
切管系统自动送料装置.pdf

努力****振宇


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
切管系统自动送料装置.pdf
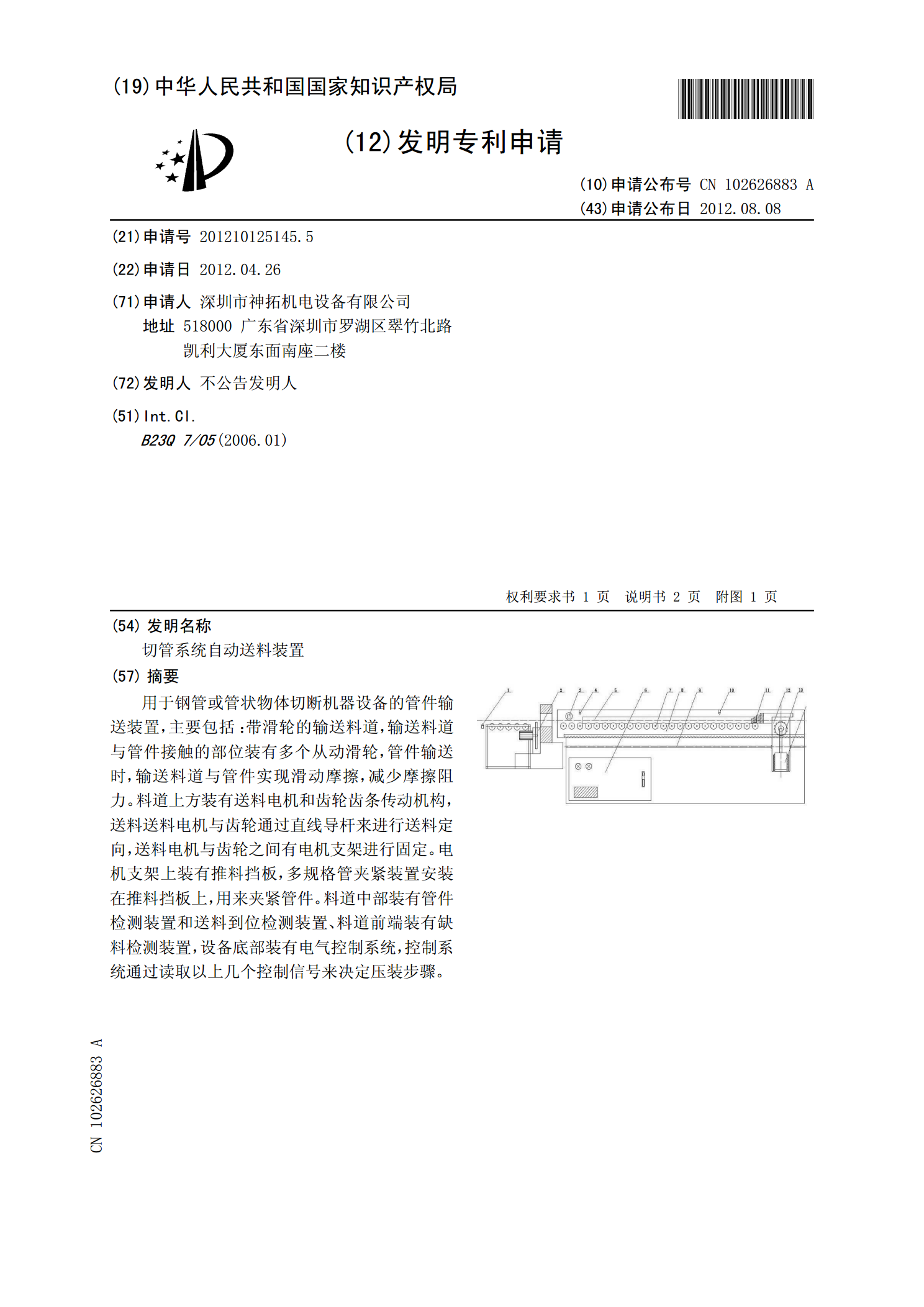
用于钢管或管状物体切断机器设备的管件输送装置,主要包括:带滑轮的输送料道,输送料道与管件接触的部位装有多个从动滑轮,管件输送时,输送料道与管件实现滑动摩擦,减少摩擦阻力。料道上方装有送料电机和齿轮齿条传动机构,送料送料电机与齿轮通过直线导杆来进行送料定向,送料电机与齿轮之间有电机支架进行固定。电机支架上装有推料挡板,多规格管夹紧装置安装在推料挡板上,用来夹紧管件。料道中部装有管件检测装置和送料到位检测装置、料道前端装有缺料检测装置,设备底部装有电气控制系统,控制系统通过读取以上几个控制信号来决定压装步骤。
自动切管机上料装置.pdf
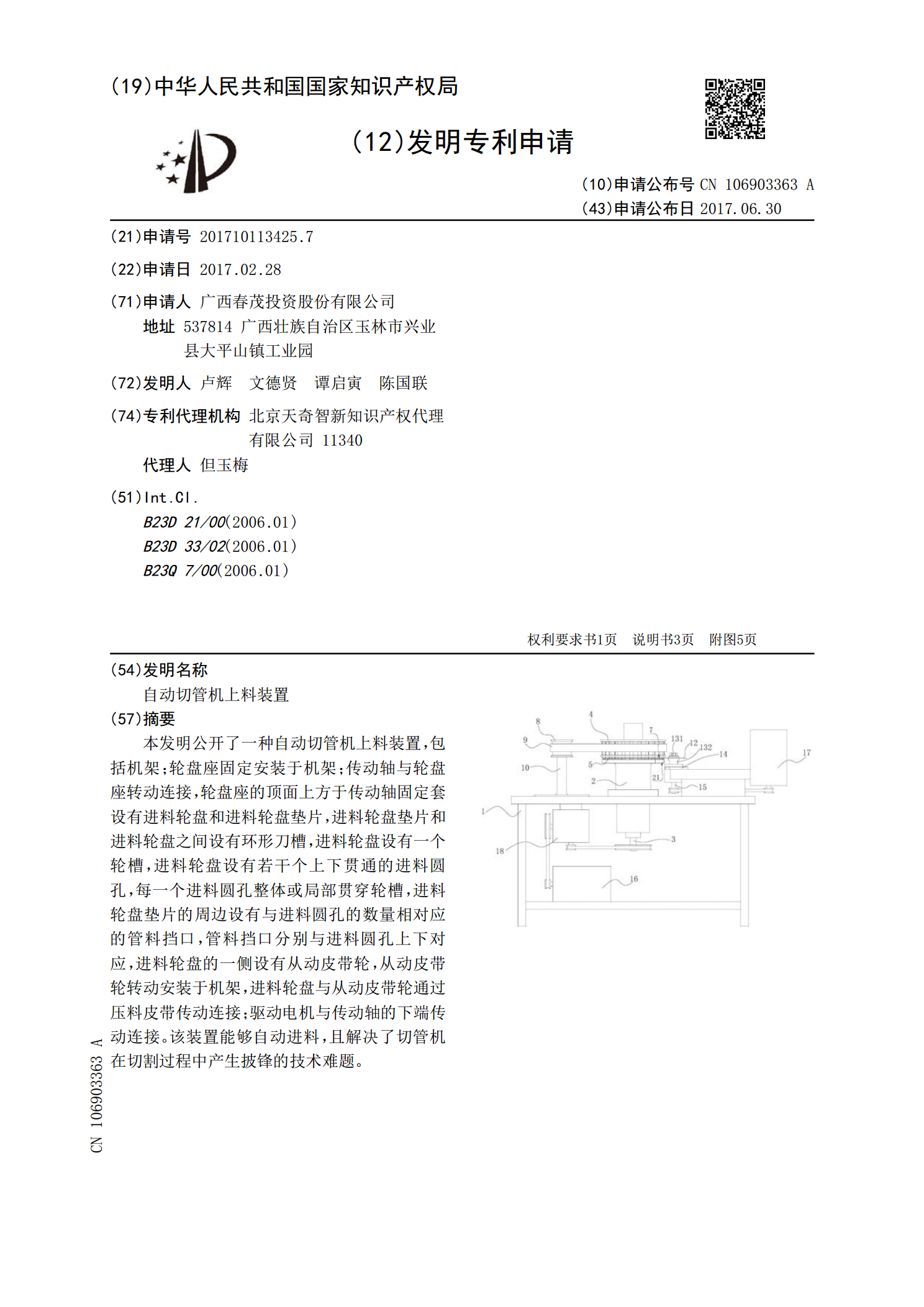
本发明公开了一种自动切管机上料装置,包括机架;轮盘座固定安装于机架;传动轴与轮盘座转动连接,轮盘座的顶面上方于传动轴固定套设有进料轮盘和进料轮盘垫片,进料轮盘垫片和进料轮盘之间设有环形刀槽,进料轮盘设有一个轮槽,进料轮盘设有若干个上下贯通的进料圆孔,每一个进料圆孔整体或局部贯穿轮槽,进料轮盘垫片的周边设有与进料圆孔的数量相对应的管料挡口,管料挡口分别与进料圆孔上下对应,进料轮盘的一侧设有从动皮带轮,从动皮带轮转动安装于机架,进料轮盘与从动皮带轮通过压料皮带传动连接;驱动电机与传动轴的下端传动连接。该装置能
整板自动送料模具切料装置.pdf
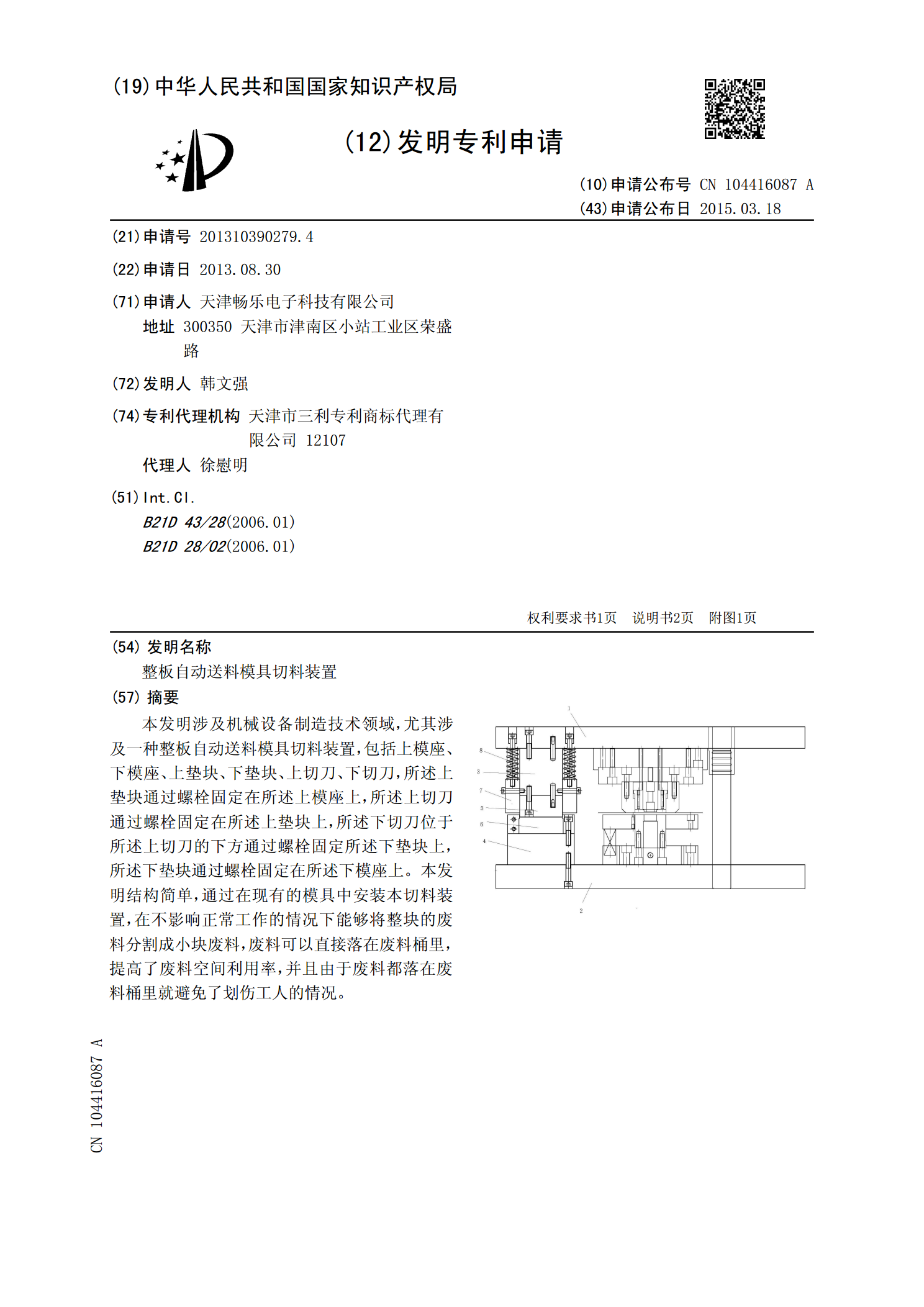
本发明涉及机械设备制造技术领域,尤其涉及一种整板自动送料模具切料装置,包括上模座、下模座、上垫块、下垫块、上切刀、下切刀,所述上垫块通过螺栓固定在所述上模座上,所述上切刀通过螺栓固定在所述上垫块上,所述下切刀位于所述上切刀的下方通过螺栓固定所述下垫块上,所述下垫块通过螺栓固定在所述下模座上。本发明结构简单,通过在现有的模具中安装本切料装置,在不影响正常工作的情况下能够将整块的废料分割成小块废料,废料可以直接落在废料桶里,提高了废料空间利用率,并且由于废料都落在废料桶里就避免了划伤工人的情况。
一种自动送料切料装置.pdf
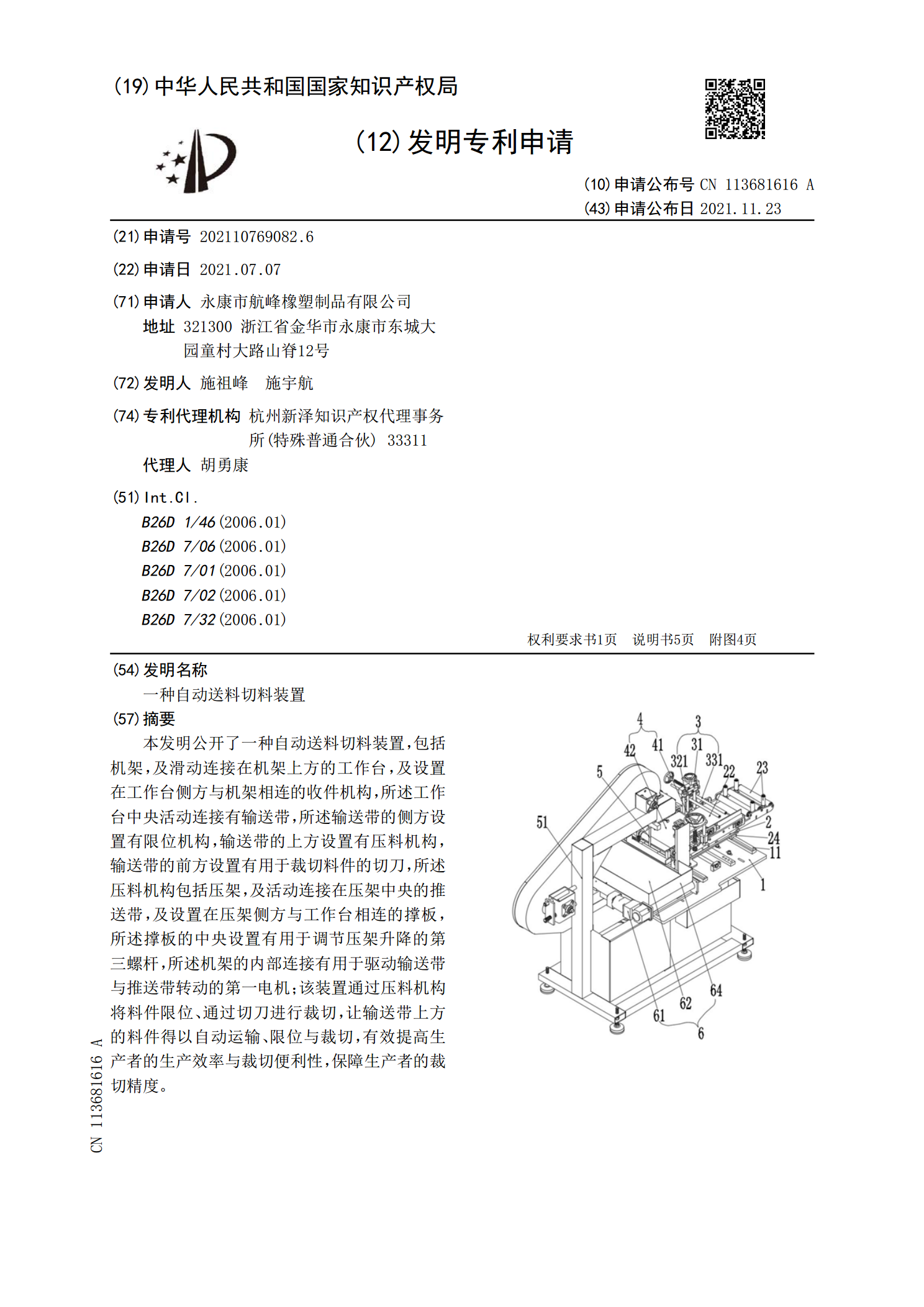
本发明公开了一种自动送料切料装置,包括机架,及滑动连接在机架上方的工作台,及设置在工作台侧方与机架相连的收件机构,所述工作台中央活动连接有输送带,所述输送带的侧方设置有限位机构,输送带的上方设置有压料机构,输送带的前方设置有用于裁切料件的切刀,所述压料机构包括压架,及活动连接在压架中央的推送带,及设置在压架侧方与工作台相连的撑板,所述撑板的中央设置有用于调节压架升降的第三螺杆,所述机架的内部连接有用于驱动输送带与推送带转动的第一电机;该装置通过压料机构将料件限位、通过切刀进行裁切,让输送带上方的料件得以自

管件自动排料送料装置.pdf
一种管件自动排料送料装置,包括可嵌入管件的排料机构、能驱动该排料机构上管件移位的驱动机构以及能抓取并输送排料机构上管件的送料机构,排料机构具有两并排的链条环,两链条环通过一组链轮共同安装于并排设置的两主轴,两链条环分别固定多对可嵌入同一管件的管件夹模,驱动机构安装于其中一主轴,包括固定于主轴的棘轮、一端活动套于主轴并与棘轮并排的棘爪固定板以及能驱动该棘爪固定板另一端作往复摆动的驱动气缸,棘爪固定板还设有能与该棘轮单向啮合并驱动该棘轮连带主轴转动的棘爪,送料机构包括两托料模以及能驱动该两托料模推出对应管件夹