
车轮用滚动轴承装置的轴部件的制造方法.pdf

小宏****aa


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

车轮用滚动轴承装置的轴部件的制造方法.pdf
本发明提供车轮用滚动轴承装置的轴部件的制造方法,在具备沿轴向开口的凹部且具有圆筒形状的嵌合轴部、与轴向正交且具有圆板形状或者放射形状的凸缘部、以及在外周面形成有内圈滚道面且具有圆柱形状的轴部,沿着轴向配置在同轴上的车轮用滚动轴承装置的轴部件的制造方法中,具有:将钢材加热到相变点温度以上的热温度;将热温度的钢材朝锻造中间成型品成型的热锻工序;以及通过对锻造中间成型品进行冷锻而成型为锻造最终成型品的形状的冷锻工序。

车辆用滚动轴承装置的轴部件的制造方法.pdf
本发明提供一种车辆用滚动轴承装置的轴部件的制造方法。一种带凸缘轴部件的制造方法,带凸缘轴部件具有在外周面形成内圈轨道面的轴部、形成在该轴部的一端侧且供车轮的中心孔嵌入的嵌合轴部、以及位于轴部与嵌合轴部之间且向径向外侧呈放射状地延伸的车轮紧固用的多个凸缘部,其中,使用冷锻的锻模装置在嵌合轴部的中心部端面形成出锻造凹部,同时在轴部与嵌合轴部之间的外周面,在通过侧方挤出而形成出多个凸缘部时,凸缘部以下述状态形成,即:按照与凸缘部在侧方挤出加工后因回弹所引起的翘曲量相当的量,朝向与基于回弹的翘曲方向相反的方向弯曲

车轮用滚动轴承装置的制造方法以及车轮用滚动轴承装置.pdf
本发明涉及车轮用滚动轴承装置的制造方法以及车轮用滚动轴承装置。从车轮用滚动轴承装置的轴部件的轴端部,嵌入外圈与滚动体,并嵌入内圈与滚动体,然后对轴端部进行铆接加工而形成铆接部而固定内圈。此时,进行了铆接加工的轴端部为实心的圆柱形状,将铆接夹具推碰到轴端部上,一边将铆接夹具朝轴部的一端侧的方向按压一边使铆接夹具进行摆动运动并使轴端部扩径而进行铆接。

齿轮装置及轴部件的制造方法.pdf
本发明提供一种齿轮装置及轴部件的制造方法,该齿轮装置成本低、能够确保轴部件的外径大于齿轮部的齿根圆、并且具备无需以另一种方法确保该轴部件的定位面的轴部件。本发明的齿轮装置(30),具有:具备小锥齿轮部(齿轮部)(36A)及轴部(36B)的轴部件(36);和嵌合于该轴部件(36)的轴承(嵌合部件)(34),其中轴部件(36)的小锥齿轮部(36A)通过塑性加工而形成,在小锥齿轮部(36A)的轴向轴部(36B)侧形成比小锥齿轮部(36A)的齿顶圆直径(d5)更向径向外侧突出的凸缘部(36C),通过该凸缘部(36
车轮滚动轴承装置的制造方法.pdf
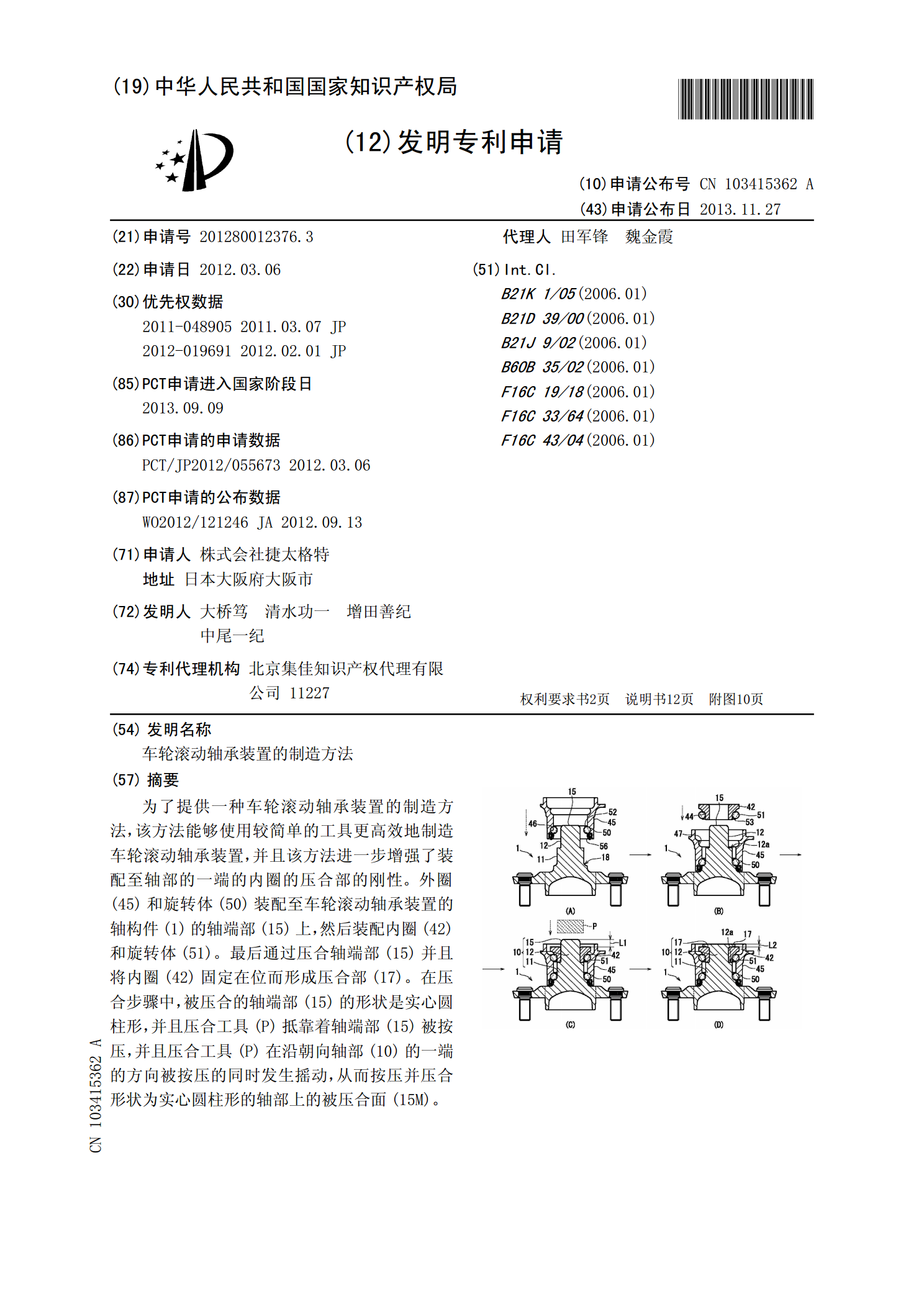
为了提供一种车轮滚动轴承装置的制造方法,该方法能够使用较简单的工具更高效地制造车轮滚动轴承装置,并且该方法进一步增强了装配至轴部的一端的内圈的压合部的刚性。外圈(45)和旋转体(50)装配至车轮滚动轴承装置的轴构件(1)的轴端部(15)上,然后装配内圈(42)和旋转体(51)。最后通过压合轴端部(15)并且将内圈(42)固定在位而形成压合部(17)。在压合步骤中,被压合的轴端部(15)的形状是实心圆柱形,并且压合工具(P)抵靠着轴端部(15)被按压,并且压合工具(P)在沿朝向轴部(10)的一端的方向被按压