
机器人RV减速器曲柄轴的加工方法.pdf

建英****66


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

机器人RV减速器曲柄轴的加工方法.pdf
本发明公开了一种机器人RV减速器曲柄轴的加工方法,包括以下步骤:锻造曲柄轴坯;将曲柄轴坯进行冷挤压处理;在曲柄轴坯两端面上分别钻一中心定位孔,在两端部周面上分别加工出一个定位平面;以两中心定位孔为定位基准精加工两个偏心轮靠近锥度滚针轴承内道沟的端面,同时准精加工曲柄轴上每个锥度滚针轴承内道沟的两个端面;以两中心定位孔为定位基准精磨出曲柄轴坯的两端部和两个锥度滚针轴承的内道沟;以两中心定位孔为定位基准精磨两偏心轮的外周面;以两定位平面为定位基准,将曲柄轴进行精磨,使两个偏心轮的相位差为180度。本发明减小了
一种RV减速器用可调心曲柄轴.pdf
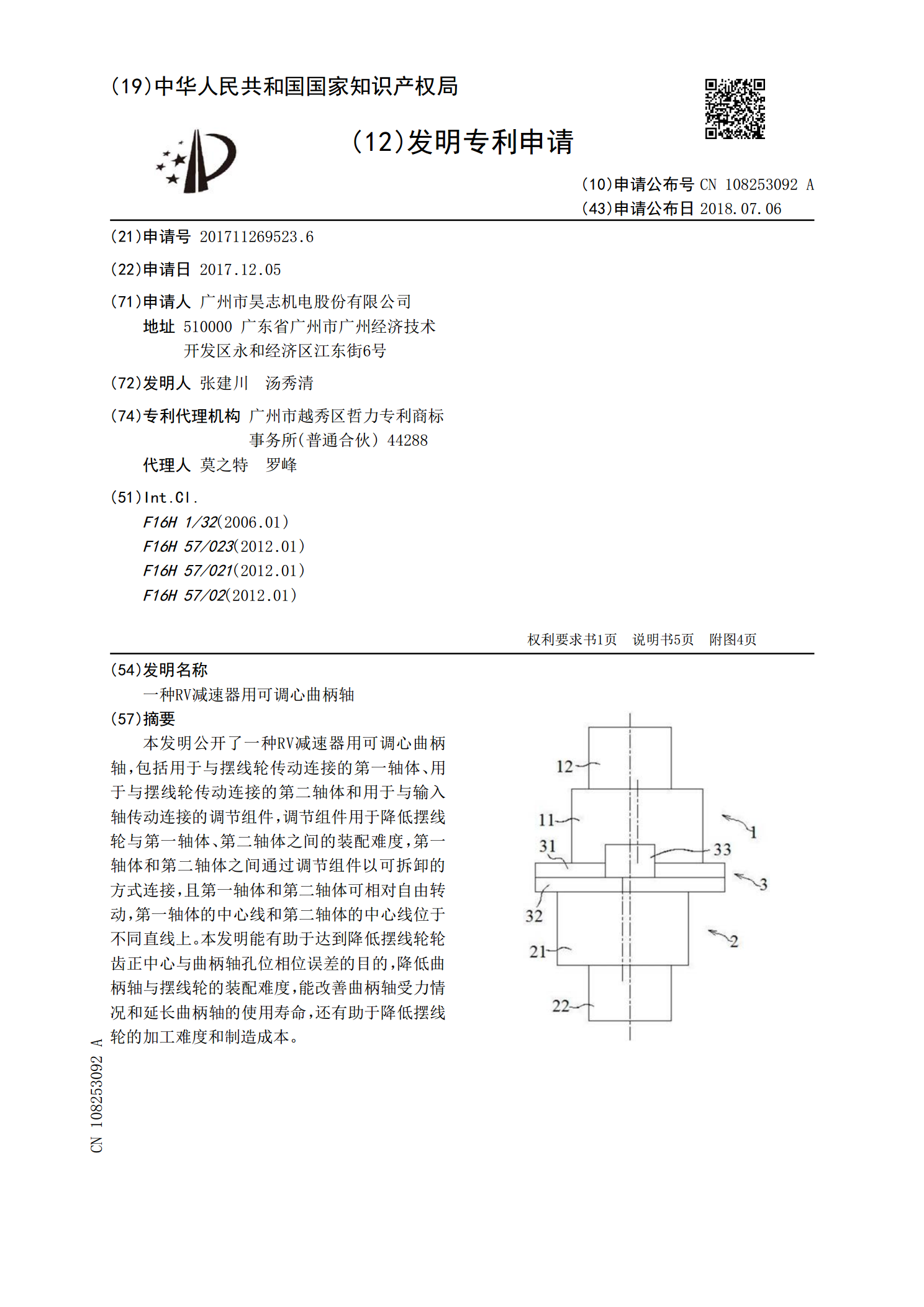
本发明公开了一种RV减速器用可调心曲柄轴,包括用于与摆线轮传动连接的第一轴体、用于与摆线轮传动连接的第二轴体和用于与输入轴传动连接的调节组件,调节组件用于降低摆线轮与第一轴体、第二轴体之间的装配难度,第一轴体和第二轴体之间通过调节组件以可拆卸的方式连接,且第一轴体和第二轴体可相对自由转动,第一轴体的中心线和第二轴体的中心线位于不同直线上。本发明能有助于达到降低摆线轮轮齿正中心与曲柄轴孔位相位误差的目的,降低曲柄轴与摆线轮的装配难度,能改善曲柄轴受力情况和延长曲柄轴的使用寿命,还有助于降低摆线轮的加工难度和

基于Ansys Workbench的RV减速器曲柄轴模态分析.docx
基于AnsysWorkbench的RV减速器曲柄轴模态分析基于AnsysWorkbench的RV减速器曲柄轴模态分析摘要:本文以RV减速器的曲柄轴为研究对象,使用AnsysWorkbench软件进行有限元模态分析。通过建立几何模型、确定边界条件和加载条件,并对其进行网格划分和材料属性定义。根据模态分析的结果,得出曲柄轴的固有频率和振型,并进行模态优化分析。通过模态分析和优化,可以预测曲柄轴的固有振动情况,并优化设计方案以提高其运动稳定性。1.引言RV减速器是一种常用的精密传动装置,其结构复杂、部件众多,在

曲柄轴组件、减速器及机器人.pdf
本发明提供了一种曲柄轴组件、减速器及机器人。曲柄轴组件包括花键轴和多个偏心轮,偏心轮与花键轴分别加工后组装为一体。由于本发明中的曲柄轴组件的花键轴和偏心轮是分别加工后组装为一体的,相对于现有技术中一体设置的结构而言,本发明中的曲柄轴组件的误差小,将花键轴和偏心轮分别加工完成之后,只需要将多个偏心轮按照预定的相位需求组装在花键轴上即可,能够满足偏心轮的绝对相位需求,简化了曲柄轴组件的加工工艺,降低了曲柄轴组件的加工难度,有效提高减速器的使用精度和使用寿命,提高了减速器整机的装配可靠性。

曲柄轴加工方法.pdf
本发明曲柄轴加工方法涉及机械加工领域,具体涉及曲柄轴加工方法,包括以下步骤:上CA6140型车床,粗车曲柄轴外圆、花键轴,留精加工余量,平端面打中心孔;热处理;上CA6140型车床,精车曲柄轴外圆、花键轴,留磨削余量;上CA6140型车床,粗车、半精车双偏心外圆,留精加工余量,粗、精车四个退刀槽;热处理使表面硬度达到58―62HRC;上M1432A型万能外圆磨床,使用专用夹具装夹,粗、精磨曲柄轴外圆;上Y3150型滚齿机床,使用专用夹具装夹,用花键滚刀加工花键;上M1432A型万能外圆磨床,利用高精度的曲