
管类件自动送料装置.pdf

丹烟****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

管类件自动送料装置.pdf
本发明公开了一种管类件自动送料装置包括:送料装置工作台上设置有由动力装置驱动的滚珠丝杠,滚珠丝杠上套设有输送拖板,输送拖板的上方设置有送料夹钳总成,送料夹钳总成包括:送料夹钳总成本体与输送拖板固定连接;浮动中座的上表面设置有夹钳结构,浮动中座呈倒置的槽形结构,槽壁的内侧面与送料夹钳总成本体的侧面之间留有浮动间隙,且两槽壁与送料夹钳总成本体之间皆设置有浮动导向装置。采用滚珠丝杠交流伺服系统,送料尺寸精度高;送料装置夹钳与切割机夹钳联动,送料装置夹钳送料到位后,切割机夹钳先夹紧,然后送料装置夹钳松开,送料装置

管件自动排料送料装置.pdf
一种管件自动排料送料装置,包括可嵌入管件的排料机构、能驱动该排料机构上管件移位的驱动机构以及能抓取并输送排料机构上管件的送料机构,排料机构具有两并排的链条环,两链条环通过一组链轮共同安装于并排设置的两主轴,两链条环分别固定多对可嵌入同一管件的管件夹模,驱动机构安装于其中一主轴,包括固定于主轴的棘轮、一端活动套于主轴并与棘轮并排的棘爪固定板以及能驱动该棘爪固定板另一端作往复摆动的驱动气缸,棘爪固定板还设有能与该棘轮单向啮合并驱动该棘轮连带主轴转动的棘爪,送料机构包括两托料模以及能驱动该两托料模推出对应管件夹

盘类零件自动送料装置及送料方法.pdf
本技术提供一种结构简单、使用方便、性能可靠、造价低的盘类零件自动送料装置,它包括倾斜向下的滑道;竖直状通道;开有竖直落料槽的料仓,落料槽的底部是与零件外周面的一部分相应的凹入部;控制零件一个一个地通过通道而落入落料槽内的零件下落控制装置:带动料仓水平往复移动的料仓移动驱动装置;端部设置磁铁的沿着顶杆的轴向往复移动的顶杆;当料仓移动驱动装置带动料仓移动到凹入部上零件与顶杆同轴时,顶杆移动穿过凹入部,磁铁把零件吸住,并带动零件轴向移动而使得零件离开料仓。本技术同时提供了一种采用盘类零件自动送料装置的、运行可靠
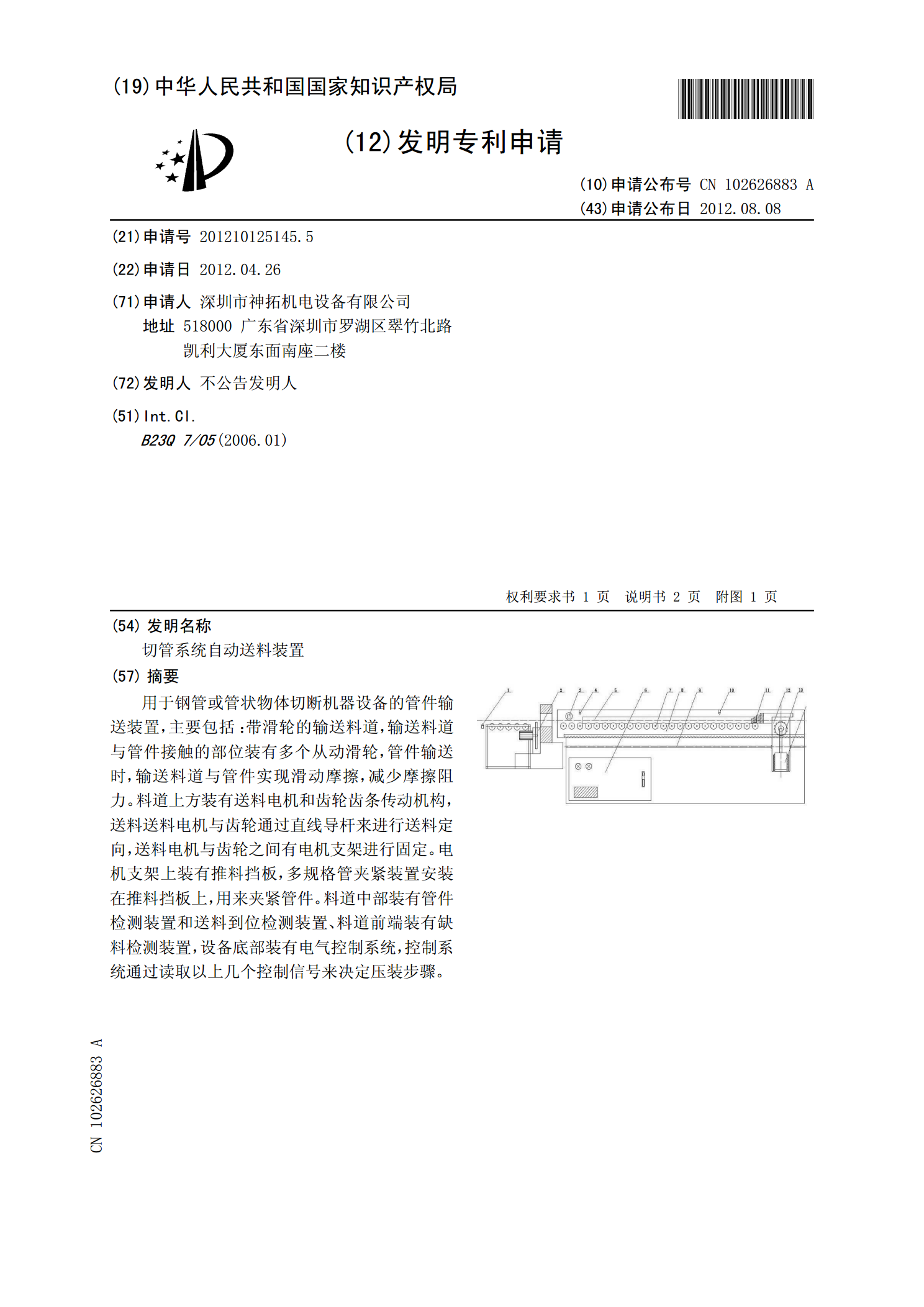
切管系统自动送料装置.pdf
用于钢管或管状物体切断机器设备的管件输送装置,主要包括:带滑轮的输送料道,输送料道与管件接触的部位装有多个从动滑轮,管件输送时,输送料道与管件实现滑动摩擦,减少摩擦阻力。料道上方装有送料电机和齿轮齿条传动机构,送料送料电机与齿轮通过直线导杆来进行送料定向,送料电机与齿轮之间有电机支架进行固定。电机支架上装有推料挡板,多规格管夹紧装置安装在推料挡板上,用来夹紧管件。料道中部装有管件检测装置和送料到位检测装置、料道前端装有缺料检测装置,设备底部装有电气控制系统,控制系统通过读取以上几个控制信号来决定压装步骤。
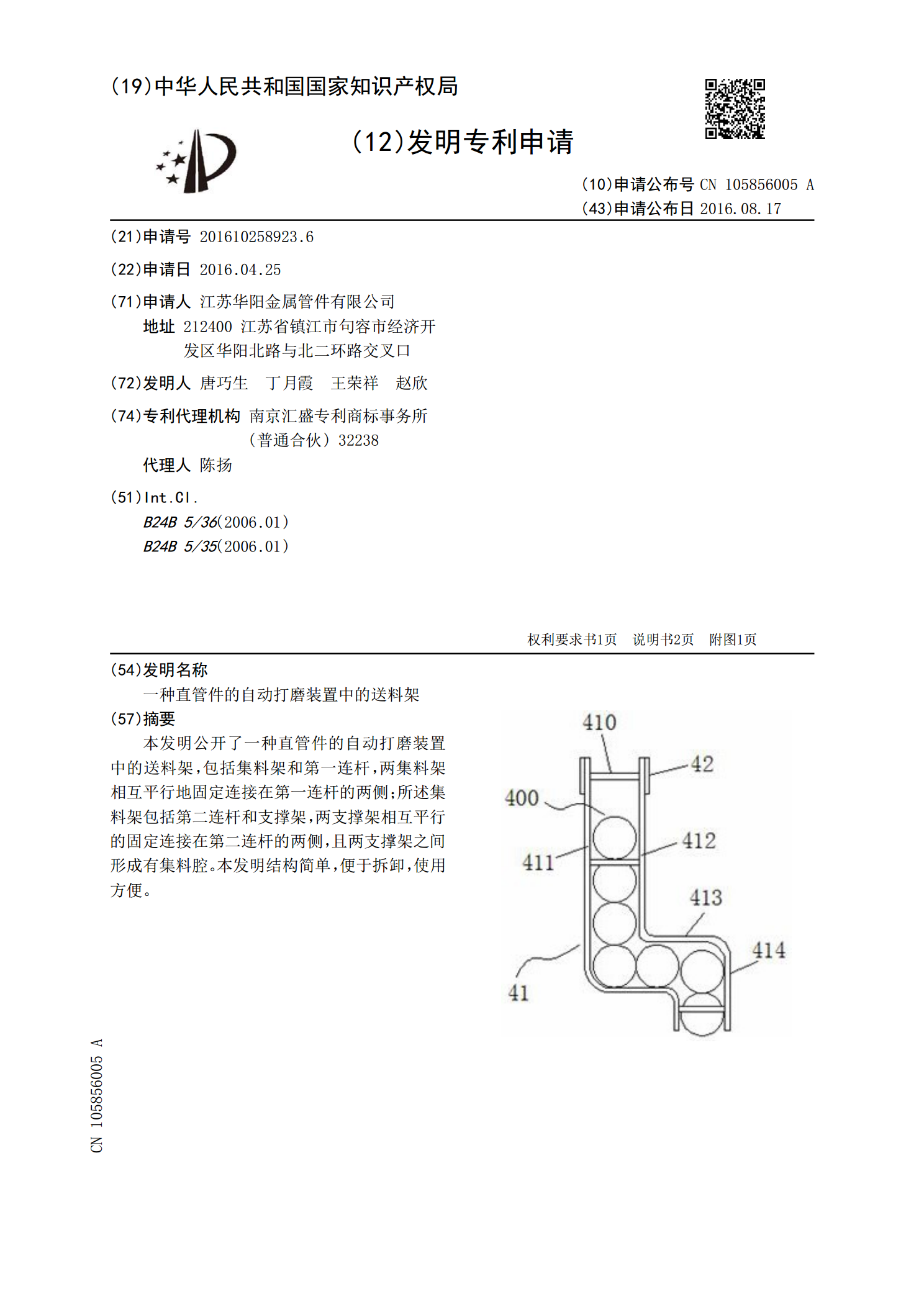
一种直管件的自动打磨装置中的送料架.pdf
本发明公开了一种直管件的自动打磨装置中的送料架,包括集料架和第一连杆,两集料架相互平行地固定连接在第一连杆的两侧;所述集料架包括第二连杆和支撑架,两支撑架相互平行的固定连接在第二连杆的两侧,且两支撑架之间形成有集料腔。本发明结构简单,便于拆卸,使用方便。