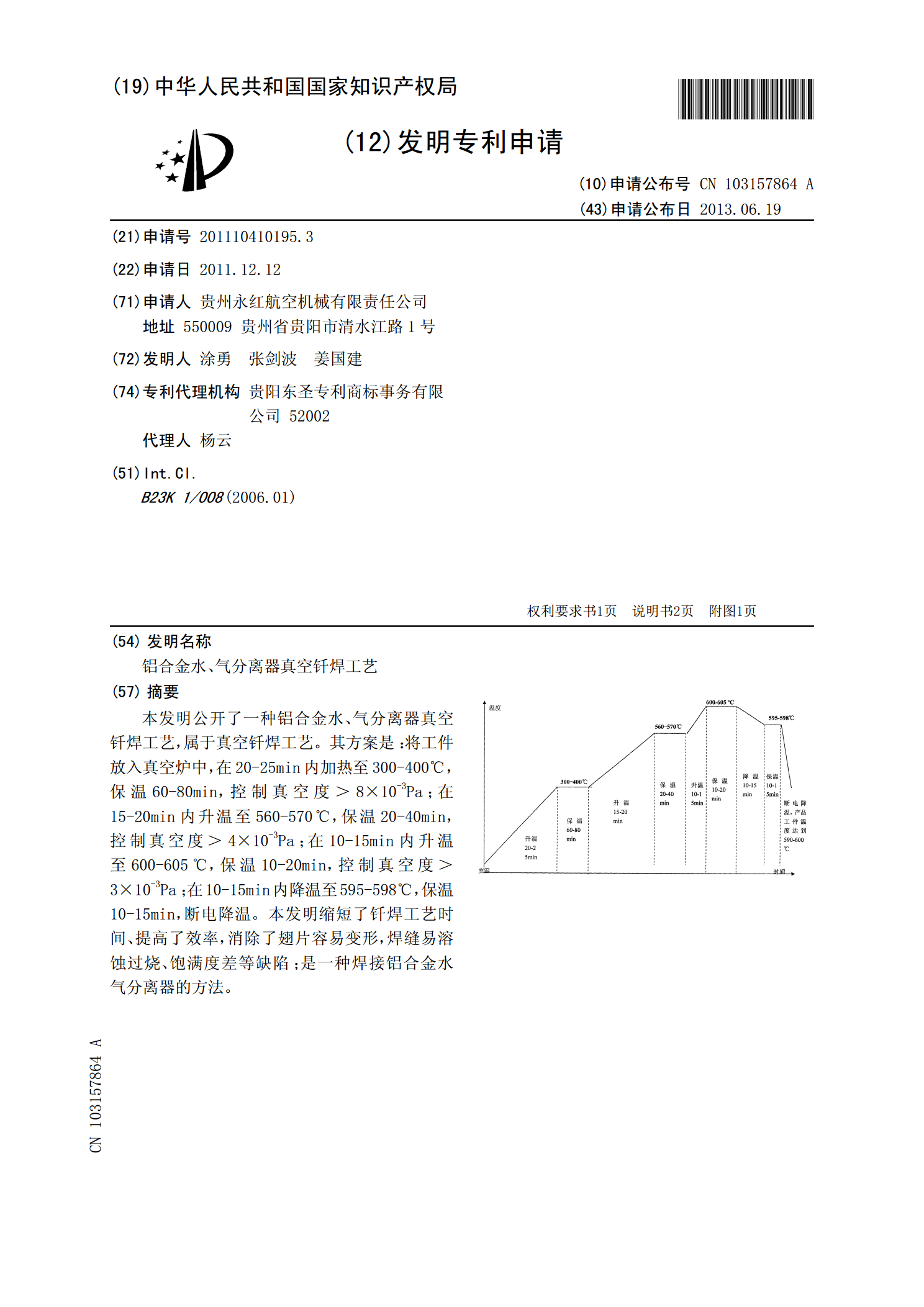
铝合金水、气分离器真空钎焊工艺.pdf
本发明公开了一种铝合金水、气分离器真空钎焊工艺,属于真空钎焊工艺。其方案是:将工件放入真空炉中,在20-25min内加热至300-400℃,保温60-80min,控制真空度>8×10-3Pa;在15-20min内升温至560-570℃,保温20-40min,控制真空度>4×10-3Pa;在10-15min内升温至600-605℃,保温10-20min,控制真空度>3×10-3Pa;在10-15min内降温至595-598℃,保温10-15min,断电降温。本发明缩短了钎焊工艺时间、提高了效率,消除了翅片容

真空钎焊工艺.pdf
PDFcreatedwithpdfFactorytrialversionwww.pdffactory.comPDFcreatedwithpdfFactorytrialversionwww.pdffactory.comPDFcreatedwithpdfFactorytrialversionwww.pdffactory.comPDFcreatedwithpdfFactorytrialversionwww.pdffactory.comPDFcreatedwithpdfFactorytrialversionwww

铝合金的钎焊工艺.doc
学校代码:10128学号:202320////本科科研训练论文(题目:铝合金的钎焊工艺学生姓名:///学院:材料科学与工程系别:材料成型及控制工程专业:材料成型及控制工程班级:材///班指导教师:///二〇一三年十二月摘要焊接是制造业的重要组成部分,应用广泛,发展迅速,在制造行业占有重要的地位。我国是世界产钢、用钢大国,也是焊接大国。随着高新技术和新工艺的不断出现,机械制造、安装、维修业也逐步向精细方向发展,对焊接技术的规定也越来越高。近几年来,焊接的使用量迅速增长;焊接机械化自动化技术改造加快;焊接自动