
薄壁异型铝合金壳体深孔同轴度的加工装置及方法.pdf

如灵****姐姐


1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄壁异型铝合金壳体深孔同轴度的加工装置及方法.pdf
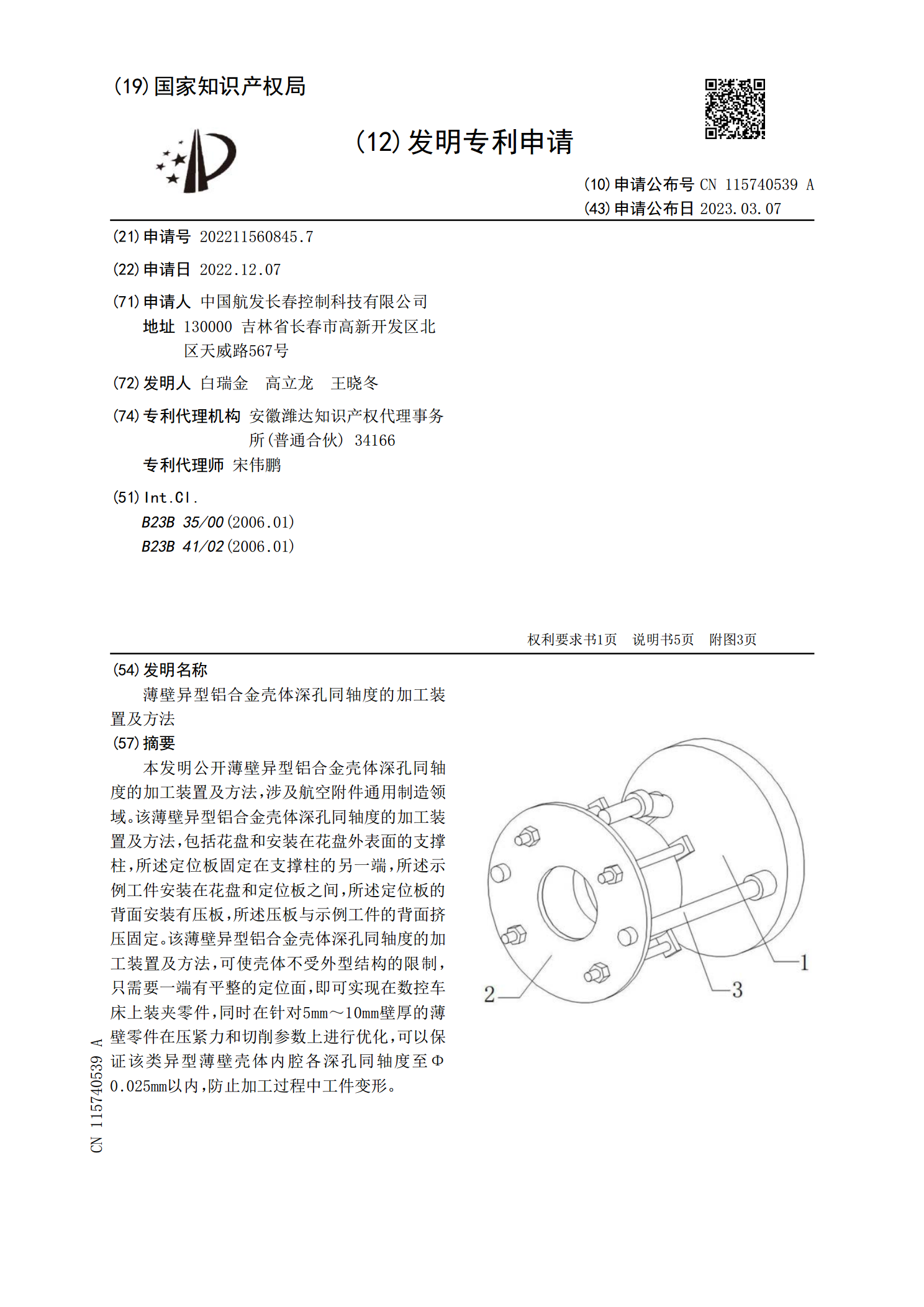
本发明公开薄壁异型铝合金壳体深孔同轴度的加工装置及方法,涉及航空附件通用制造领域。该薄壁异型铝合金壳体深孔同轴度的加工装置及方法,包括花盘和安装在花盘外表面的支撑柱,所述定位板固定在支撑柱的另一端,所述示例工件安装在花盘和定位板之间,所述定位板的背面安装有压板,所述压板与示例工件的背面挤压固定。该薄壁异型铝合金壳体深孔同轴度的加工装置及方法,可使壳体不受外型结构的限制,只需要一端有平整的定位面,即可实现在数控车床上装夹零件,同时在针对5mm~10mm壁厚的薄壁零件在压紧力和切削参数上进行优化,可以保证该类

异型薄壁壳体零件加工方法.pdf
本发明公开了一种异型薄壁壳体零件加工方法,包括备板、粗铣、找正、时效处理、精加工型腔端面、精铣底面与外形、精加工型腔和去除毛坯的步骤。本发明在加工过程中通过定位销孔进行精准定位,将零件卡装在固定夹具上进行固定,通过在型腔内留工艺圆柱起到支撑和防止震动的作用,可以实现对异型薄壁壳体零件完整加工,具有装夹方便、可防止零件变形、节省制作特殊工装、能提高加工效率、加工精度、生产效率以及产品合格率的优点。

用于薄壁深盲孔壳体成型的方法.pdf
本发明公开了一种用于薄壁深盲孔壳体成型的方法,解决了现有壳体成型方法难以生产精度更高的壳体。技术方案包括将电渣锭经制锥形坯、坯料冲孔和冲压成型而成,冲压成型步骤为,将坯料冲孔后得到的盲孔坯料高温保温出炉后置于冲压成型模具的模圈顶面,冲杆插入盲孔坯料的盲孔中,压机施加力,带动冲杆向下压使盲孔坯料整体穿过模圈的内孔进入筒体内;提起冲杆及盲孔坯料,更换新的模圈重复上述步骤,直至盲孔坯料的外径尺寸达到设计要求为止,成型出最终壳体;每次冲压成型时,模圈的下部型腔直径要比过该模圈的盲孔坯料直径小。本发明工艺简单、生产
加工深盲孔异型曲面的装置.pdf
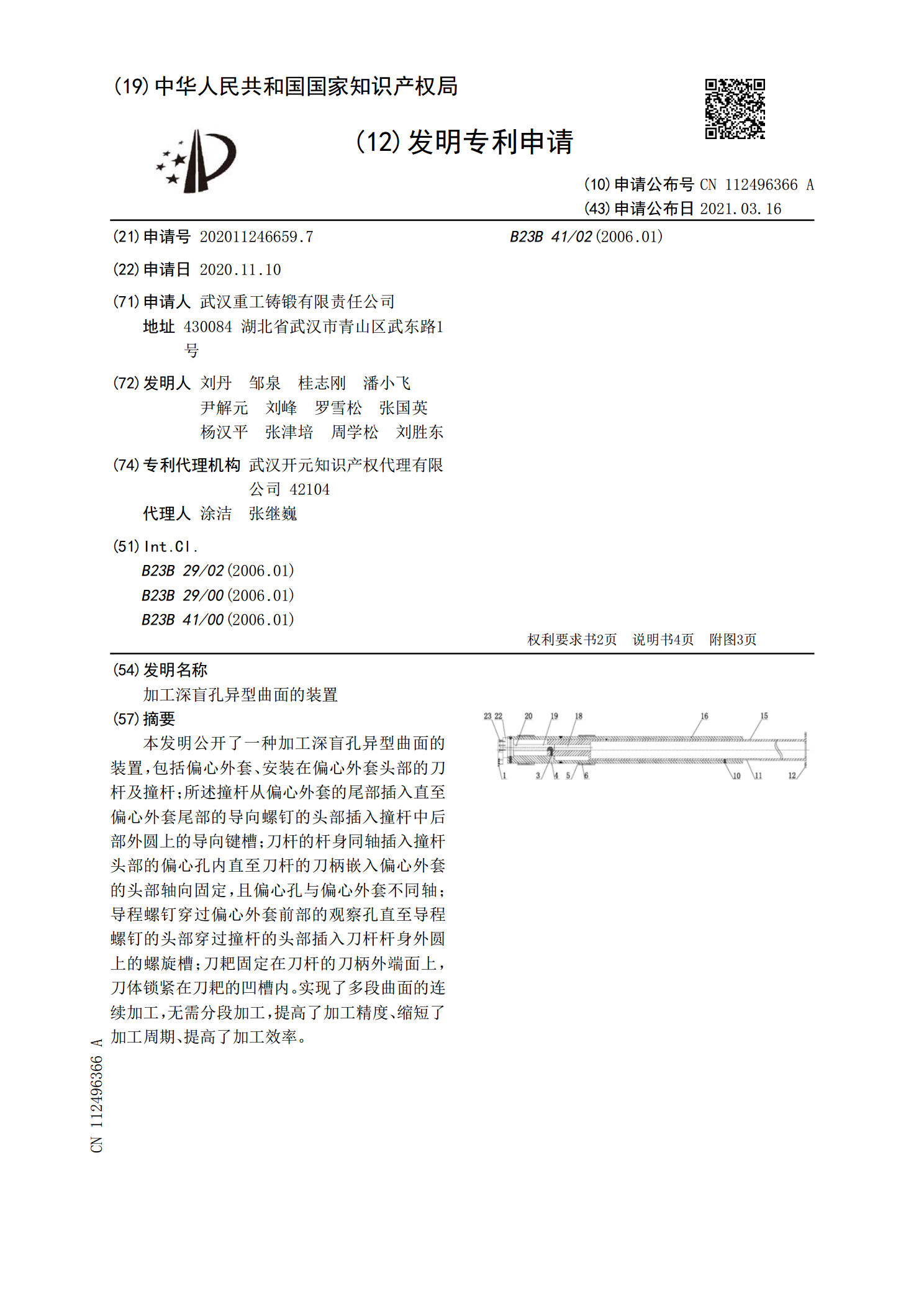
本发明公开了一种加工深盲孔异型曲面的装置,包括偏心外套、安装在偏心外套头部的刀杆及撞杆;所述撞杆从偏心外套的尾部插入直至偏心外套尾部的导向螺钉的头部插入撞杆中后部外圆上的导向键槽;刀杆的杆身同轴插入撞杆头部的偏心孔内直至刀杆的刀柄嵌入偏心外套的头部轴向固定,且偏心孔与偏心外套不同轴;导程螺钉穿过偏心外套前部的观察孔直至导程螺钉的头部穿过撞杆的头部插入刀杆杆身外圆上的螺旋槽;刀耙固定在刀杆的刀柄外端面上,刀体锁紧在刀耙的凹槽内。实现了多段曲面的连续加工,无需分段加工,提高了加工精度、缩短了加工周期、提高了加
一种深异型孔电解加工装置和加工方法.pdf
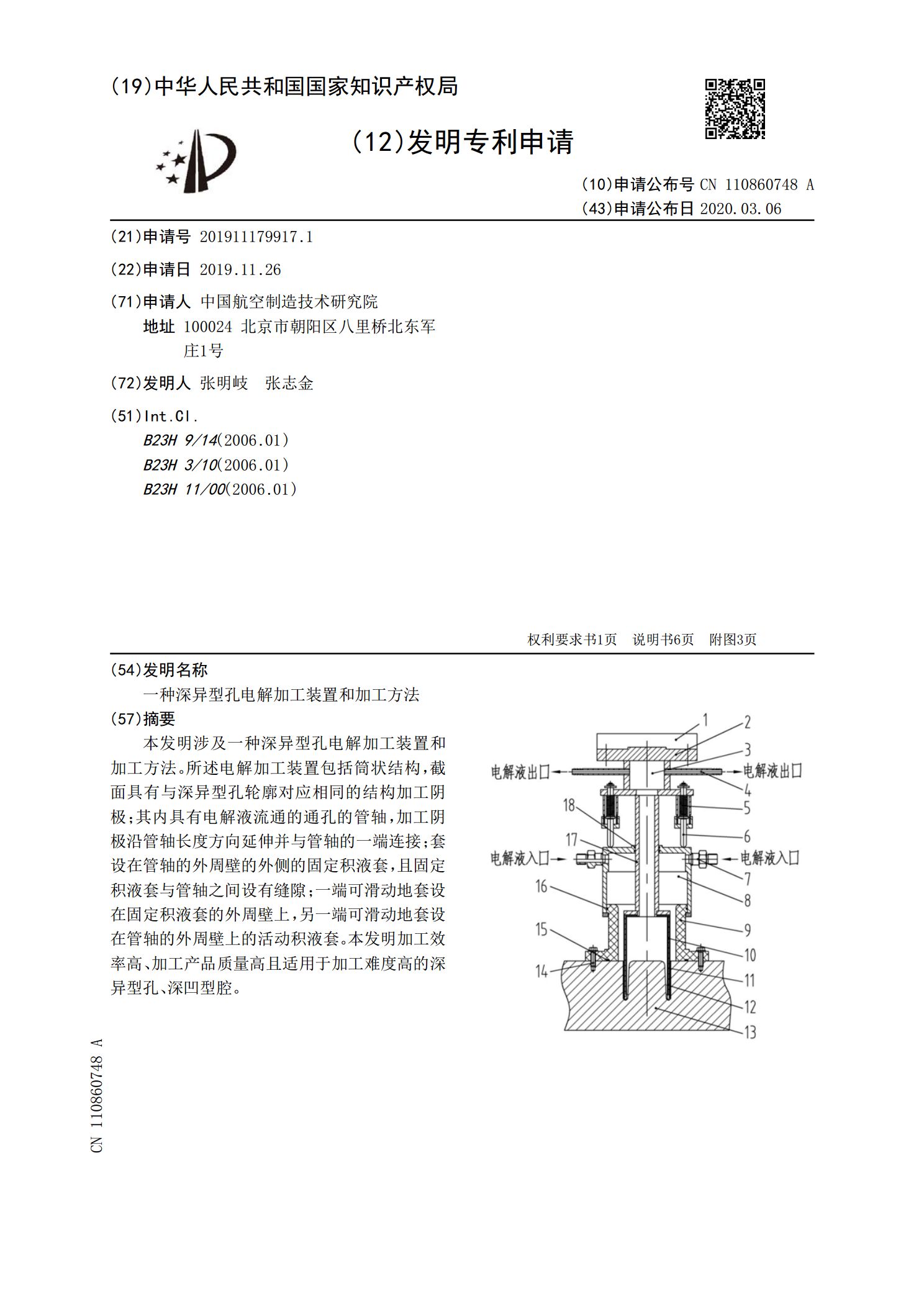
本发明涉及一种深异型孔电解加工装置和加工方法。所述电解加工装置包括筒状结构,截面具有与深异型孔轮廓对应相同的结构加工阴极;其内具有电解液流通的通孔的管轴,加工阴极沿管轴长度方向延伸并与管轴的一端连接;套设在管轴的外周壁的外侧的固定积液套,且固定积液套与管轴之间设有缝隙;一端可滑动地套设在固定积液套的外周壁上,另一端可滑动地套设在管轴的外周壁上的活动积液套。本发明加工效率高、加工产品质量高且适用于加工难度高的深异型孔、深凹型腔。