
轴承部件、轴承部件用钢材及它们的制造方法.pdf

猫巷****松臣

1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轴承部件、轴承部件用钢材及它们的制造方法.pdf
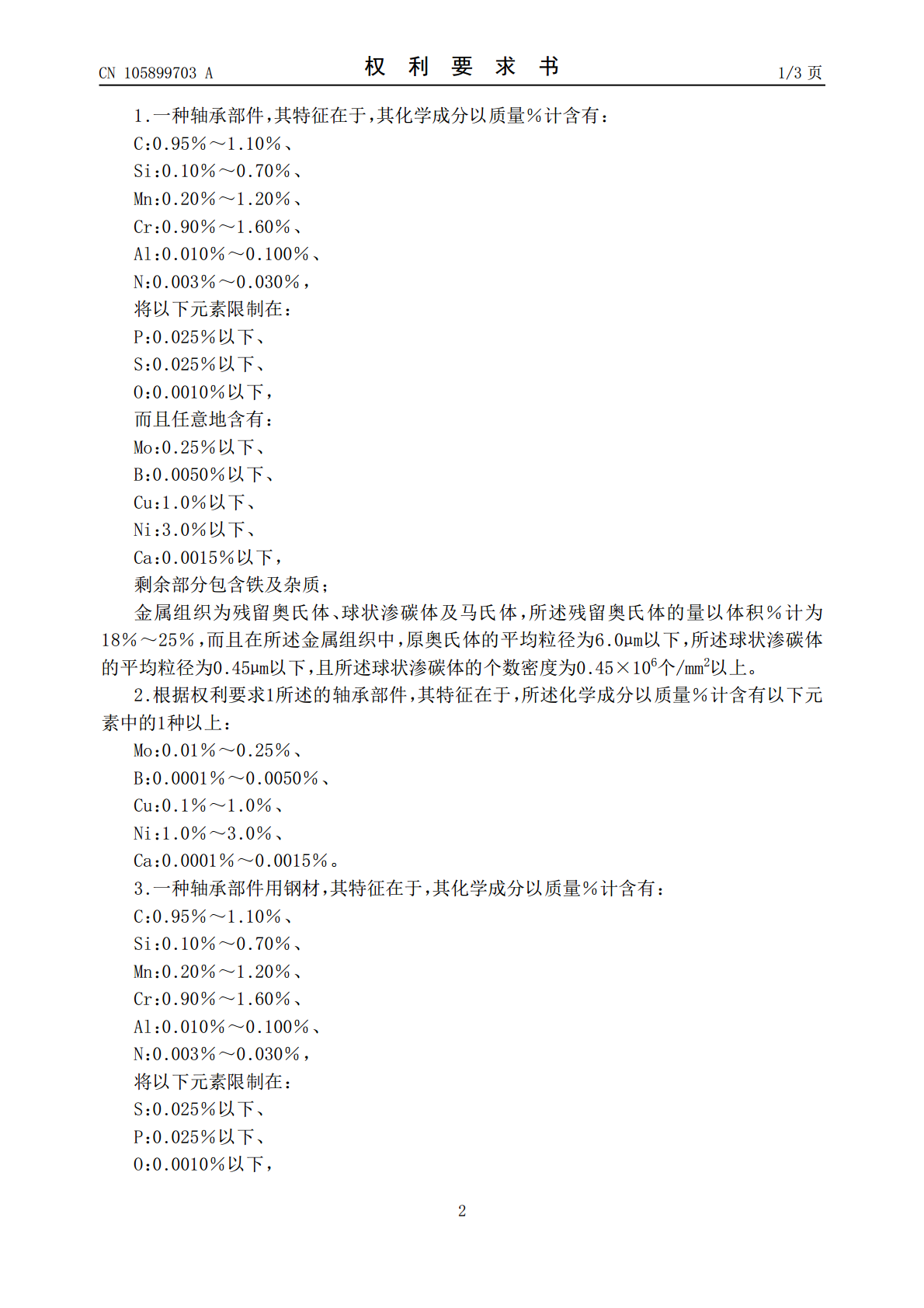
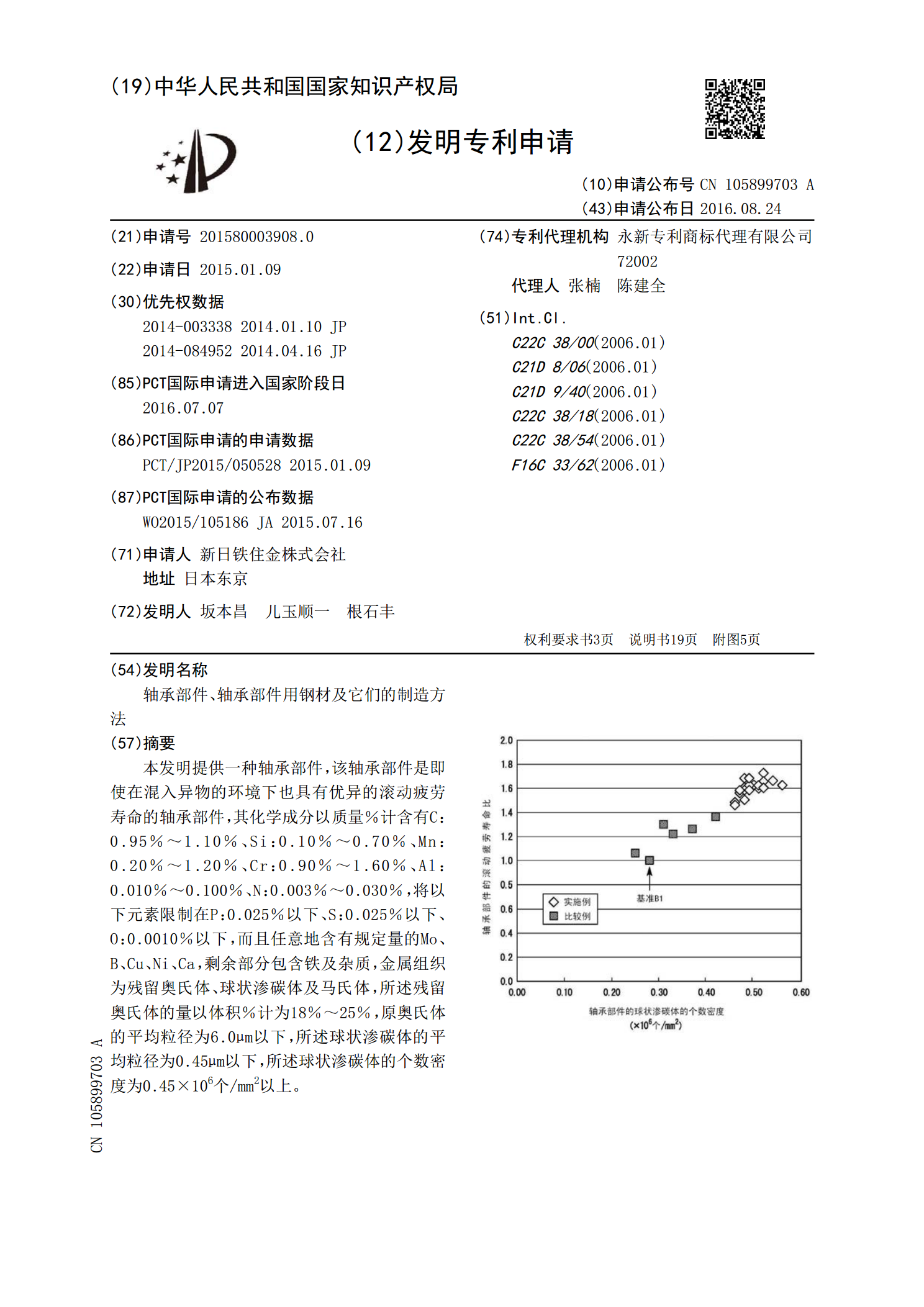
本发明提供一种轴承部件,该轴承部件是即使在混入异物的环境下也具有优异的滚动疲劳寿命的轴承部件,其化学成分以质量%计含有C:0.95%~1.10%、Si:0.10%~0.70%、Mn:0.20%~1.20%、Cr:0.90%~1.60%、Al:0.010%~0.100%、N:0.003%~0.030%,将以下元素限制在P:0.025%以下、S:0.025%以下、O:0.0010%以下,而且任意地含有规定量的Mo、B、Cu、Ni、Ca,剩余部分包含铁及杂质,金属组织为残留奥氏体、球状渗碳体及马氏体,所述残留奥

轴承部件及其制造方法.pdf
一种轴承部件,由铬?钼?钒合金工具钢构成,其制造工艺包括:(i)执行600~650℃温度范围内的第一次预热处理;(ii)执行850~900℃温度范围内的第二次预热处理;(iii)在真空1000~1180℃条件下进行奥氏体化20~40分钟;(iv)在至少4~5bar的超压下进行气体淬火;(v)回火:在520~560℃条件下进行两次回火,每次1.5~2.5小时,或者,在520~560℃条件下进行三次回火,每次0.5~1.5小时。钢合金包含以下成分(以质量百分比计):1.32~1.45C、0.32~0.50Si

车辆用滚动轴承装置的轴部件的制造方法.pdf
本发明提供一种车辆用滚动轴承装置的轴部件的制造方法。一种带凸缘轴部件的制造方法,带凸缘轴部件具有在外周面形成内圈轨道面的轴部、形成在该轴部的一端侧且供车轮的中心孔嵌入的嵌合轴部、以及位于轴部与嵌合轴部之间且向径向外侧呈放射状地延伸的车轮紧固用的多个凸缘部,其中,使用冷锻的锻模装置在嵌合轴部的中心部端面形成出锻造凹部,同时在轴部与嵌合轴部之间的外周面,在通过侧方挤出而形成出多个凸缘部时,凸缘部以下述状态形成,即:按照与凸缘部在侧方挤出加工后因回弹所引起的翘曲量相当的量,朝向与基于回弹的翘曲方向相反的方向弯曲

车轮用滚动轴承装置的轴部件的制造方法.pdf
本发明提供车轮用滚动轴承装置的轴部件的制造方法,在具备沿轴向开口的凹部且具有圆筒形状的嵌合轴部、与轴向正交且具有圆板形状或者放射形状的凸缘部、以及在外周面形成有内圈滚道面且具有圆柱形状的轴部,沿着轴向配置在同轴上的车轮用滚动轴承装置的轴部件的制造方法中,具有:将钢材加热到相变点温度以上的热温度;将热温度的钢材朝锻造中间成型品成型的热锻工序;以及通过对锻造中间成型品进行冷锻而成型为锻造最终成型品的形状的冷锻工序。
气体软氮化方法和轴承部件的制造方法.pdf
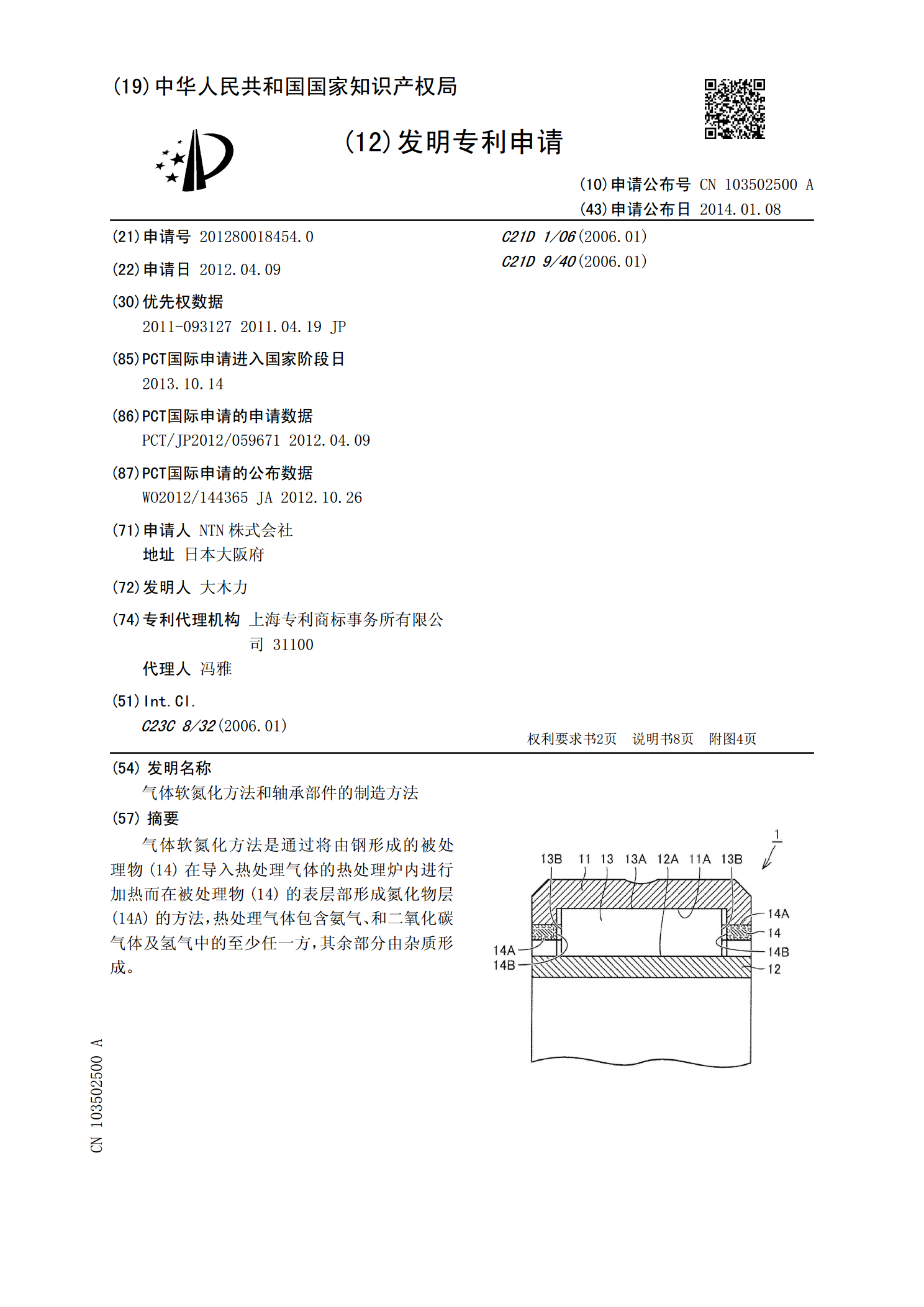
气体软氮化方法是通过将由钢形成的被处理物(14)在导入热处理气体的热处理炉内进行加热而在被处理物(14)的表层部形成氮化物层(14A)的方法,热处理气体包含氨气、和二氧化碳气体及氢气中的至少任一方,其余部分由杂质形成。