
一种模具滑块的加工工艺.pdf

听容****55


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种模具滑块的加工工艺.pdf
本发明公开了一种模具滑块的加工工艺,其工艺步骤如下:(1)备料:准备SKD61材料的毛坯;(2)粗加工:铣床粗加工六面,留余量,加工螺丝孔;(3)M/C粗加工:开粗成型工位,留余量;(4)热处理:热处理材料达到最佳硬度;(5)研磨:研磨六面至外形成型;(6)放电加工:精密细纹路放电加工成型;(7)铣床加工:用特殊刀具加工润滑油槽。本发明加工工艺,加工工艺合理,较少工件损伤,机械化加工精度高,提高生产效率,避免人工操作带了的误差,提高产品合格率。

一种侧滑块的加工工艺.pdf
本发明提供一种侧滑块的加工工艺,其包括以下步骤:a、备料,选择相应的材料并锻造毛坯;b、磨床粗加工,磨六面角尺并留有0.2~0.3mm余量;c、钳工,划制各孔和穿丝孔;d、热处理,淬火并去应力,保证硬度为48~52HRC;e、成形磨削,磨六面到尺寸;f、线切割,切割外部形状以及斜导柱孔;g、精修,与斜导柱配合,控制间隙均匀。本发明一种侧滑块的加工工艺,加工工艺简单、快捷,合理的安排加工工艺能够确保侧滑块的加工精度,从而大大的降低了成本。
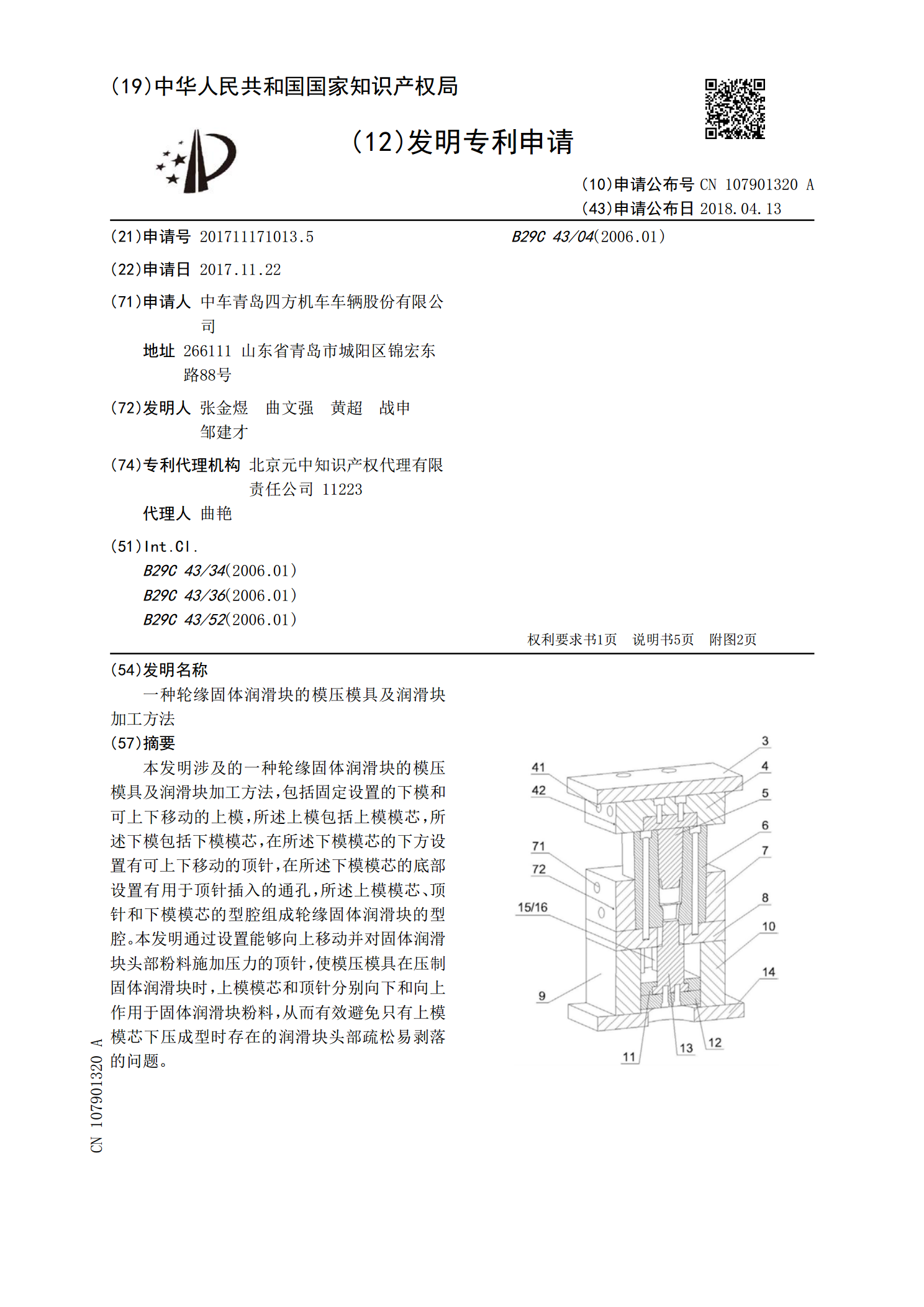
一种轮缘固体润滑块的模压模具及润滑块加工方法.pdf
本发明涉及的一种轮缘固体润滑块的模压模具及润滑块加工方法,包括固定设置的下模和可上下移动的上模,所述上模包括上模模芯,所述下模包括下模模芯,在所述下模模芯的下方设置有可上下移动的顶针,在所述下模模芯的底部设置有用于顶针插入的通孔,所述上模模芯、顶针和下模模芯的型腔组成轮缘固体润滑块的型腔。本发明通过设置能够向上移动并对固体润滑块头部粉料施加压力的顶针,使模压模具在压制固体润滑块时,上模模芯和顶针分别向下和向上作用于固体润滑块粉料,从而有效避免只有上模模芯下压成型时存在的润滑块头部疏松易剥落的问题。
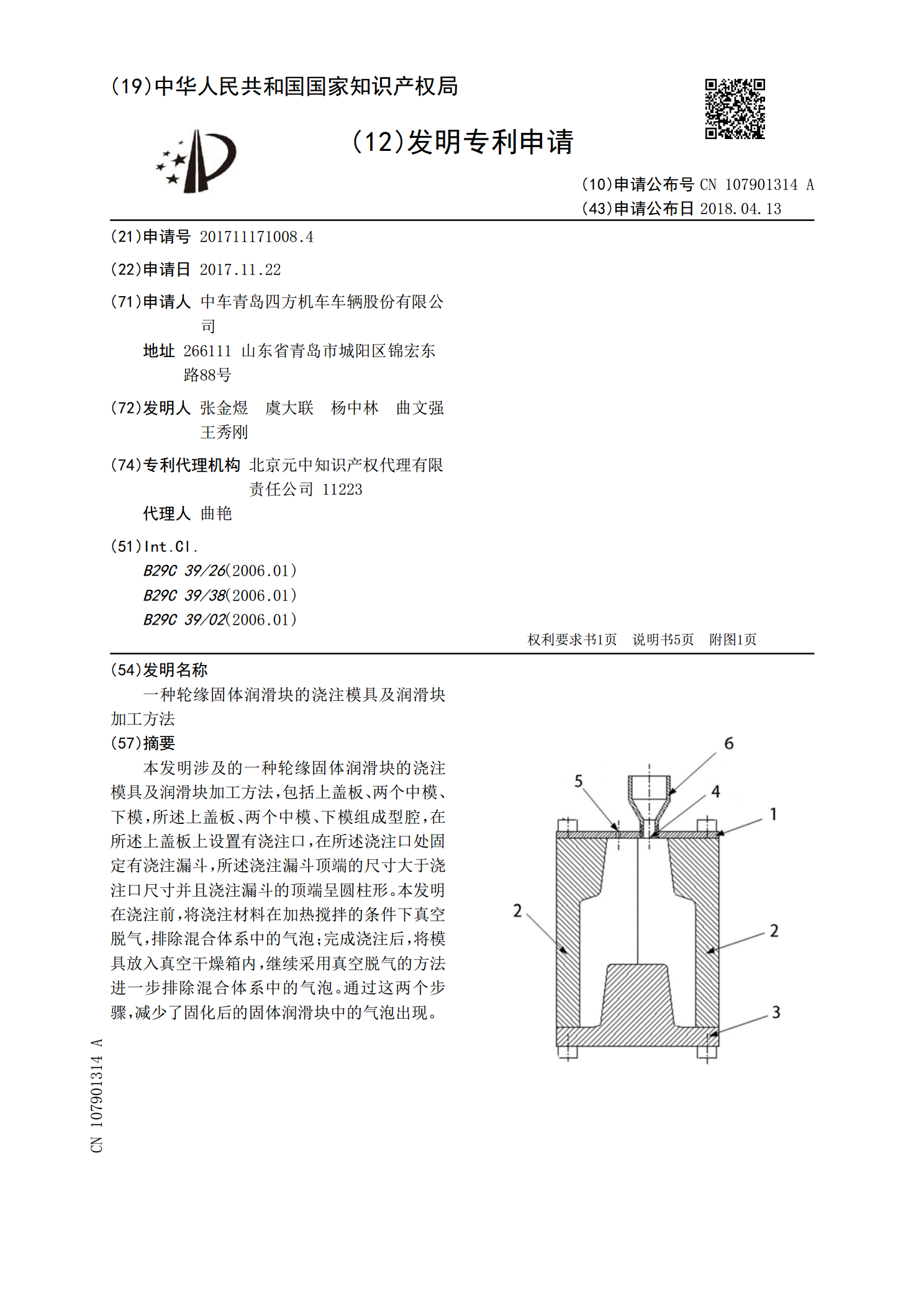
一种轮缘固体润滑块的浇注模具及润滑块加工方法.pdf
本发明涉及的一种轮缘固体润滑块的浇注模具及润滑块加工方法,包括上盖板、两个中模、下模,所述上盖板、两个中模、下模组成型腔,在所述上盖板上设置有浇注口,在所述浇注口处固定有浇注漏斗,所述浇注漏斗顶端的尺寸大于浇注口尺寸并且浇注漏斗的顶端呈圆柱形。本发明在浇注前,将浇注材料在加热搅拌的条件下真空脱气,排除混合体系中的气泡;完成浇注后,将模具放入真空干燥箱内,继续采用真空脱气的方法进一步排除混合体系中的气泡。通过这两个步骤,减少了固化后的固体润滑块中的气泡出现。
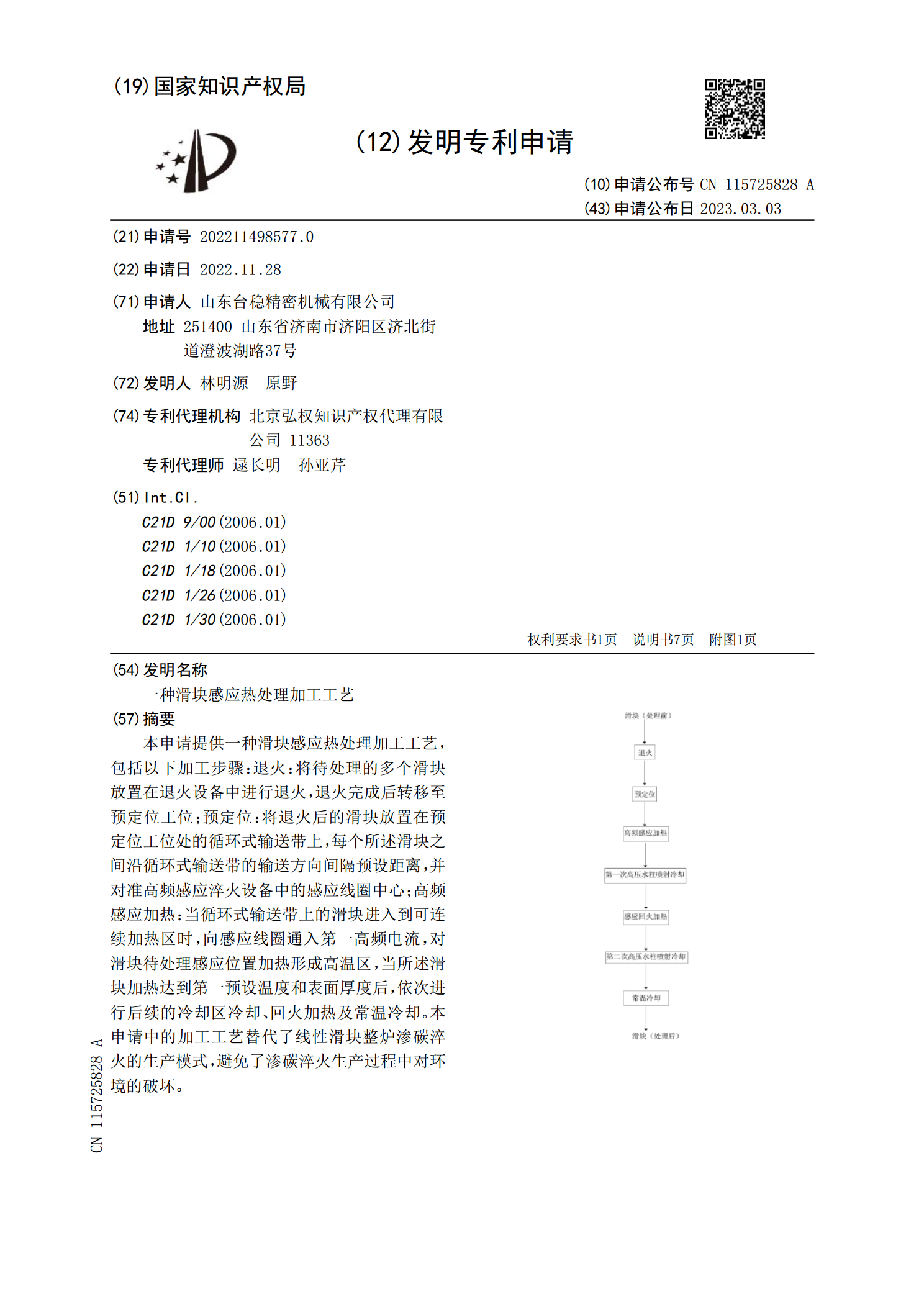
一种滑块感应热处理加工工艺.pdf
本申请提供一种滑块感应热处理加工工艺,包括以下加工步骤:退火:将待处理的多个滑块放置在退火设备中进行退火,退火完成后转移至预定位工位;预定位:将退火后的滑块放置在预定位工位处的循环式输送带上,每个所述滑块之间沿循环式输送带的输送方向间隔预设距离,并对准高频感应淬火设备中的感应线圈中心;高频感应加热:当循环式输送带上的滑块进入到可连续加热区时,向感应线圈通入第一高频电流,对滑块待处理感应位置加热形成高温区,当所述滑块加热达到第一预设温度和表面厚度后,依次进行后续的冷却区冷却、回火加热及常温冷却。本申请中的加