
气体软氮化方法和轴承部件的制造方法.pdf

飞舟****文章

1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
气体软氮化方法和轴承部件的制造方法.pdf
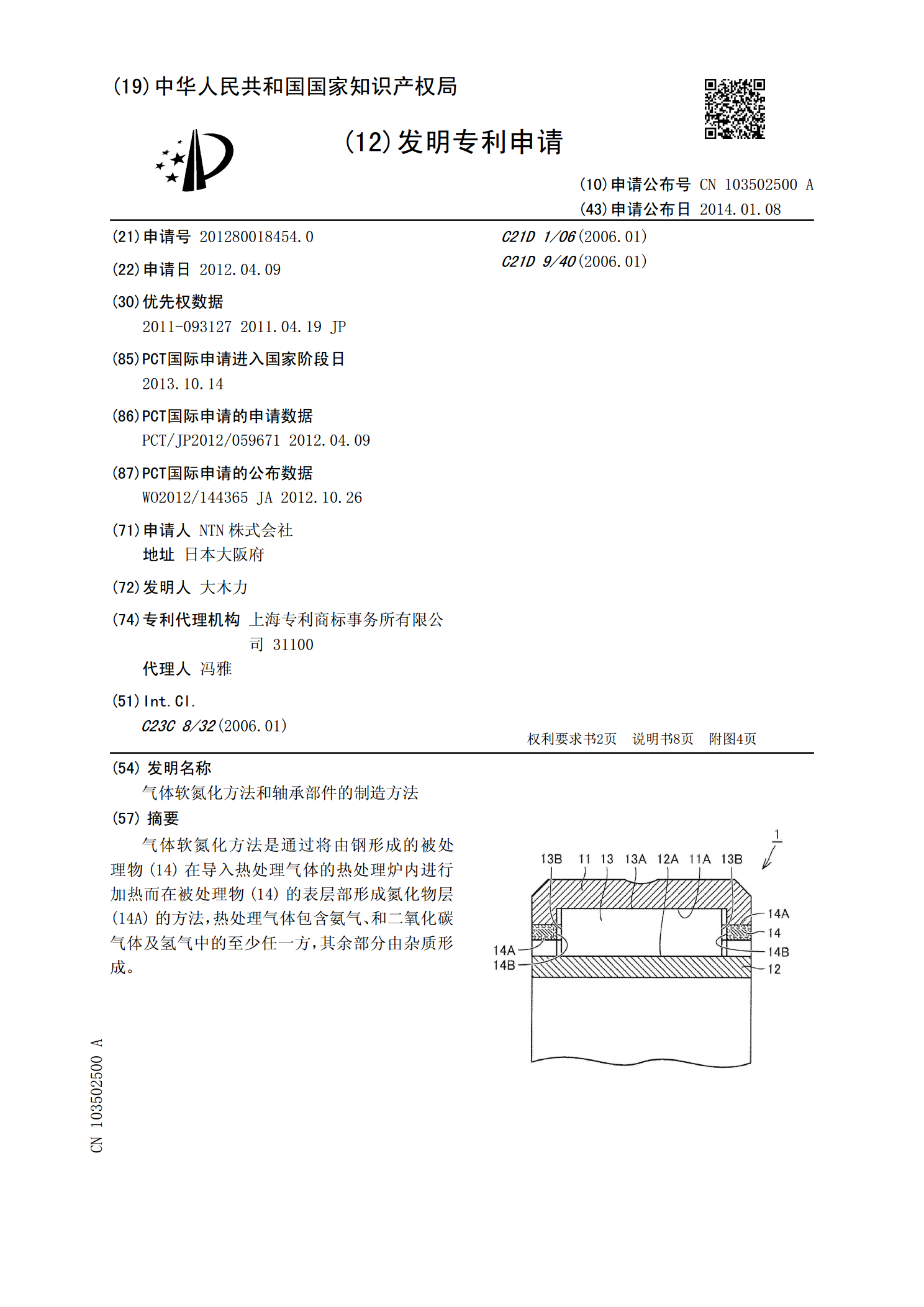
气体软氮化方法是通过将由钢形成的被处理物(14)在导入热处理气体的热处理炉内进行加热而在被处理物(14)的表层部形成氮化物层(14A)的方法,热处理气体包含氨气、和二氧化碳气体及氢气中的至少任一方,其余部分由杂质形成。

新的气体软氮化方法.docx
新的气体软氮化方法题目:新的气体软氮化方法摘要:氮化技术是一种重要的表面改性方法,具有广泛的应用领域。传统气体硬氮化方法通常需要高温和高压条件下进行,存在能耗高、设备复杂等问题。为解决这些问题,近年来研究人员提出了新的气体软氮化方法,其中包括等离子体氮化、非平衡等离子体氮化、微波氮化等。这些方法具有操作简便、能耗低、环境友好等优势,具有广阔的应用前景。本文将对新的气体软氮化方法进行综述,分析其原理、研究进展及应用前景。一、引言氮化技术是通过将氮原子引入材料表面,改变表面性能的一种方法。气体氮化技术是常用的
轴承部件、轴承部件用钢材及它们的制造方法.pdf
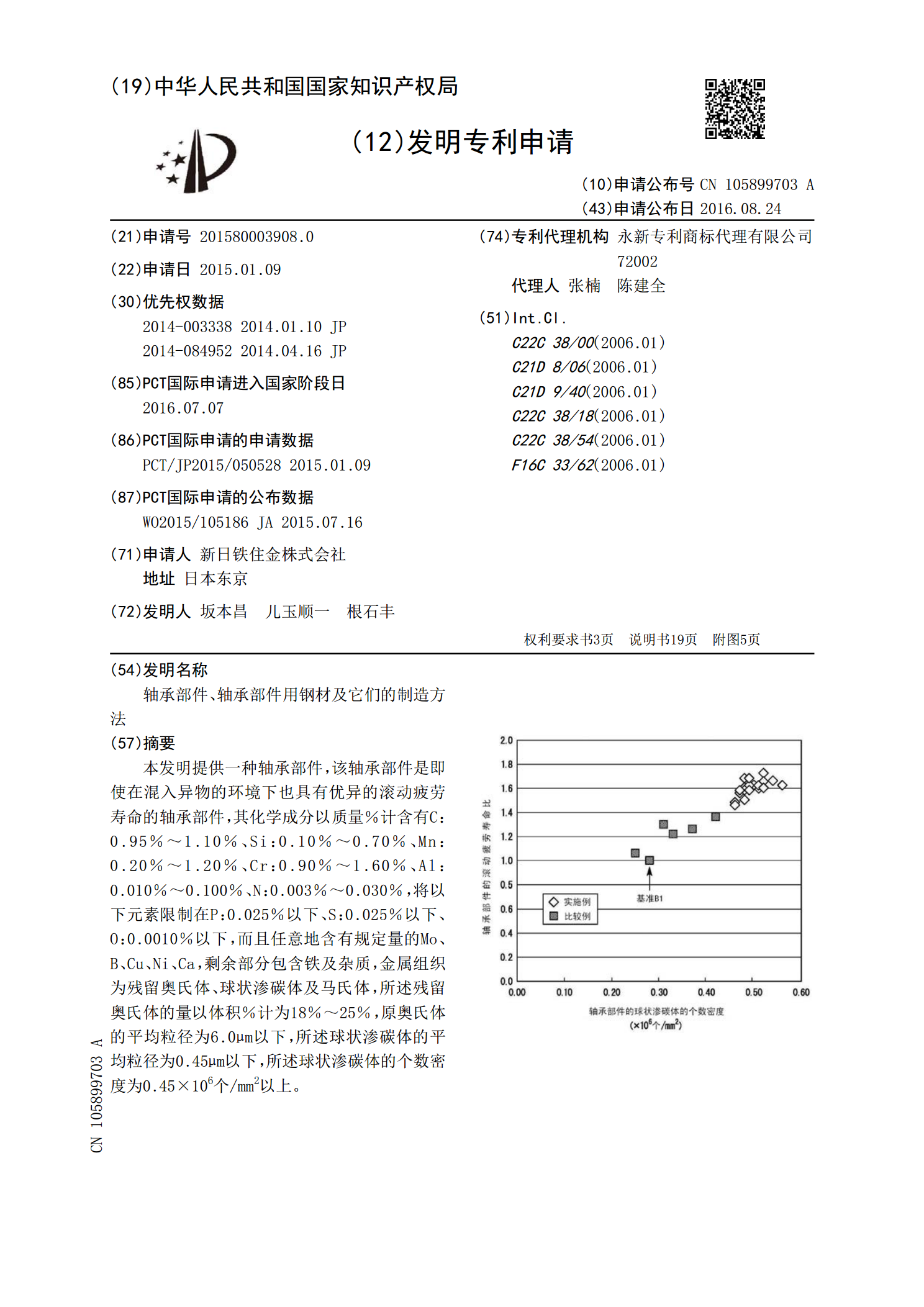
本发明提供一种轴承部件,该轴承部件是即使在混入异物的环境下也具有优异的滚动疲劳寿命的轴承部件,其化学成分以质量%计含有C:0.95%~1.10%、Si:0.10%~0.70%、Mn:0.20%~1.20%、Cr:0.90%~1.60%、Al:0.010%~0.100%、N:0.003%~0.030%,将以下元素限制在P:0.025%以下、S:0.025%以下、O:0.0010%以下,而且任意地含有规定量的Mo、B、Cu、Ni、Ca,剩余部分包含铁及杂质,金属组织为残留奥氏体、球状渗碳体及马氏体,所述残留奥

轴承部件及其制造方法.pdf
一种轴承部件,由铬?钼?钒合金工具钢构成,其制造工艺包括:(i)执行600~650℃温度范围内的第一次预热处理;(ii)执行850~900℃温度范围内的第二次预热处理;(iii)在真空1000~1180℃条件下进行奥氏体化20~40分钟;(iv)在至少4~5bar的超压下进行气体淬火;(v)回火:在520~560℃条件下进行两次回火,每次1.5~2.5小时,或者,在520~560℃条件下进行三次回火,每次0.5~1.5小时。钢合金包含以下成分(以质量百分比计):1.32~1.45C、0.32~0.50Si
氮化硅烧结体及其制造方法、及使用其的耐磨部件和轴承.pdf
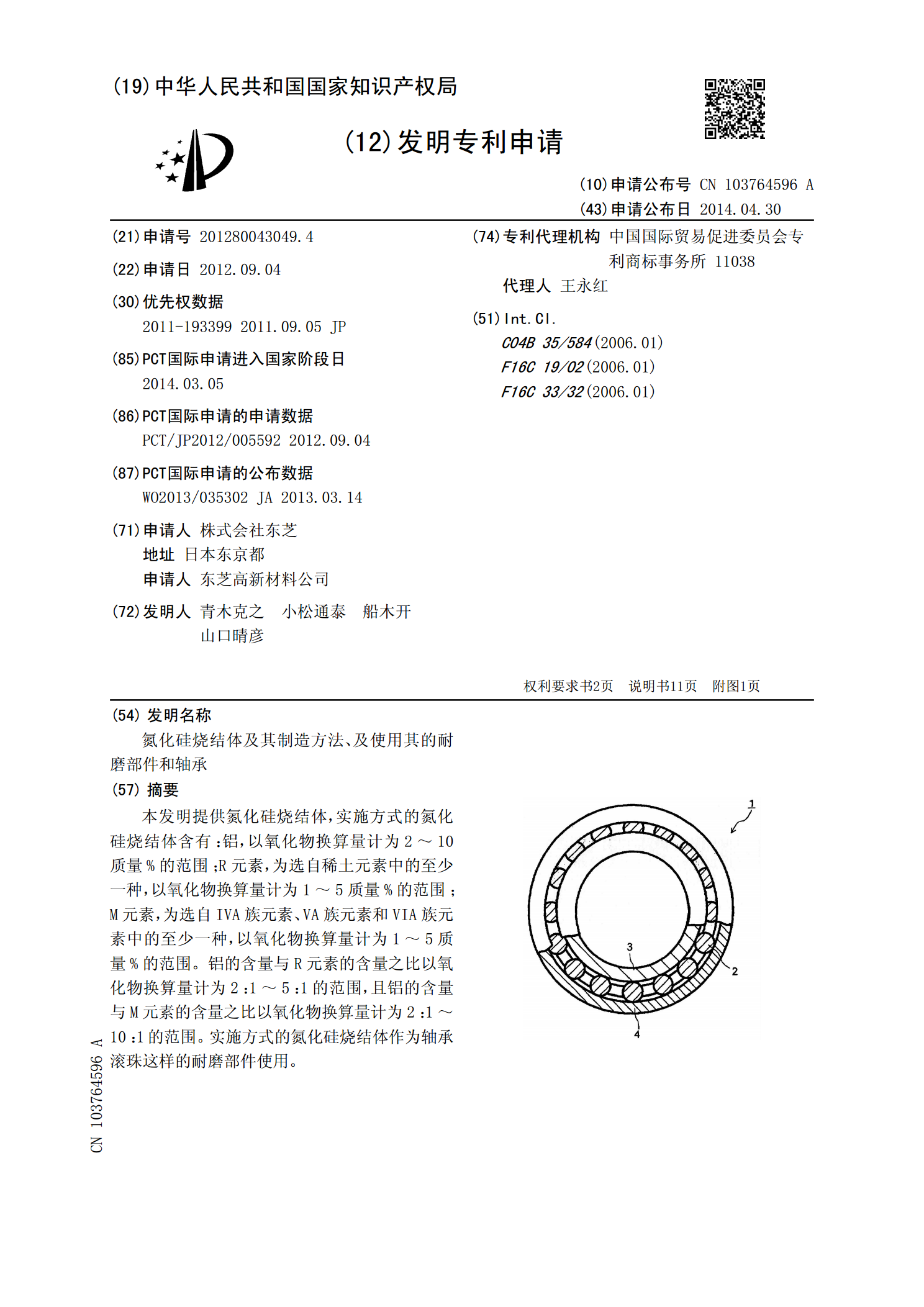
本发明提供氮化硅烧结体,实施方式的氮化硅烧结体含有:铝,以氧化物换算量计为2~10质量%的范围;R元素,为选自稀土元素中的至少一种,以氧化物换算量计为1~5质量%的范围;M元素,为选自IVA族元素、VA族元素和VIA族元素中的至少一种,以氧化物换算量计为1~5质量%的范围。铝的含量与R元素的含量之比以氧化物换算量计为2:1~5:1的范围,且铝的含量与M元素的含量之比以氧化物换算量计为2:1~10:1的范围。实施方式的氮化硅烧结体作为轴承滚珠这样的耐磨部件使用。