
一种滑块感应热处理加工工艺.pdf

慧红****ad

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种滑块感应热处理加工工艺.pdf
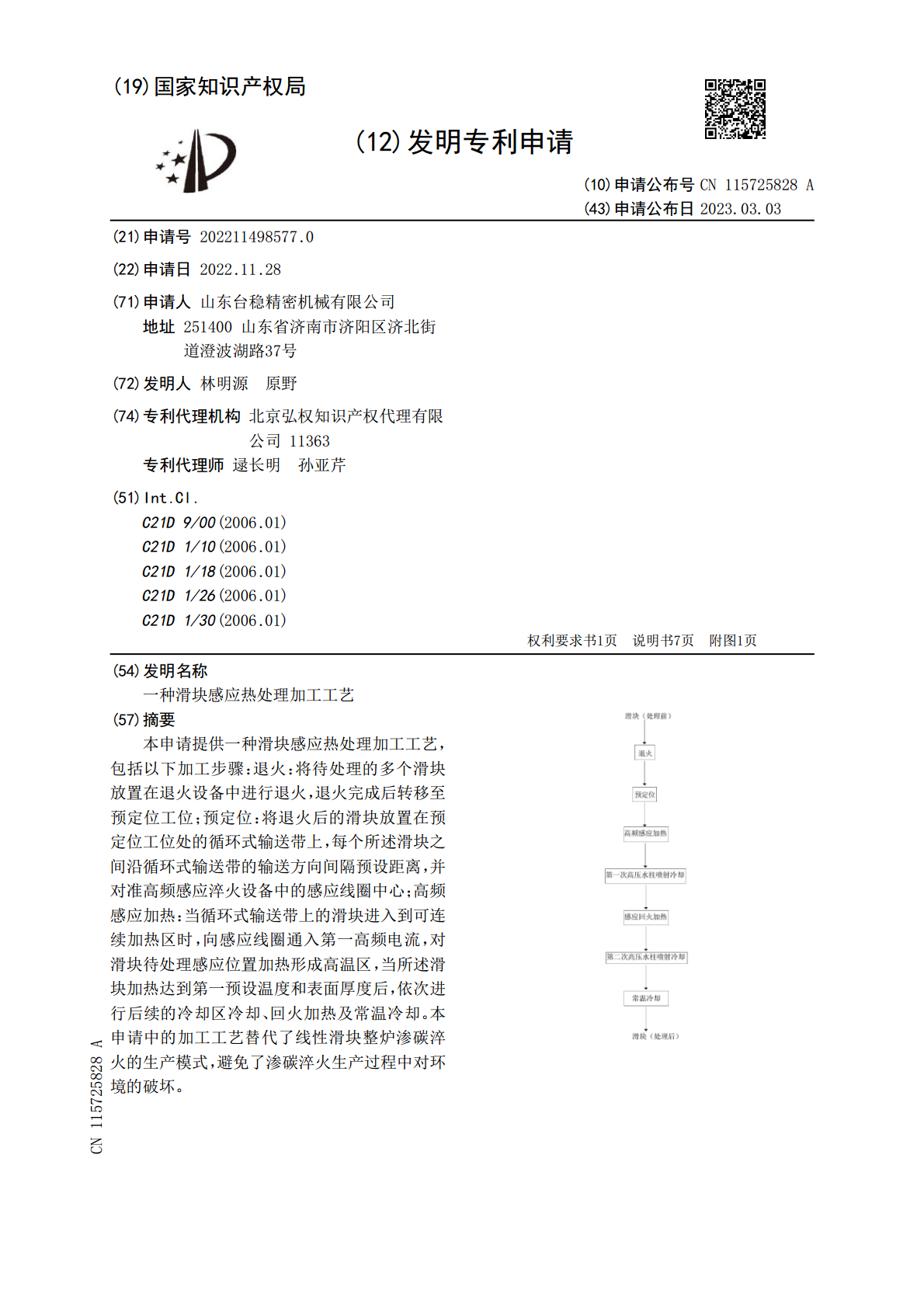
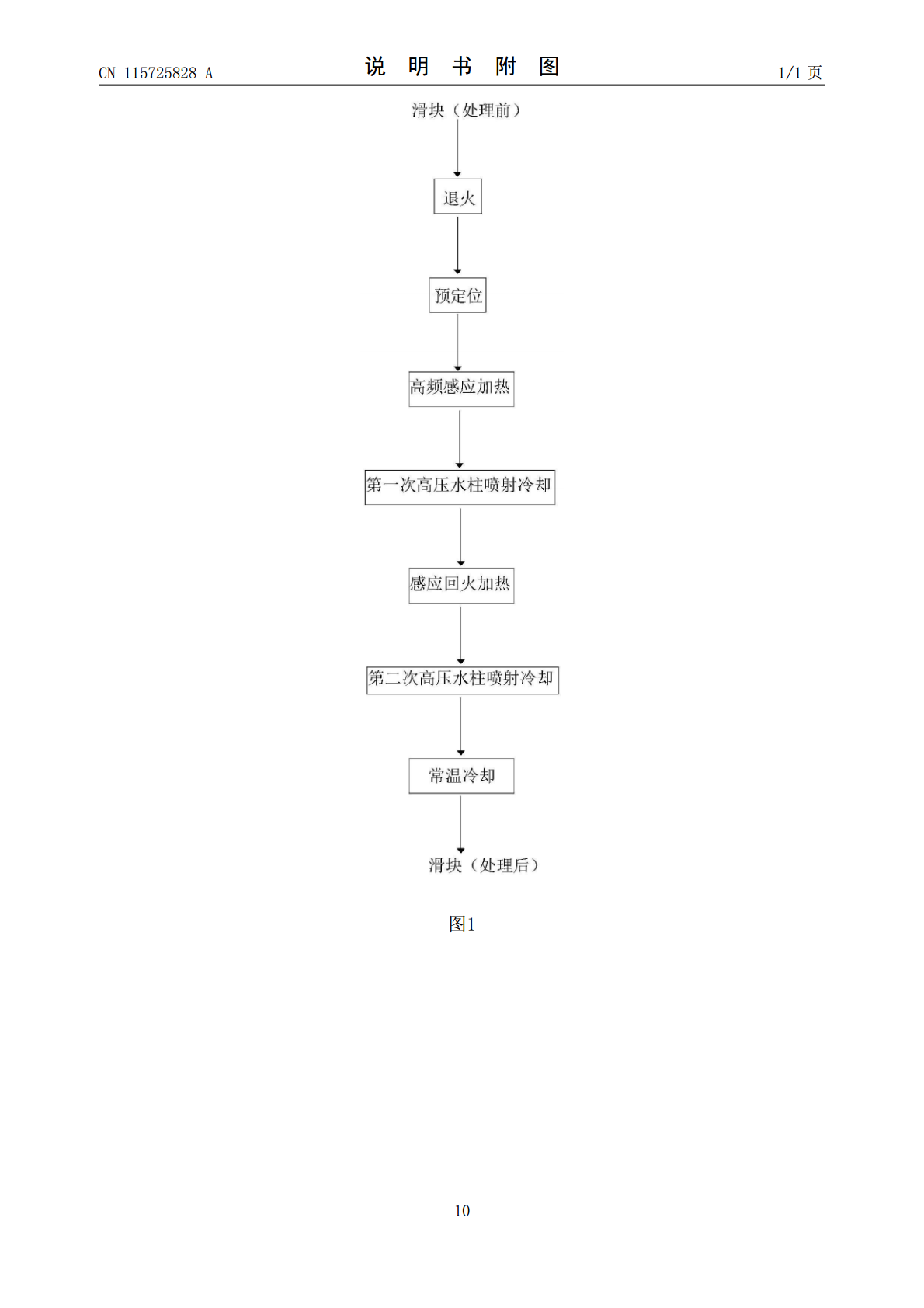
本申请提供一种滑块感应热处理加工工艺,包括以下加工步骤:退火:将待处理的多个滑块放置在退火设备中进行退火,退火完成后转移至预定位工位;预定位:将退火后的滑块放置在预定位工位处的循环式输送带上,每个所述滑块之间沿循环式输送带的输送方向间隔预设距离,并对准高频感应淬火设备中的感应线圈中心;高频感应加热:当循环式输送带上的滑块进入到可连续加热区时,向感应线圈通入第一高频电流,对滑块待处理感应位置加热形成高温区,当所述滑块加热达到第一预设温度和表面厚度后,依次进行后续的冷却区冷却、回火加热及常温冷却。本申请中的加

一种侧滑块的加工工艺.pdf
本发明提供一种侧滑块的加工工艺,其包括以下步骤:a、备料,选择相应的材料并锻造毛坯;b、磨床粗加工,磨六面角尺并留有0.2~0.3mm余量;c、钳工,划制各孔和穿丝孔;d、热处理,淬火并去应力,保证硬度为48~52HRC;e、成形磨削,磨六面到尺寸;f、线切割,切割外部形状以及斜导柱孔;g、精修,与斜导柱配合,控制间隙均匀。本发明一种侧滑块的加工工艺,加工工艺简单、快捷,合理的安排加工工艺能够确保侧滑块的加工精度,从而大大的降低了成本。

一种模具滑块的加工工艺.pdf
本发明公开了一种模具滑块的加工工艺,其工艺步骤如下:(1)备料:准备SKD61材料的毛坯;(2)粗加工:铣床粗加工六面,留余量,加工螺丝孔;(3)M/C粗加工:开粗成型工位,留余量;(4)热处理:热处理材料达到最佳硬度;(5)研磨:研磨六面至外形成型;(6)放电加工:精密细纹路放电加工成型;(7)铣床加工:用特殊刀具加工润滑油槽。本发明加工工艺,加工工艺合理,较少工件损伤,机械化加工精度高,提高生产效率,避免人工操作带了的误差,提高产品合格率。
一种小孔热处理感应淬火工艺.pdf
本发明公布了一种小孔热处理感应淬火工艺,工艺步骤如下:检验‑清洗干燥‑淬火‑清洗干燥‑回火‑检测‑防锈。本发明工艺简单、全程环保无污染,能够有效的提高小孔的硬度、强度和耐磨性,延长了小孔的使用寿命;淬火步骤中采用HX‑200介质进行冷却,使其淬火均匀,金属表面形成均匀的皮膜,有效保护工件防止开裂,带出量极少,淬后工件免清洗,介质免排放,适用于各种材质,无需调整浓度,降低了生产成本、节省能源,减少了环境污染,提高经济效益。
一种链轮热处理感应淬火工艺.pdf
本发明公布了一种链轮热处理感应淬火工艺,工艺步骤如下:检验‑清洗干燥‑淬火‑清洗干燥‑回火‑检测‑防锈。本发明工艺简单、全程环保无污染,能够有效的提高链轮的硬度、强度和耐磨性,延长了链轮的使用寿命;淬火步骤中采用HX‑200介质进行冷却,使其淬火均匀,金属表面形成均匀的皮膜,有效保护工件防止开裂,带出量极少,淬后工件免清洗,介质免排放,适用于各种材质,无需调整浓度,降低了生产成本、节省能源,减少了环境污染,提高经济效益。