
钢板间接热冲压变速成形方法.pdf

小沛****文章

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢板间接热冲压变速成形方法.pdf
钢板间接热冲压变速成形方法,它涉及板料冲压热成形技术领域;它的成形步骤为:下料;室温状态下冷成形;将预成形件奥氏体化,设置加热温度为900℃~950℃,加热时间为3~5分钟;将预成形件从加热炉中取出后,快速转移至模具上,根据模具的定位点正确放置;模具闭合整形过程中设置合理的速度曲线,完成预成形件的整形及淬火过程,并保压6~12秒后打开模具;自模具中取出零件,待自然冷却。本发明针对上模下行及整形保压阶段,对上模的下行速度进行分阶段设置,使材料拥有更优的综合性能及后续工艺处理性能,以及几乎无回弹的优良外形尺寸
一种用于预涂覆钢板的热冲压成形方法.pdf
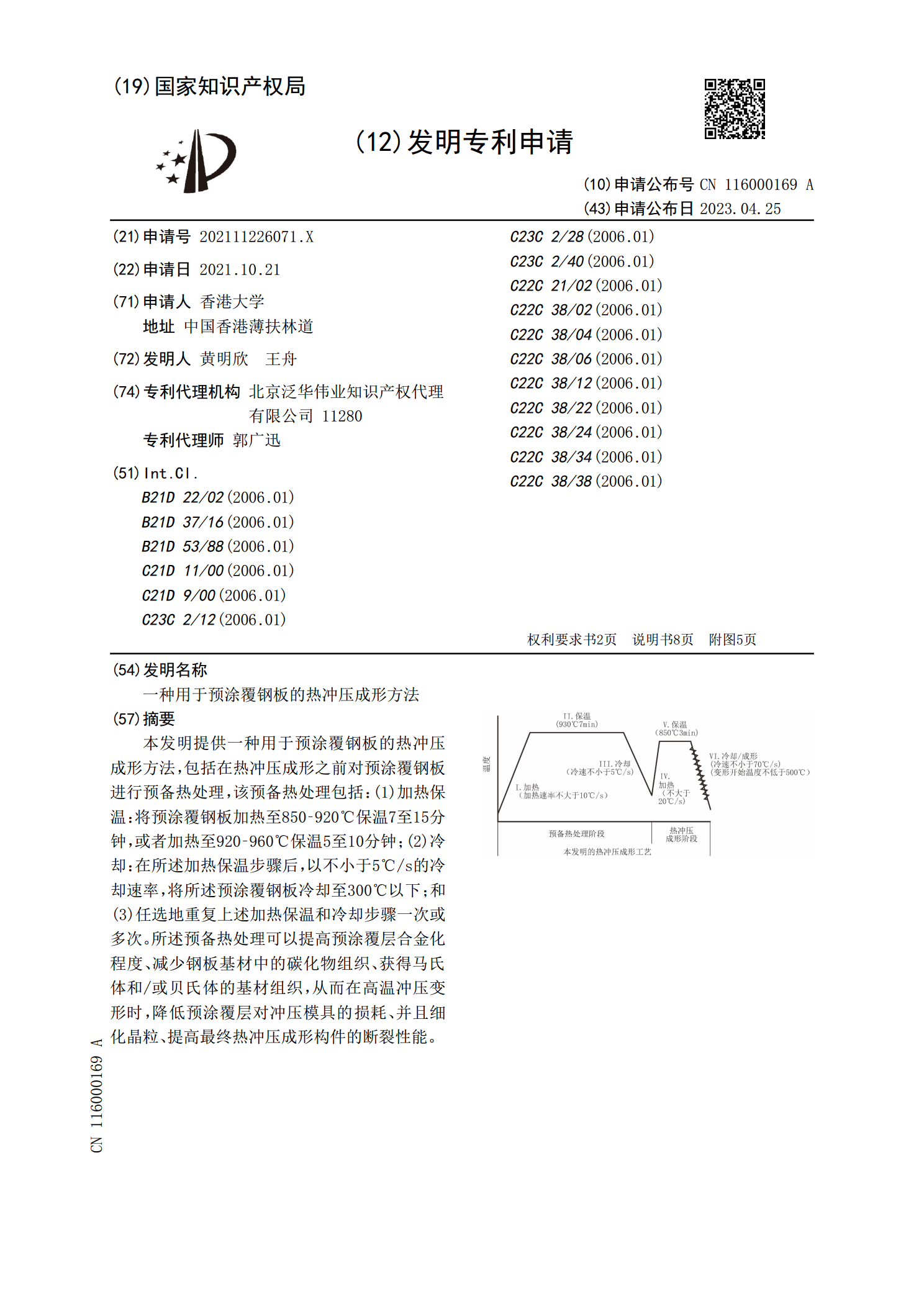
本发明提供一种用于预涂覆钢板的热冲压成形方法,包括在热冲压成形之前对预涂覆钢板进行预备热处理,该预备热处理包括:(1)加热保温:将预涂覆钢板加热至850‑920℃保温7至15分钟,或者加热至920‑960℃保温5至10分钟;(2)冷却:在所述加热保温步骤后,以不小于5℃/s的冷却速率,将所述预涂覆钢板冷却至300℃以下;和(3)任选地重复上述加热保温和冷却步骤一次或多次。所述预备热处理可以提高预涂覆层合金化程度、减少钢板基材中的碳化物组织、获得马氏体和/或贝氏体的基材组织,从而在高温冲压变形时,降低预涂覆
热冲压成形用钢材、热冲压成形工艺及热冲压成形构件.pdf
本申请提供一种热冲压成形用钢材、热冲压成形工艺及热冲压成形构件。热冲压成形用钢材以重量百分比计包括C:0.2?0.4%,Si:0?0.8%,Al:0?1.0%,B:0?0.005%,Mn:0.5?3.0%,Mo:0?1%,Cr:0?2%,Ni:0?5%,V:0?0.4%,Nb:0?0.2%,Ti:≤0.01%,以及冶炼时不可避免的P、S、N等杂质元素,并且其中当B≤0.0005%时,满足29*Mo+16*Mn+14*Cr+5.3*Ni≥30%;当0.0005%<B≤0.005%时,含有0.4?1.0%的A

热冲压成形钢板的高温氧化性能研究.docx
热冲压成形钢板的高温氧化性能研究随着现代工业的不断发展,钢材已经成为了不可缺少的一种材料,应用广泛。在钢材加工过程中,热冲压成形已成为一种重要的加工方式。热冲压成形过程中需要将钢板加热到较高温度,因此,在热冲压成形过程中,钢板的高温氧化性能对产品的质量和加工效率具有重要的影响。钢材在高温下很容易氧化,这会使钢板表面产生氧化层,从而影响产品的质量,降低产品的机械性能和耐腐蚀性。因此,热冲压成形过程中需要研究钢板的高温氧化性能,以改善加工效率和保证产品质量。首先,钢板的化学成分和晶体结构是影响高温氧化性能的重

考虑成形历程的热冲压钢板应用研究.docx
考虑成形历程的热冲压钢板应用研究热冲压是一种结合了热处理和冲压工艺的先进制造技术,常用于加工高强度钢板。热冲压能够在一次冲压过程中将钢板形状塑造成复杂的三维形式,同时提高钢板的成形性和机械性能。这种技术的应用在汽车制造、航空航天和其他重型机械制造行业中具有重要意义。近年来,热冲压钢板在汽车工业中的应用日益广泛。汽车是对材质和成形性能要求都非常严格的行业,因此,热冲压技术的应用为汽车制造带来了很多优势。首先,热冲压能够改善钢板的成形性能,使其能够加工成更为复杂的形状,同时还能够减小材料的厚度,提高汽车的轻量