
一种多铝合金组件的真空钎焊方法.pdf

努力****甲寅

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种多铝合金组件的真空钎焊方法.pdf
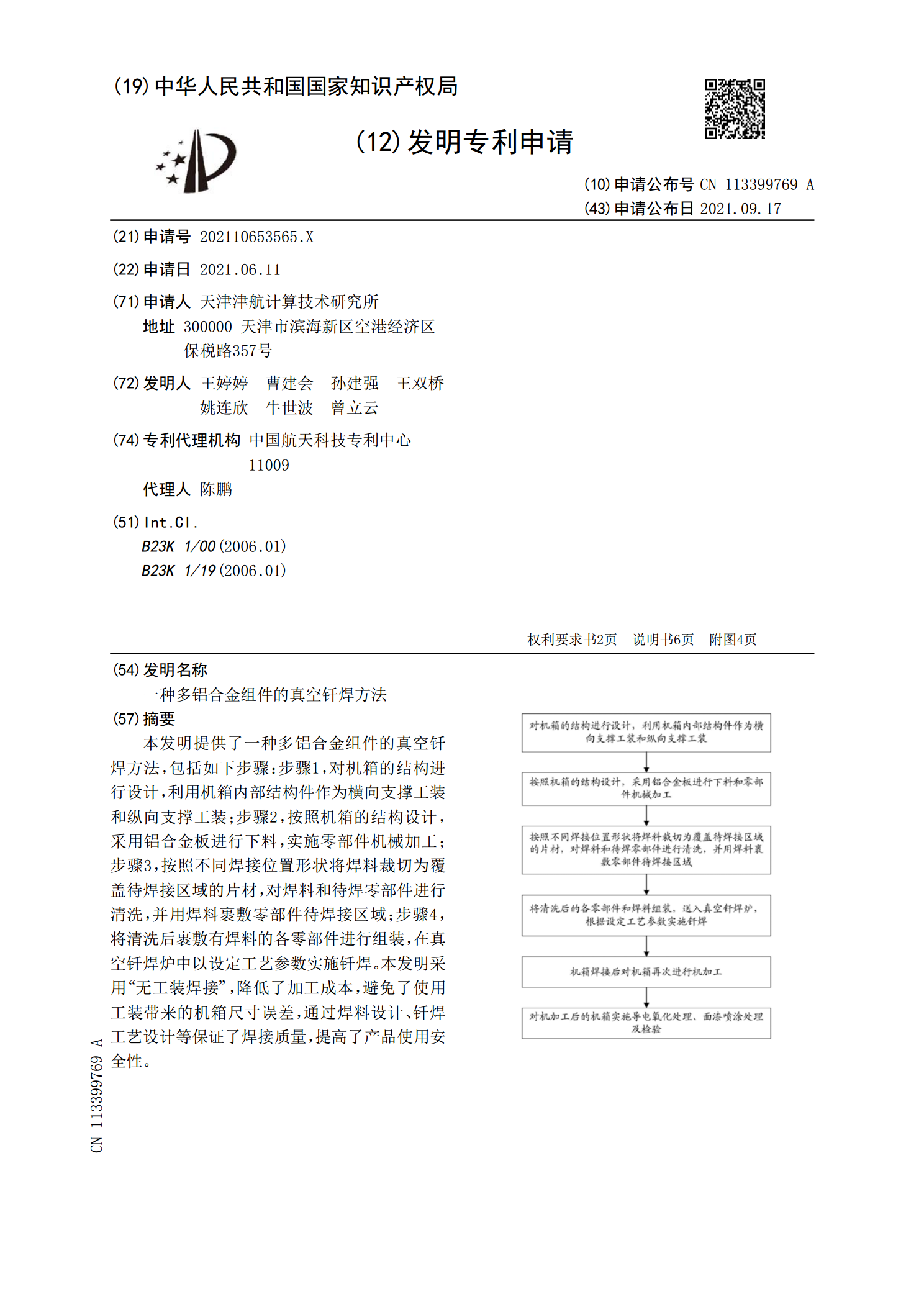
本发明提供了一种多铝合金组件的真空钎焊方法,包括如下步骤:步骤1,对机箱的结构进行设计,利用机箱内部结构件作为横向支撑工装和纵向支撑工装;步骤2,按照机箱的结构设计,采用铝合金板进行下料,实施零部件机械加工;步骤3,按照不同焊接位置形状将焊料裁切为覆盖待焊接区域的片材,对焊料和待焊零部件进行清洗,并用焊料裹敷零部件待焊接区域;步骤4,将清洗后裹敷有焊料的各零部件进行组装,在真空钎焊炉中以设定工艺参数实施钎焊。本发明采用“无工装焊接”,降低了加工成本,避免了使用工装带来的机箱尺寸误差,通过焊料设计、钎焊工艺
一种真空钎焊大尺寸外环焊接组件的方法.pdf
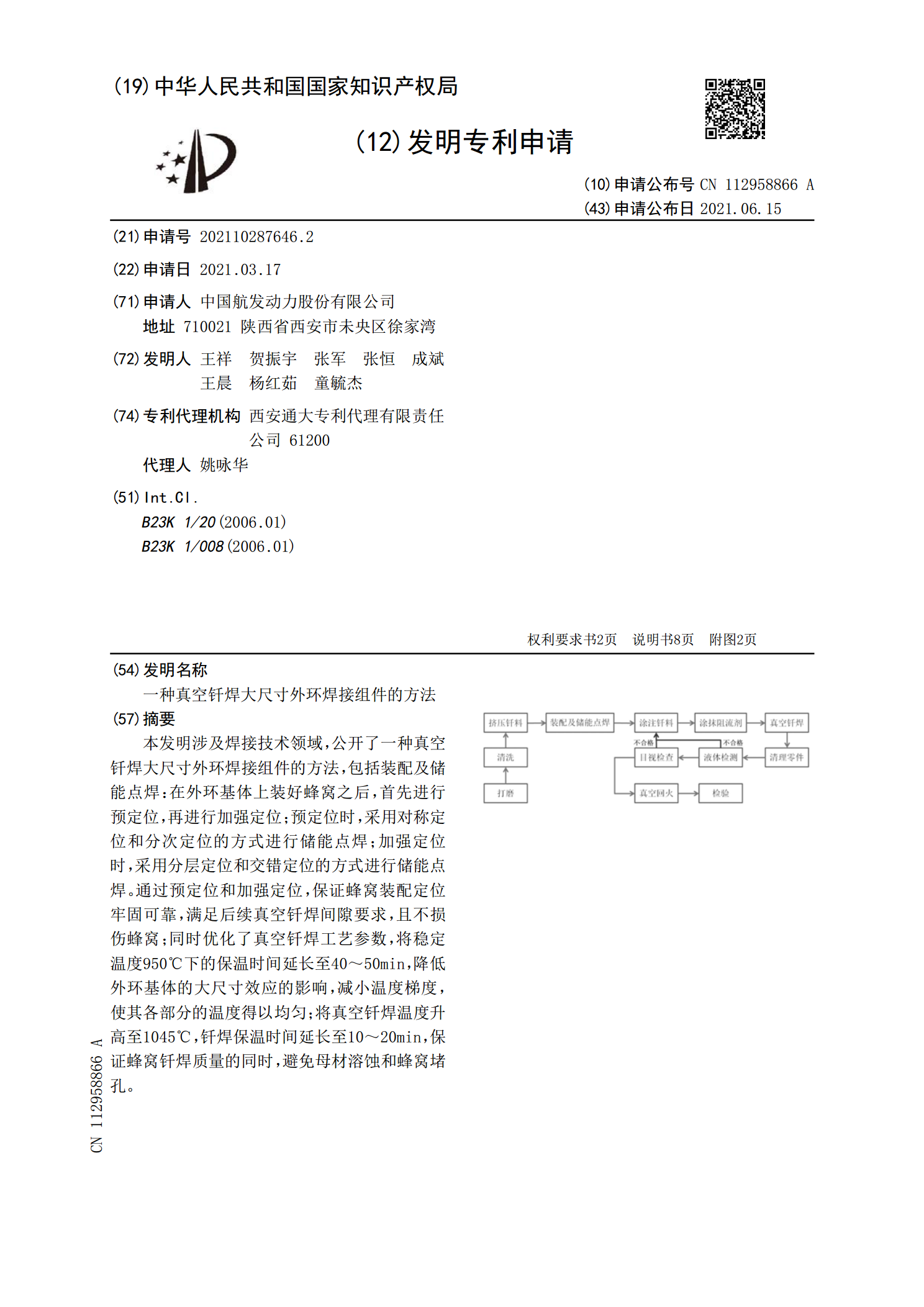
本发明涉及焊接技术领域,公开了一种真空钎焊大尺寸外环焊接组件的方法,包括装配及储能点焊:在外环基体上装好蜂窝之后,首先进行预定位,再进行加强定位;预定位时,采用对称定位和分次定位的方式进行储能点焊;加强定位时,采用分层定位和交错定位的方式进行储能点焊。通过预定位和加强定位,保证蜂窝装配定位牢固可靠,满足后续真空钎焊间隙要求,且不损伤蜂窝;同时优化了真空钎焊工艺参数,将稳定温度950℃下的保温时间延长至40~50min,降低外环基体的大尺寸效应的影响,减小温度梯度,使其各部分的温度得以均匀;将真空钎焊温度升
铝材和铜材的真空钎焊方法及其制备的钎焊组件和应用.pdf
本发明涉及一种铝材和铜材的真空钎焊方法及其制备的钎焊组件;该真空钎焊方法包括以下步骤:提供铝材以及铜材;在铝材上依次设置合金层和铜材,得到组装件,其中,合金层的材料选自铝硅合金和/或铝硅镁合金,对组装件施加0.001MPa‑0.1MPa的压力,然后置于10
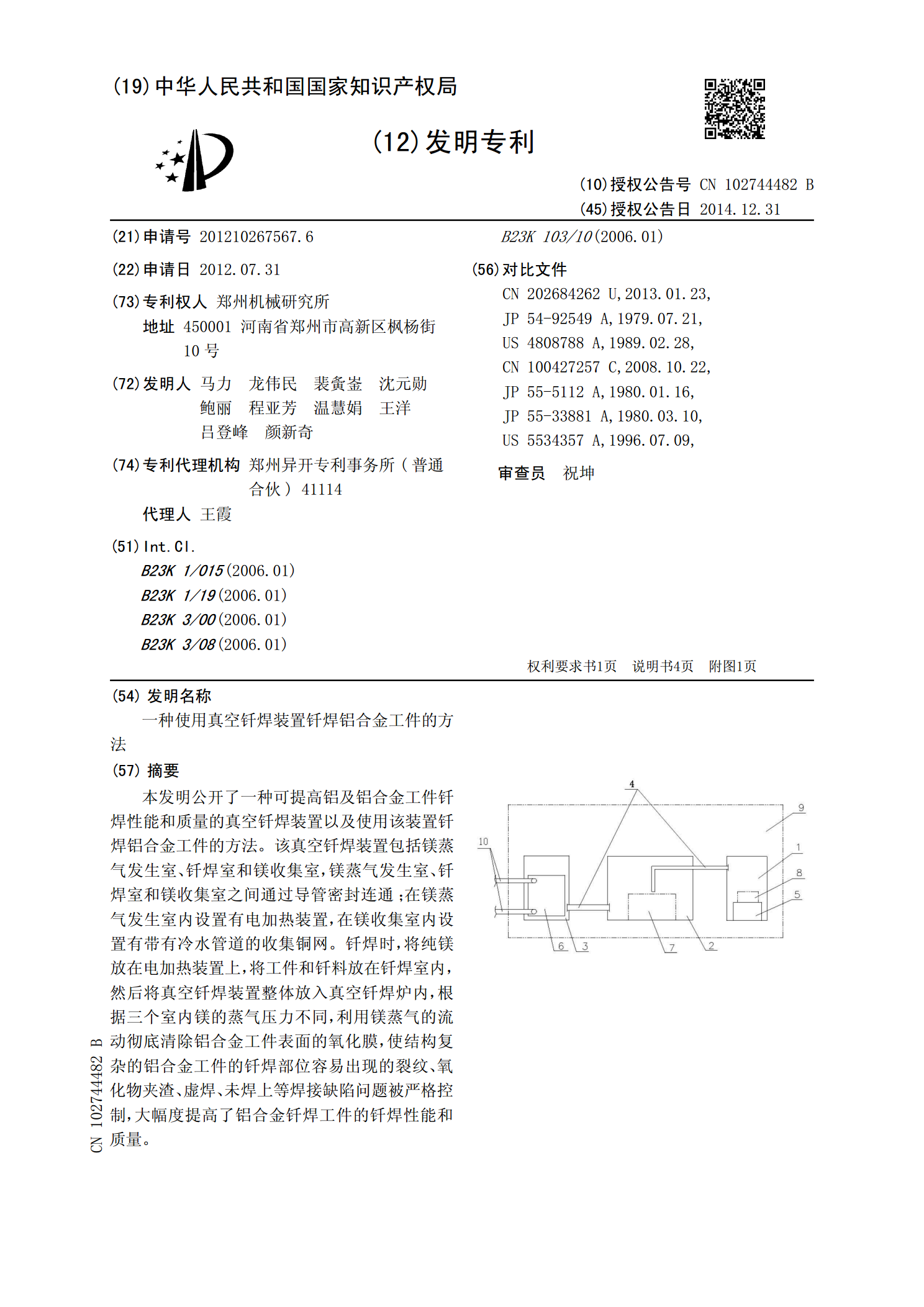
一种真空钎焊装置以及使用该装置钎焊铝合金工件的方法.pdf
本发明公开了一种可提高铝及铝合金工件钎焊性能和质量的真空钎焊装置以及使用该装置钎焊铝合金工件的方法。该真空钎焊装置包括镁蒸气发生室、钎焊室和镁收集室,镁蒸气发生室、钎焊室和镁收集室之间通过导管密封连通;在镁蒸气发生室内设置有电加热装置,在镁收集室内设置有带有冷水管道的收集铜网。钎焊时,将纯镁放在电加热装置上,将工件和钎料放在钎焊室内,然后将真空钎焊装置整体放入真空钎焊炉内,根据三个室内镁的蒸气压力不同,利用镁蒸气的流动彻底清除铝合金工件表面的氧化膜,使结构复杂的铝合金工件的钎焊部位容易出现的裂纹、氧化物夹
DCMP铝合金真空钎焊机箱加工方法.pdf
本发明DCMP铝合金真空钎焊机箱加工方法涉及机械加工领域,具体涉及DCMP铝合金真空钎焊机箱加工方法,包括以下步骤:下料,选用毛坯料,并保证有足够的加工余量;热处理;粗加工,左、右侧板与后侧板及前框钎焊配合面处需各留0.5mm的精加工余量,还有左、右侧板与散热翅片钎焊配合面留有0.5mm的精加工余量;后侧板和前框在长度方向单边各留0.5mm的精加工余量需在精加工时按成组的方法一起装夹加工;精加工;钎焊前准备;钎焊,焊后车削,焊接后对工件多余钎料进行去除,铣去工件上的工艺余量和工艺凸台,按要求钻孔,并对工件