
盘类零件自动送料装置及送料方法.pdf

听云****君哇

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

盘类零件自动送料装置及送料方法.pdf
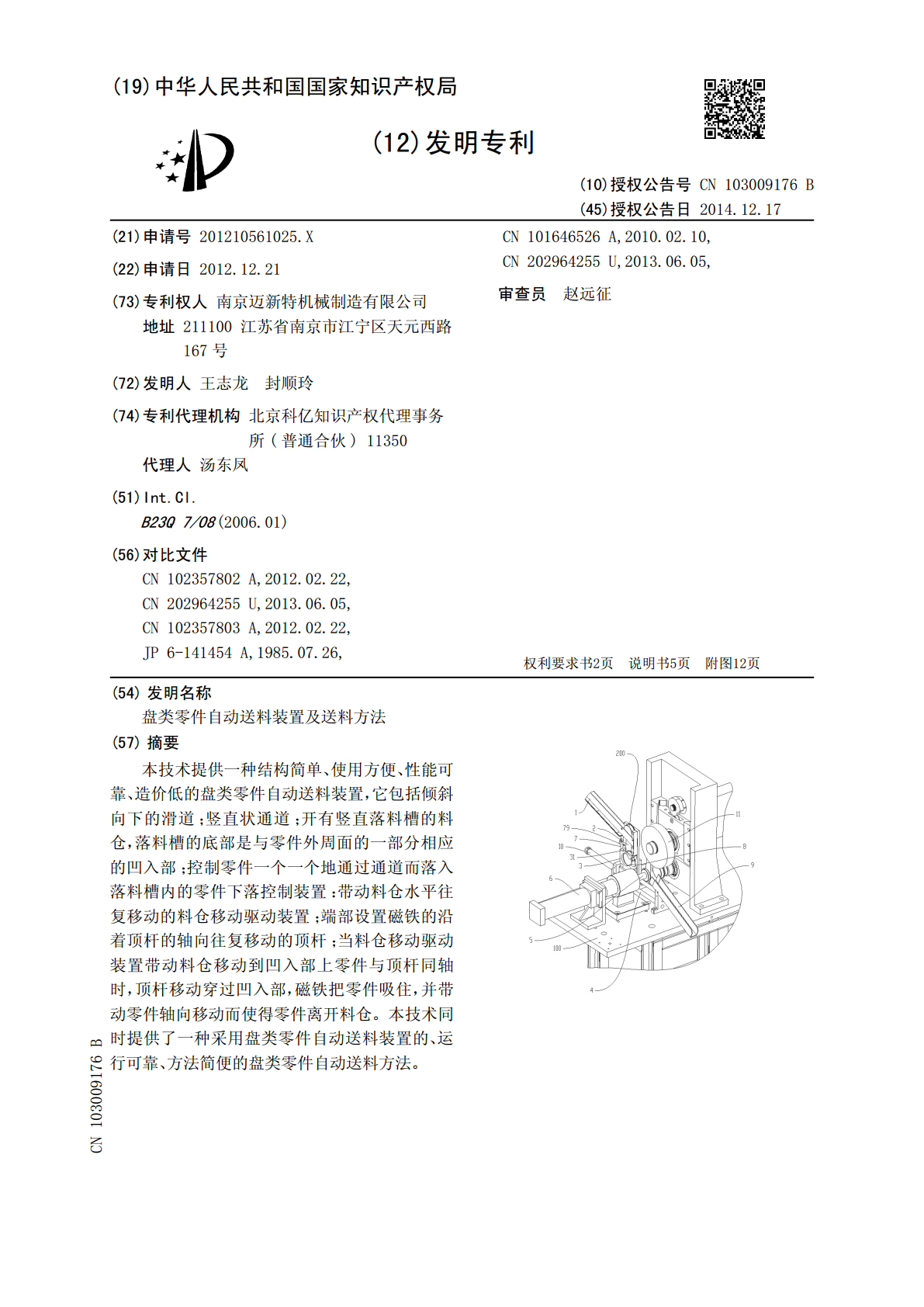
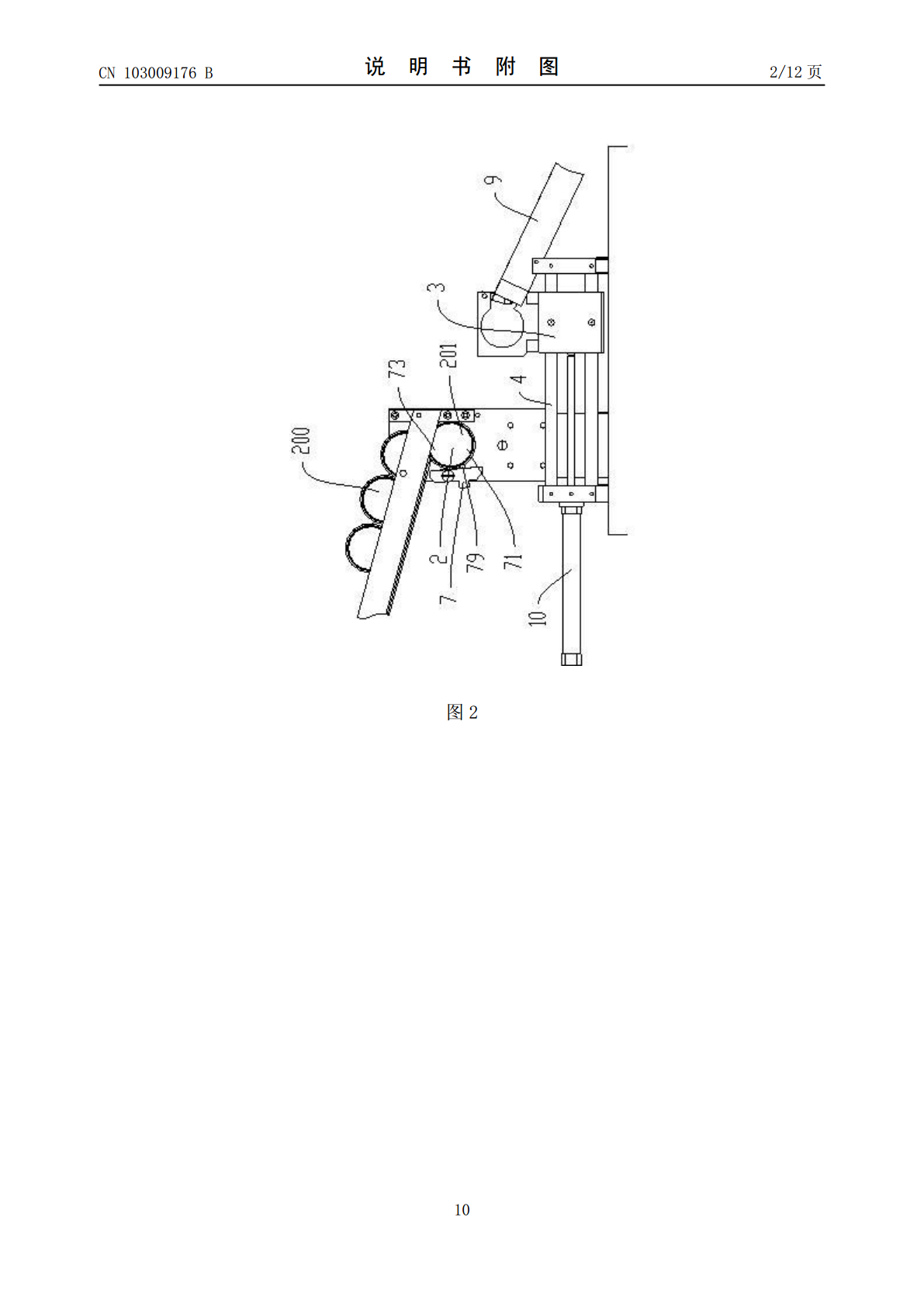
本技术提供一种结构简单、使用方便、性能可靠、造价低的盘类零件自动送料装置,它包括倾斜向下的滑道;竖直状通道;开有竖直落料槽的料仓,落料槽的底部是与零件外周面的一部分相应的凹入部;控制零件一个一个地通过通道而落入落料槽内的零件下落控制装置:带动料仓水平往复移动的料仓移动驱动装置;端部设置磁铁的沿着顶杆的轴向往复移动的顶杆;当料仓移动驱动装置带动料仓移动到凹入部上零件与顶杆同轴时,顶杆移动穿过凹入部,磁铁把零件吸住,并带动零件轴向移动而使得零件离开料仓。本技术同时提供了一种采用盘类零件自动送料装置的、运行可靠
SMT料盘料带的自动送料系统及送料方法.pdf
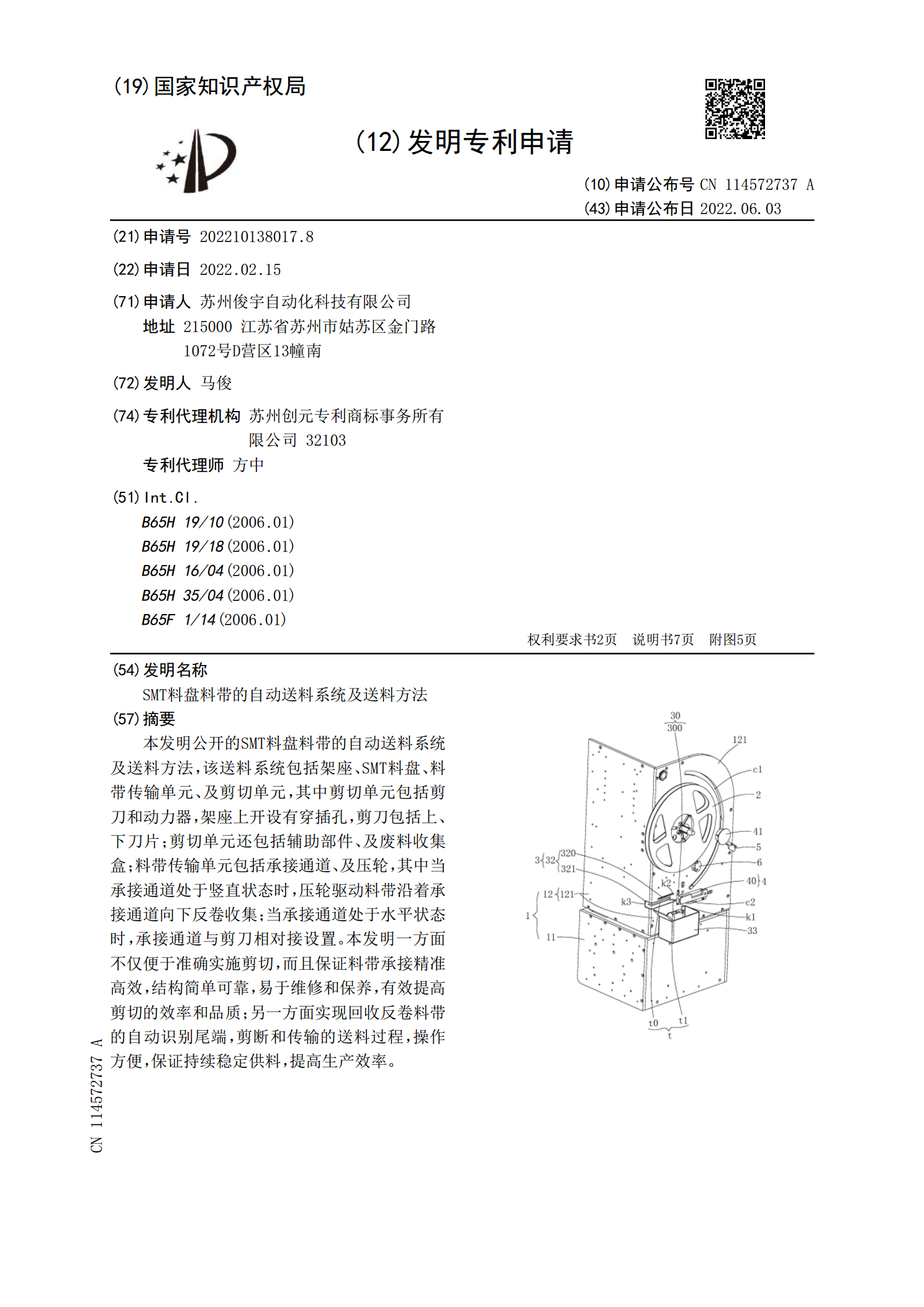
本发明公开的SMT料盘料带的自动送料系统及送料方法,该送料系统包括架座、SMT料盘、料带传输单元、及剪切单元,其中剪切单元包括剪刀和动力器,架座上开设有穿插孔,剪刀包括上、下刀片;剪切单元还包括辅助部件、及废料收集盒;料带传输单元包括承接通道、及压轮,其中当承接通道处于竖直状态时,压轮驱动料带沿着承接通道向下反卷收集;当承接通道处于水平状态时,承接通道与剪刀相对接设置。本发明一方面不仅便于准确实施剪切,而且保证料带承接精准高效,结构简单可靠,易于维修和保养,有效提高剪切的效率和品质;另一方面实现回收反卷料
加工零件的自动送料装置.pdf
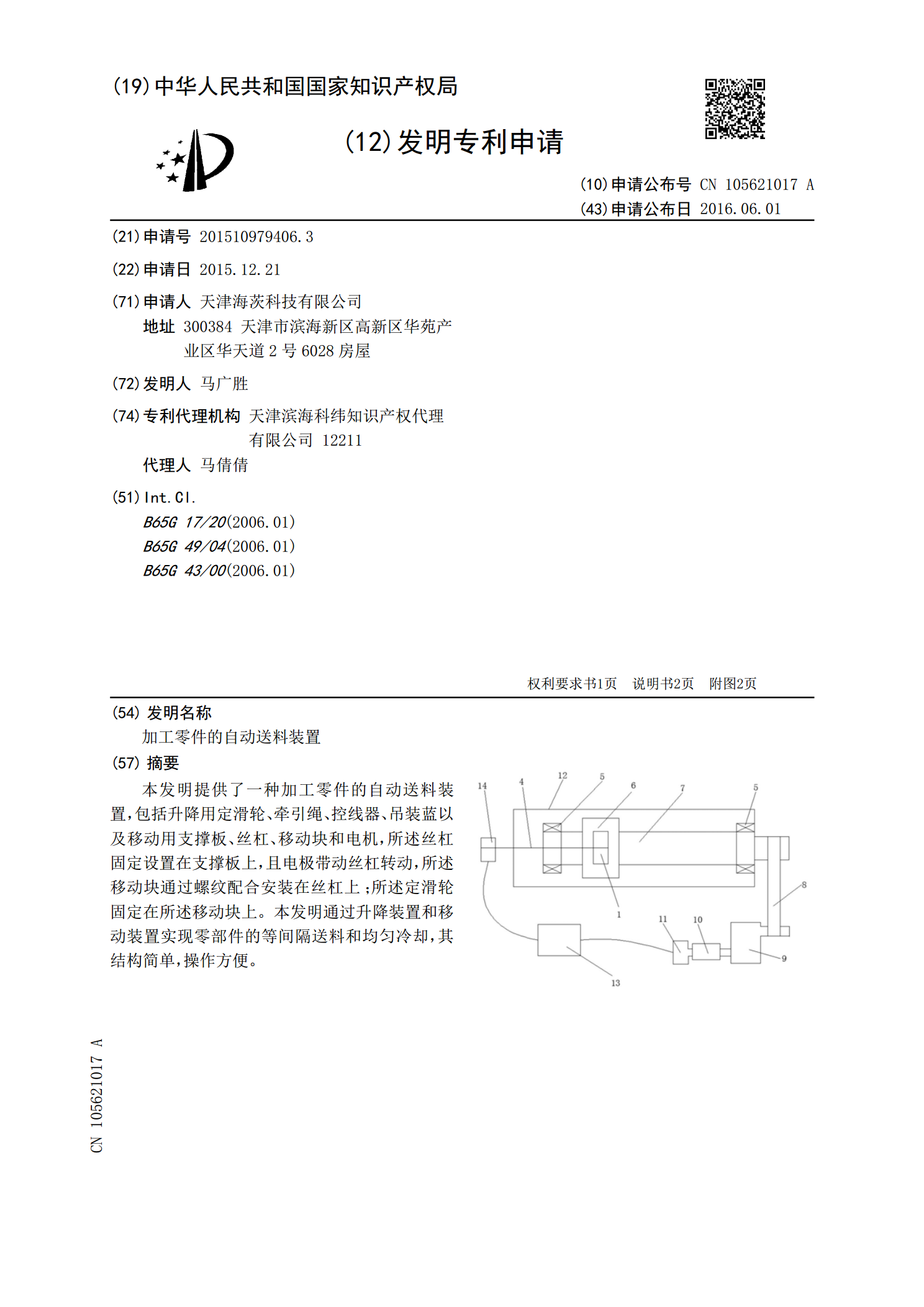
本发明提供了一种加工零件的自动送料装置,包括升降用定滑轮、牵引绳、控线器、吊装蓝以及移动用支撑板、丝杠、移动块和电机,所述丝杠固定设置在支撑板上,且电极带动丝杠转动,所述移动块通过螺纹配合安装在丝杠上;所述定滑轮固定在所述移动块上。本发明通过升降装置和移动装置实现零部件的等间隔送料和均匀冷却,其结构简单,操作方便。
自动送料系统及其自动送料方法.pdf
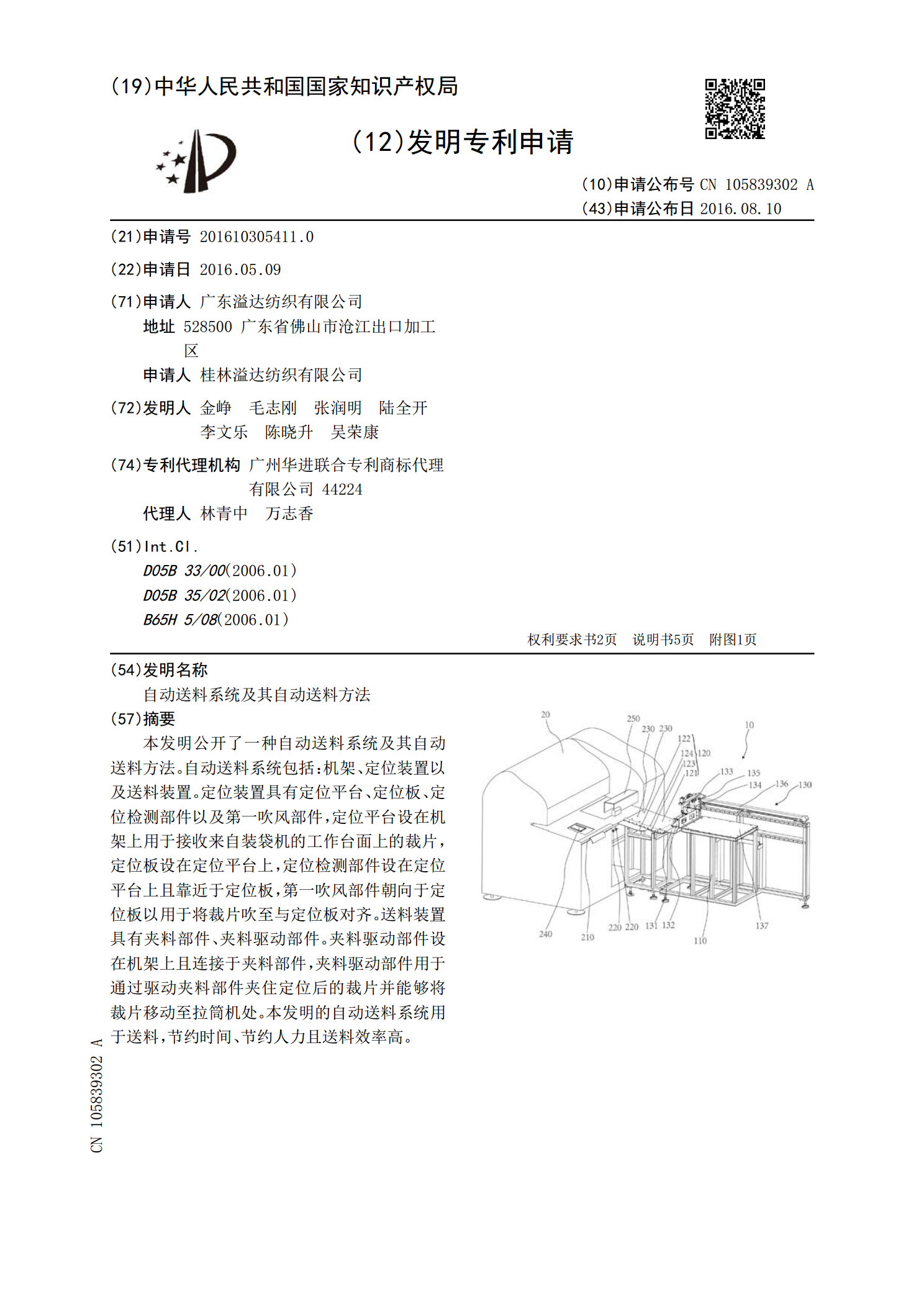
本发明公开了一种自动送料系统及其自动送料方法。自动送料系统包括:机架、定位装置以及送料装置。定位装置具有定位平台、定位板、定位检测部件以及第一吹风部件,定位平台设在机架上用于接收来自装袋机的工作台面上的裁片,定位板设在定位平台上,定位检测部件设在定位平台上且靠近于定位板,第一吹风部件朝向于定位板以用于将裁片吹至与定位板对齐。送料装置具有夹料部件、夹料驱动部件。夹料驱动部件设在机架上且连接于夹料部件,夹料驱动部件用于通过驱动夹料部件夹住定位后的裁片并能够将裁片移动至拉筒机处。本发明的自动送料系统用于送料,节

冲床自动送料装置及方法.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN103418704B(43)申请公布日2016.04.06(21)申请号CN201310288436.0(22)申请日2013.07.10(71)申请人杭州金浪机电有限公司地址311100浙江省杭州市余杭区余杭经济开发区东湖北路619号(72)发明人杨银(74)专利代理机构杭州中平专利事务所有限公司代理人翟中平(51)Int.CI权利要求说明书说明书幅图(54)发明名称冲床自动送料装置及方法(57)摘要本发明涉及一种冲床自动送