
球环过渡异型筒体锻件的制造方法.pdf

论文****可爱


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

球环过渡异型筒体锻件的制造方法.pdf
本发明涉及球环过渡异型筒体锻件的制造方法,球环过渡异型筒体包括连接的球环段和直筒段,其操作步骤为:先设计出中间坯模型,形状为锥形筒;在有限元模拟软件中,建立中间坯模型,对中间坯模型进行轴向挤压,模拟计算出锻造变形后的坯料形状;对比变形结果和球环过渡异型筒体的形状,通过变形情况进行中间坯模型形状修正,直到球环过渡异型筒体所有位置的内、外壁尺寸均位于变形坯模型相应位置尺寸范围内;以上述确定形状锻造出中间坯实体,用锻机镦粗,进行切削修整后得到需要的球环过渡异型筒体锻件。上述锻件制造方法能完整保留锻件的锻造流线,
风塔法兰异型环锻件的制造方法.pdf
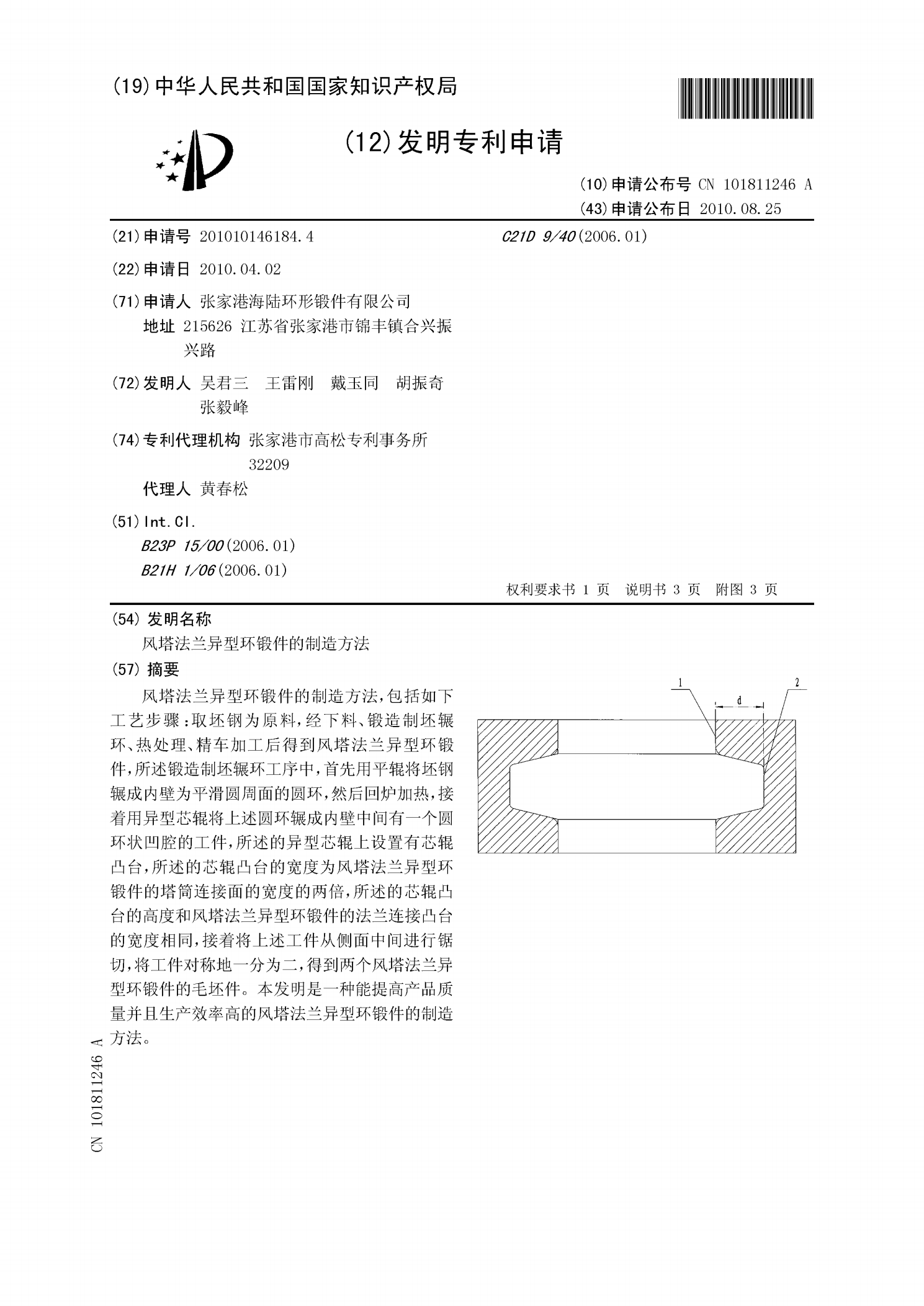
风塔法兰异型环锻件的制造方法,包括如下工艺步骤:取坯钢为原料,经下料、锻造制坯辗环、热处理、精车加工后得到风塔法兰异型环锻件,所述锻造制坯辗环工序中,首先用平辊将坯钢辗成内壁为平滑圆周面的圆环,然后回炉加热,接着用异型芯辊将上述圆环辗成内壁中间有一个圆环状凹腔的工件,所述的异型芯辊上设置有芯辊凸台,所述的芯辊凸台的宽度为风塔法兰异型环锻件的塔筒连接面的宽度的两倍,所述的芯辊凸台的高度和风塔法兰异型环锻件的法兰连接凸台的宽度相同,接着将上述工件从侧面中间进行锯切,将工件对称地一分为二,得到两个风塔法兰异型环

超大吨位高筒型环锻件的制造方法.pdf
本发明公开了超大吨位高筒型环锻件的制造方法,其工艺步骤如下:钢锭采购→锻造前加热→开坯→下料→锻造前加热→锻造制坯→回炉加热保温→辗环→预备热处理→粗加工→调质处理→机加工→UT超声检测。采用本发明所述的超大吨位高筒型环锻件的制造方法生产的环锻件的硬度能达到265~305HB,并且能达到GB/T6402‑2008V级的UT检测标准,芯部和表面性能差别很小。
锅炉汽包用13MnNiMo5-4筒体锻件的制造方法.pdf
本发明公开了一种锅炉汽包用13MnNiMo5-4筒体锻件的制造方法,用于制造外径不小于2000mm,内径不小于1500mm,长度不小于2500mm的锅炉汽包用13MnNiMo5-4筒体锻件;包括以下步骤:第一步,锻造制坯;第二步,锻后热处理;第三步,性能热处理。本发明采用真空冶炼钢锭整体锻造而成,而后施以进行空冷淬火热处理工艺,所得到的锅炉汽包用筒体锻件与常规的钢板卷焊筒体相比,力学性能优于同类钢板卷制产品,无明显的各向异性,且少了一条纵向的焊缝,能够提高整个设备的安全裕度。

筒体包覆部件的制造方法与筒体包覆部件的制造装置.pdf
本发明公开了一种筒体包覆部件的制造方法以及筒体包覆部件的制造装置,该制造方法包括将芯体从筒体的一端向该筒体插入的同时,利用筒体内外压力差使由于扩径部件的通过而被扩径的该筒体的部位保持在扩径状态,所述扩径部件安装在所述芯体的插入方向前端一侧的端部,并且所述扩径部的外径大于所述芯体的外径的第1工序;以及消除该压力差由该筒体包覆该芯体的第2工序,该制造装置具有容器、扩径部件、和吸引机构。本发明与只将芯体插入到筒体的情况相比较,能够抑制芯体和筒体间的摩擦。