
热成形钢板构件.pdf

是翠****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
热成形钢板构件.pdf
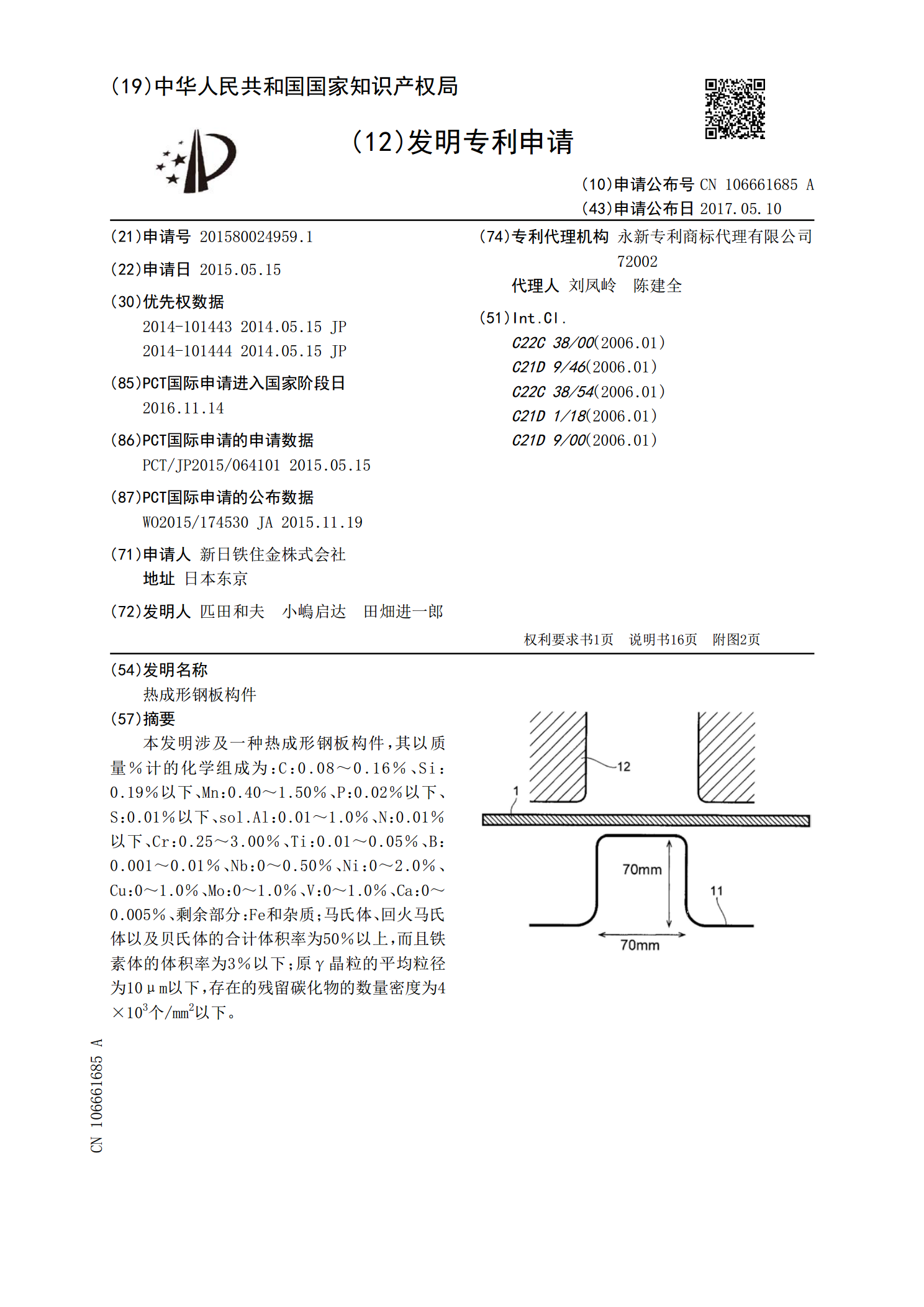
本发明涉及一种热成形钢板构件,其以质量%计的化学组成为:C:0.08~0.16%、Si:0.19%以下、Mn:0.40~1.50%、P:0.02%以下、S:0.01%以下、sol.Al:0.01~1.0%、N:0.01%以下、Cr:0.25~3.00%、Ti:0.01~0.05%、B:0.001~0.01%、Nb:0~0.50%、Ni:0~2.0%、Cu:0~1.0%、Mo:0~1.0%、V:0~1.0%、Ca:0~0.005%、剩余部分:Fe和杂质;马氏体、回火马氏体以及贝氏体的合计体积率为50%以上,
高强度热成形钢板构件.pdf
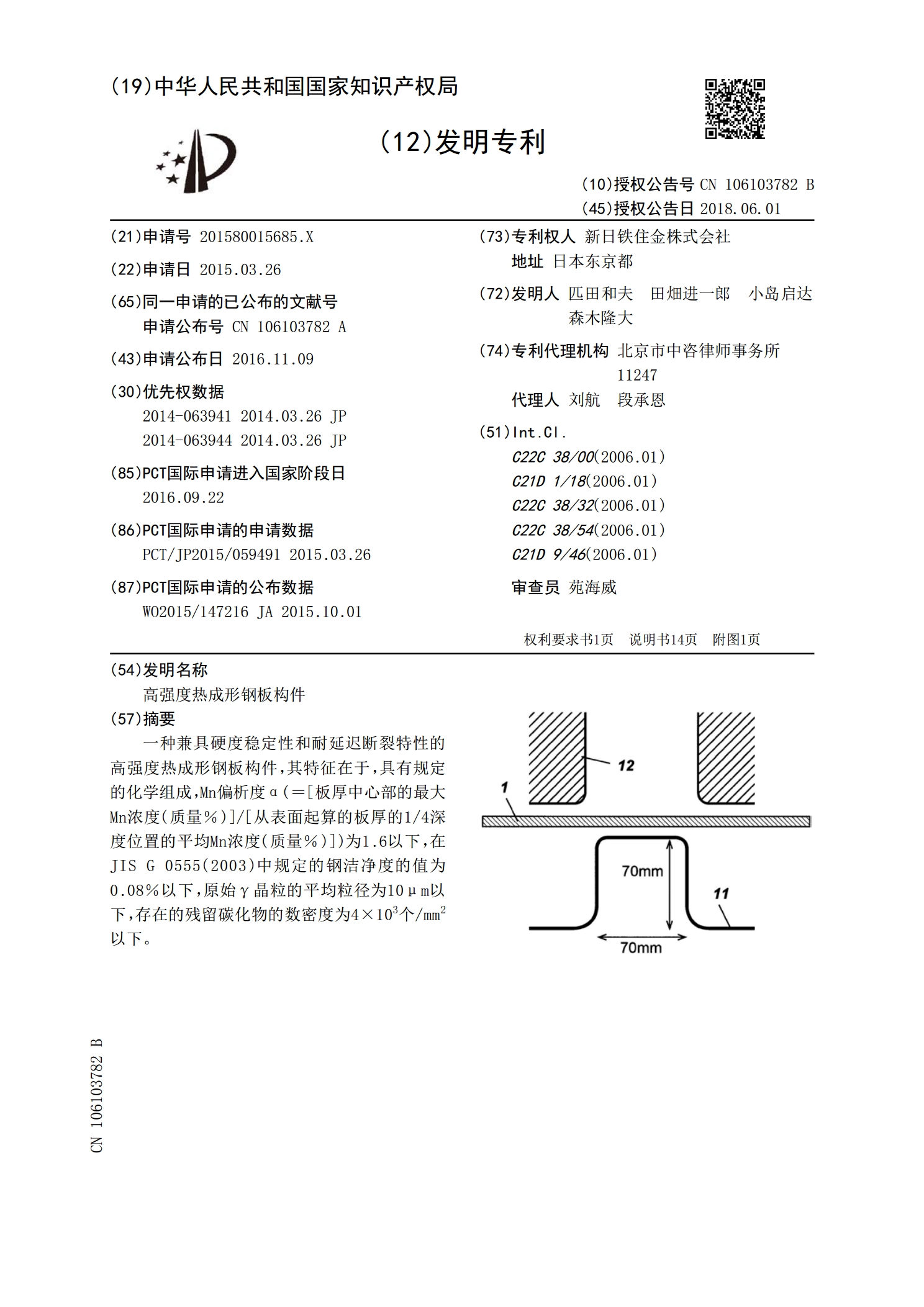
一种兼具硬度稳定性和耐延迟断裂特性的高强度热成形钢板构件,其特征在于,具有规定的化学组成,Mn偏析度α(=[板厚中心部的最大Mn浓度(质量%)]/[从表面起算的板厚的1/4深度位置的平均Mn浓度(质量%)])为1.6以下,在JISG0555(2003)中规定的钢洁净度的值为0.08%以下,原始γ晶粒的平均粒径为10μm以下,存在的残留碳化物的数密度为4×10
热冲压成形工艺及热冲压成形构件.pdf
本发明提供一种热冲压成形工艺及热冲压成形构件,工艺包括感应加热至700~940℃,后在加热炉中加热保温;冷却至800~875℃;移送至模具,且在模具处时温度在550℃以上;热冲压成形,且冷却至250℃以下。本发明充分利用感应加热热效率高、能耗低、加热温度分布均匀等优点,实现快速加热、氧化时间的可控性,控制原料中VC析出粒子的固溶和粗化程度,有效避免了奥氏体晶粒粗化,使得组织更均匀化,力学性能较传统热冲压工艺进一步提高,一方面细化晶粒,另一方面VC析出消耗基体中的C含量,从而降低热冲压状态下马氏体中的C含量
热冲压成形用钢材、热冲压成形工艺及成形构件.pdf
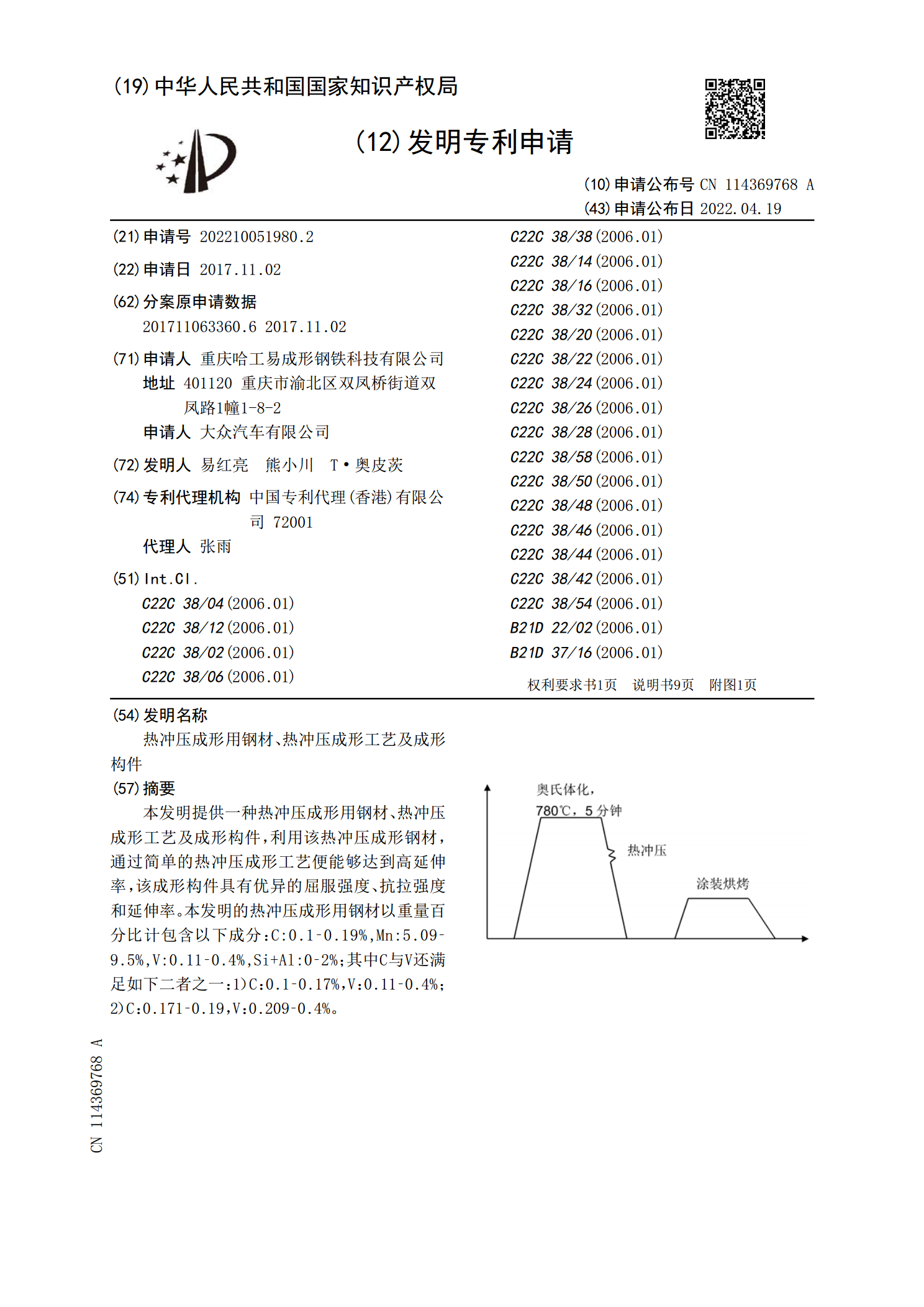
本发明提供一种热冲压成形用钢材、热冲压成形工艺及成形构件,利用该热冲压成形钢材,通过简单的热冲压成形工艺便能够达到高延伸率,该成形构件具有优异的屈服强度、抗拉强度和延伸率。本发明的热冲压成形用钢材以重量百分比计包含以下成分:C:0.1?0.19%,Mn:5.09?9.5%,V:0.11?0.4%,Si+Al:0?2%;其中C与V还满足如下二者之一:1)C:0.1?0.17%,V:0.11?0.4%;2)C:0.171?0.19,V:0.209?0.4%。
钢板间接热冲压变速成形方法.pdf
钢板间接热冲压变速成形方法,它涉及板料冲压热成形技术领域;它的成形步骤为:下料;室温状态下冷成形;将预成形件奥氏体化,设置加热温度为900℃~950℃,加热时间为3~5分钟;将预成形件从加热炉中取出后,快速转移至模具上,根据模具的定位点正确放置;模具闭合整形过程中设置合理的速度曲线,完成预成形件的整形及淬火过程,并保压6~12秒后打开模具;自模具中取出零件,待自然冷却。本发明针对上模下行及整形保压阶段,对上模的下行速度进行分阶段设置,使材料拥有更优的综合性能及后续工艺处理性能,以及几乎无回弹的优良外形尺寸