
一种树脂塞孔的方法.pdf

康佳****文库

1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种树脂塞孔的方法.pdf
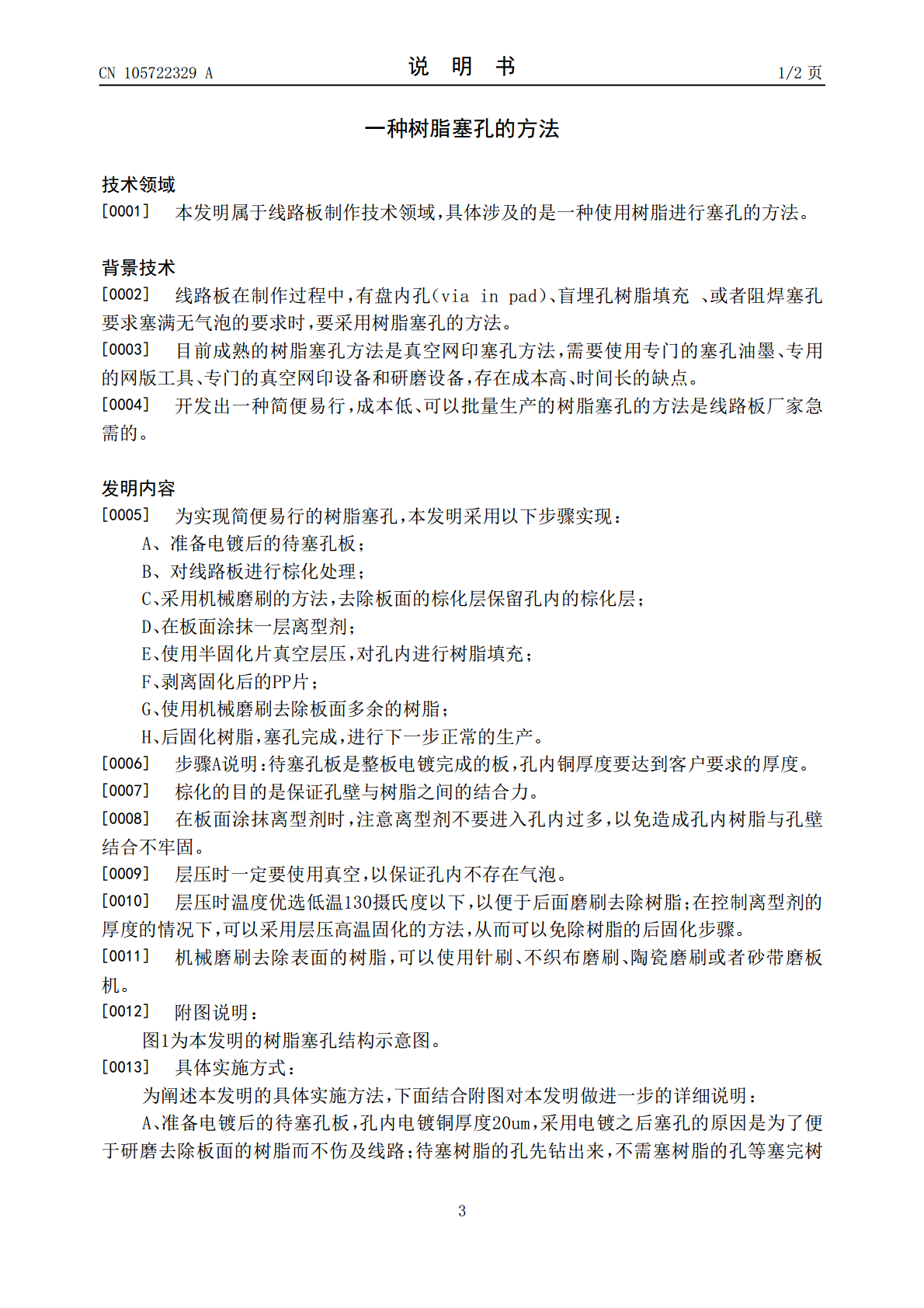
为实现简便易行的树脂塞孔,本发明不需要塞孔树脂、不需要网版、也不需要专用塞孔设备,实现的步骤是:A、准备电镀后的待塞孔板;B、对线路板进行棕化处理;C、采用机械磨刷的方法,去除板面的棕化层保留孔内的棕化层;D、在板面涂抹一层离型剂;E、使用半固化片真空层压,对孔内进行树脂填充;F、剥离固化后的PP片;G、使用机械磨刷去除板面多余的树脂;H、后固化树脂,塞孔完成,进行下一步正常的生产。

一种感光膜塞孔板及PCB板树脂塞孔方法.pdf
本发明公开并提供了一种感光膜塞孔板及PCB板树脂塞孔方法,所述感光膜塞孔板的结构简单、后续塞孔效果好、生产流程简单、易操作,所述PCB板树脂塞孔方法可以有效解决PCB板VIA塞孔生产过程中损伤表铜和板涨缩的问题。本发明采用树脂感光膜进行塞孔,在PCB板上单面贴膜后使用真空压膜热滚压,使孔周围的感光膜被挤入孔内,然后从反面曝光,使被挤入孔内的感光膜被曝光,然后使用阻焊显影机进行显影,把除孔内以外未被曝光的感光膜显影掉,孔内的感光膜则会保留,达到塞孔的目的;再使用对板涨缩影响较小的针刷磨板机将孔口轻微的树脂残
一种替代盲孔板树脂塞孔制程的方法.pdf
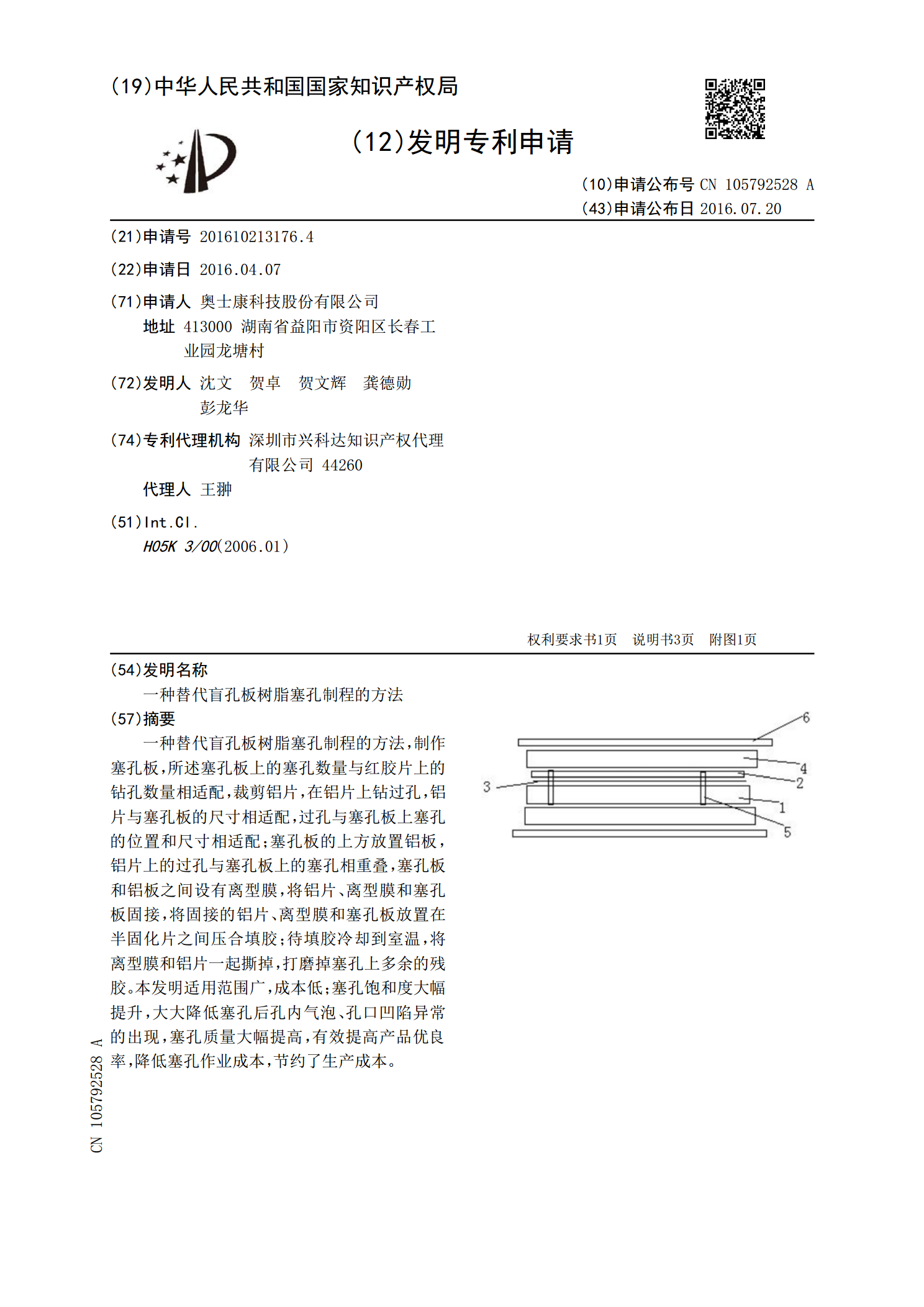
一种替代盲孔板树脂塞孔制程的方法,制作塞孔板,所述塞孔板上的塞孔数量与红胶片上的钻孔数量相适配,裁剪铝片,在铝片上钻过孔,铝片与塞孔板的尺寸相适配,过孔与塞孔板上塞孔的位置和尺寸相适配;塞孔板的上方放置铝板,铝片上的过孔与塞孔板上的塞孔相重叠,塞孔板和铝板之间设有离型膜,将铝片、离型膜和塞孔板固接,将固接的铝片、离型膜和塞孔板放置在半固化片之间压合填胶;待填胶冷却到室温,将离型膜和铝片一起撕掉,打磨掉塞孔上多余的残胶。本发明适用范围广,成本低;塞孔饱和度大幅提升,大大降低塞孔后孔内气泡、孔口凹陷异常的出现

一种PCB上制作树脂塞孔的方法.pdf
本发明涉及电路板生产技术领域,具体为一种PCB上制作树脂塞孔的方法。本发明通过在磨板处理前采用适宜温度和时间对生产板上的油墨进行预固化处理,磨板处理后再使生产板上的油墨完全固化,可降低磨板处理的难度,使残留在板面的树脂更易除去,同时适宜的预固化温度和时间可使树脂油墨的固化程度适中,可避免磨板过程因树脂油墨固化程度不足而导致塞孔不良的问题。磨刷处理中通过翻转板面及调整板向可使板面与孔口处的切削力尽量均匀,从而可降低孔口出现磨损的问题。生产板在树脂磨板机上左右错开放置,可防止树脂磨板机的磨刷损耗不均匀,从而可

一种选择性树脂塞孔的方法.pdf
一种选择性树脂塞孔的方法,实现的步骤是:A、基板钻孔时,保留铝片到层压使用,铝片上钻有需要树脂塞孔的孔;B、对基板进行正常的沉铜、整板电镀加工;C、对基板进行OSP加工;D、把A步骤保留的铝片对准铆合在基板上;E、使用半固化片真空层压,对基板的孔进行树脂填充;F、一起剥离掉基板上的铝片和固化后的PP片;G、使用机械磨刷去除基板板面多余的树脂。本发明使用钻孔铝片作为模板,基板表面采用OSP表面处理,真空层压树脂塞孔,然后剥离铝片和PP片,本方法操作简单、质量可靠、成本低、生产周期短。