
薄壁异型球体加工方法.pdf

邻家****ng


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁异型球体加工方法.pdf
本发明薄壁异型球体加工方法涉及机械加工领域,具体涉及薄壁异型球体加工方法,包括以下步骤:锻件下料,退火后普通车床粗车内外径,留余量4mm~5mm;数控车夹盘装夹一端外径半精,精车内球面,再利用辅助胎具装夹粗车外球面;加工中心利用B轴转角度功能加工三处30度基准面及孔及一处公差孔;钳工加工完成公差孔增厚段,利用胎具向内敲击使其凹向内球面;利用辅助夹具数控车精车外球面,达尺寸公差要求;利用工装夹具装夹普通车床加工三处外螺纹,其余螺纹处用二锥攻丝完成;钳工砂光外表面,锐边倒钝;除各接口处外,其余喷漆完成。本发明

薄壁异型板加工方法.pdf
本发明涉及一种薄壁异型板加工方法。随着科学技术的日益发展,薄壁异型板越来越广泛的应用于航空航天、汽车、轮船零部件及各种机械部位。但是现有的产品的加工表面多数是通过加工中心加工。本发明包括:一种薄壁异型板加工方法,先以数控车加工零件的内表面,再以零件内表面定位,采用线切割方式切除加工余量,在所述的零件两端表面留均匀加工余量1~3mm,再经热处理方式将所述的零件内部残余的内应力消除,然后用立式分度机构在慢走丝机上将所述的零件两端轴向尺寸一次加工成形,最后,根据产品的径向外形尺寸要求,以线切割方法加工零件外轮廓

异型薄壁壳体零件加工方法.pdf
本发明公开了一种异型薄壁壳体零件加工方法,包括备板、粗铣、找正、时效处理、精加工型腔端面、精铣底面与外形、精加工型腔和去除毛坯的步骤。本发明在加工过程中通过定位销孔进行精准定位,将零件卡装在固定夹具上进行固定,通过在型腔内留工艺圆柱起到支撑和防止震动的作用,可以实现对异型薄壁壳体零件完整加工,具有装夹方便、可防止零件变形、节省制作特殊工装、能提高加工效率、加工精度、生产效率以及产品合格率的优点。
薄壁异型铝合金壳体深孔同轴度的加工装置及方法.pdf
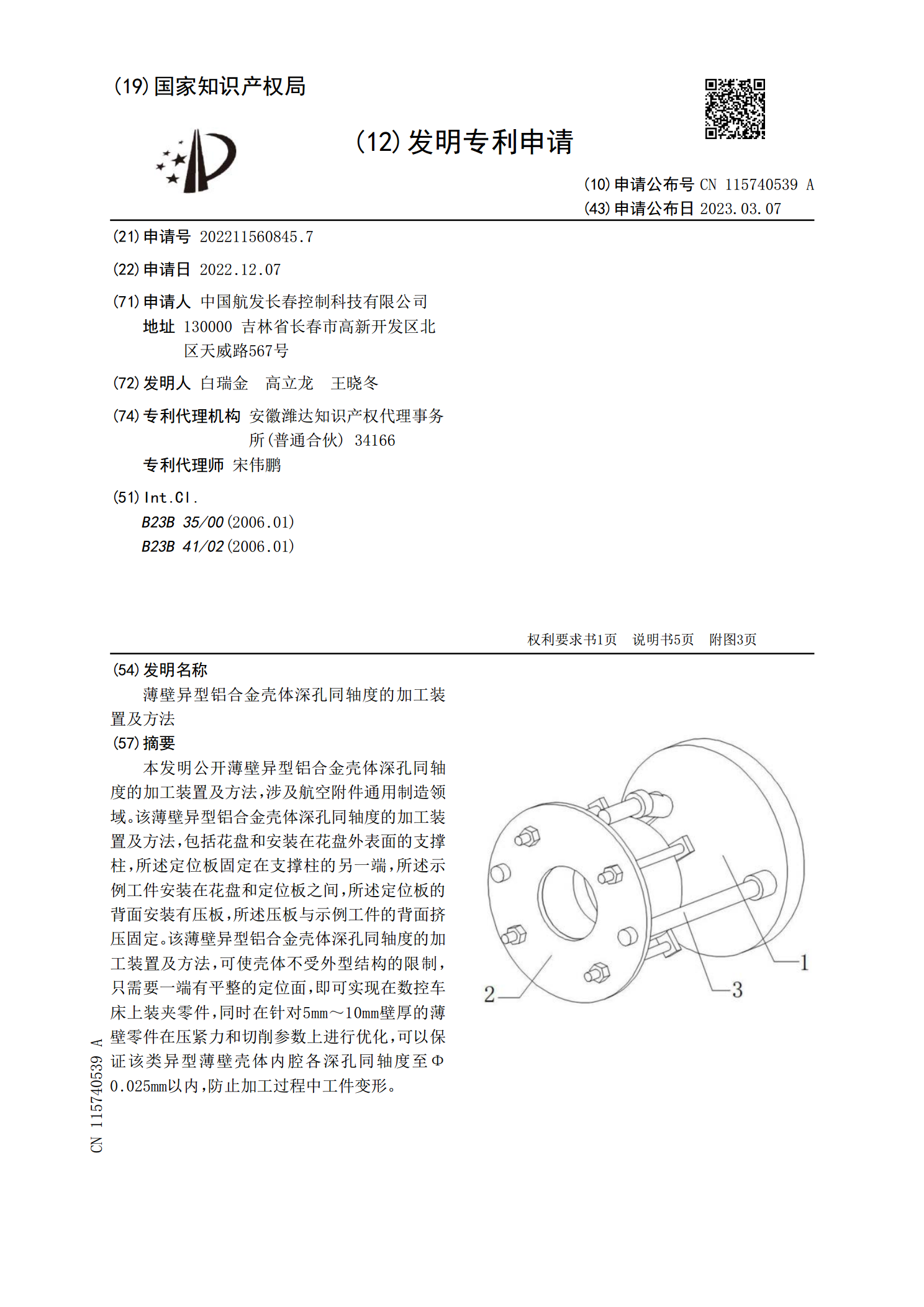
本发明公开薄壁异型铝合金壳体深孔同轴度的加工装置及方法,涉及航空附件通用制造领域。该薄壁异型铝合金壳体深孔同轴度的加工装置及方法,包括花盘和安装在花盘外表面的支撑柱,所述定位板固定在支撑柱的另一端,所述示例工件安装在花盘和定位板之间,所述定位板的背面安装有压板,所述压板与示例工件的背面挤压固定。该薄壁异型铝合金壳体深孔同轴度的加工装置及方法,可使壳体不受外型结构的限制,只需要一端有平整的定位面,即可实现在数控车床上装夹零件,同时在针对5mm~10mm壁厚的薄壁零件在压紧力和切削参数上进行优化,可以保证该类

一种薄壁大面积异型复合材料壳体低变形加工方法.docx
一种薄壁大面积异型复合材料壳体低变形加工方法一、前言在现代工业领域中,材料加工技术一直处于不断创新的过程中,为了更好地适应市场需求,提高工业生产效率和降低成本,不断探索、研究新的加工方法和技术已经成为了现代工业发展的主旋律。其中,高效低变形的材料加工技术,对于提高制造业工艺水平和技术含量,具有十分重要的意义。二、异型复合材料壳体的加工难点异型复合材料壳体由于结构复杂、尺寸大、厚度薄等特点,因此在加工过程中存在一定的难度,特别是在复杂性能装备领域中,受到越来越广泛的应用。在加工方面,传统的加工方法不仅难以保