
曲柄轴加工方法.pdf

努力****振宇


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

曲柄轴加工方法.pdf
本发明曲柄轴加工方法涉及机械加工领域,具体涉及曲柄轴加工方法,包括以下步骤:上CA6140型车床,粗车曲柄轴外圆、花键轴,留精加工余量,平端面打中心孔;热处理;上CA6140型车床,精车曲柄轴外圆、花键轴,留磨削余量;上CA6140型车床,粗车、半精车双偏心外圆,留精加工余量,粗、精车四个退刀槽;热处理使表面硬度达到58―62HRC;上M1432A型万能外圆磨床,使用专用夹具装夹,粗、精磨曲柄轴外圆;上Y3150型滚齿机床,使用专用夹具装夹,用花键滚刀加工花键;上M1432A型万能外圆磨床,利用高精度的曲

机器人RV减速器曲柄轴的加工方法.pdf
本发明公开了一种机器人RV减速器曲柄轴的加工方法,包括以下步骤:锻造曲柄轴坯;将曲柄轴坯进行冷挤压处理;在曲柄轴坯两端面上分别钻一中心定位孔,在两端部周面上分别加工出一个定位平面;以两中心定位孔为定位基准精加工两个偏心轮靠近锥度滚针轴承内道沟的端面,同时准精加工曲柄轴上每个锥度滚针轴承内道沟的两个端面;以两中心定位孔为定位基准精磨出曲柄轴坯的两端部和两个锥度滚针轴承的内道沟;以两中心定位孔为定位基准精磨两偏心轮的外周面;以两定位平面为定位基准,将曲柄轴进行精磨,使两个偏心轮的相位差为180度。本发明减小了
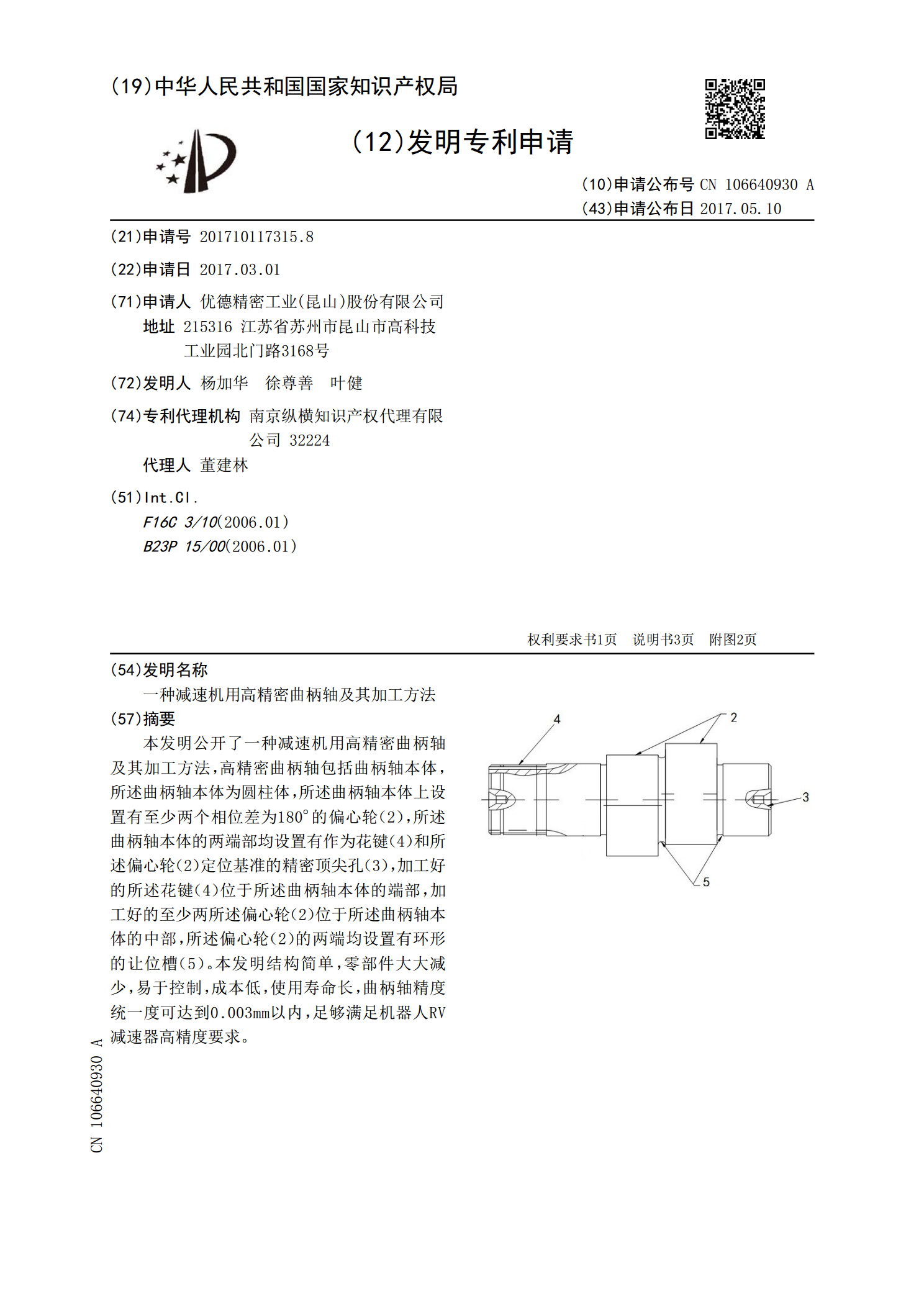
一种减速机用高精密曲柄轴及其加工方法.pdf
本发明公开了一种减速机用高精密曲柄轴及其加工方法,高精密曲柄轴包括曲柄轴本体,所述曲柄轴本体为圆柱体,所述曲柄轴本体上设置有至少两个相位差为180°的偏心轮(2),所述曲柄轴本体的两端部均设置有作为花键(4)和所述偏心轮(2)定位基准的精密顶尖孔(3),加工好的所述花键(4)位于所述曲柄轴本体的端部,加工好的至少两所述偏心轮(2)位于所述曲柄轴本体的中部,所述偏心轮(2)的两端均设置有环形的让位槽(5)。本发明结构简单,零部件大大减少,易于控制,成本低,使用寿命长,曲柄轴精度统一度可达到0.003mm以内
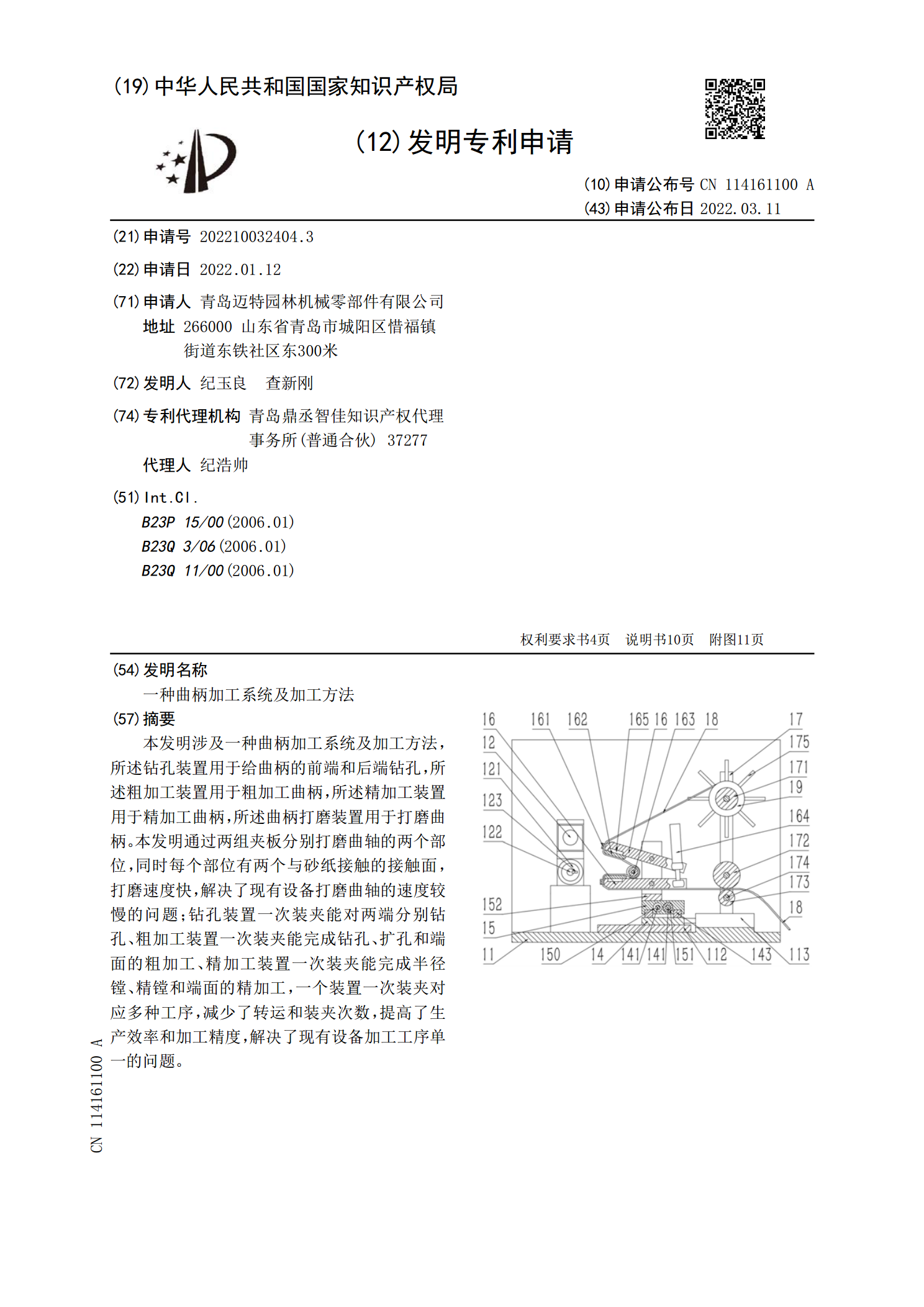
一种曲柄加工系统及加工方法.pdf
本发明涉及一种曲柄加工系统及加工方法,所述钻孔装置用于给曲柄的前端和后端钻孔,所述粗加工装置用于粗加工曲柄,所述精加工装置用于精加工曲柄,所述曲柄打磨装置用于打磨曲柄。本发明通过两组夹板分别打磨曲轴的两个部位,同时每个部位有两个与砂纸接触的接触面,打磨速度快,解决了现有设备打磨曲轴的速度较慢的问题;钻孔装置一次装夹能对两端分别钻孔、粗加工装置一次装夹能完成钻孔、扩孔和端面的粗加工、精加工装置一次装夹能完成半径镗、精镗和端面的精加工,一个装置一次装夹对应多种工序,减少了转运和装夹次数,提高了生产效率和加工精

新型冲床曲柄轴结构.pdf
本发明公开了一种新型冲床曲柄轴结构,包括曲柄轴(1)、驱动齿轮(2)和小齿轮(3),其中驱动齿轮(2)和小齿轮(3)依次安装在曲柄轴(1)上,且小齿轮(3)位于驱动齿轮(2)的后部,其特征在于,在小齿轮(3)后部的曲柄轴(1)上还设置有一凹槽(7),凹槽(7)内卡有卡簧。通过在曲柄轴与小齿轮连接部位外端的周向位置设置一凹槽,且在凹槽内卡有卡簧的方式来固定小齿轮,使得小齿轮的安装固定、拆卸、维修都非常方便,简单易行,且省时省力,提高了工作效率。