
锅炉汽包用13MnNiMo5-4筒体锻件的制造方法.pdf

一吃****瀚文


1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
锅炉汽包用13MnNiMo5-4筒体锻件的制造方法.pdf
本发明公开了一种锅炉汽包用13MnNiMo5-4筒体锻件的制造方法,用于制造外径不小于2000mm,内径不小于1500mm,长度不小于2500mm的锅炉汽包用13MnNiMo5-4筒体锻件;包括以下步骤:第一步,锻造制坯;第二步,锻后热处理;第三步,性能热处理。本发明采用真空冶炼钢锭整体锻造而成,而后施以进行空冷淬火热处理工艺,所得到的锅炉汽包用筒体锻件与常规的钢板卷焊筒体相比,力学性能优于同类钢板卷制产品,无明显的各向异性,且少了一条纵向的焊缝,能够提高整个设备的安全裕度。
一种用于锅炉汽包筒体的焊接方法.pdf
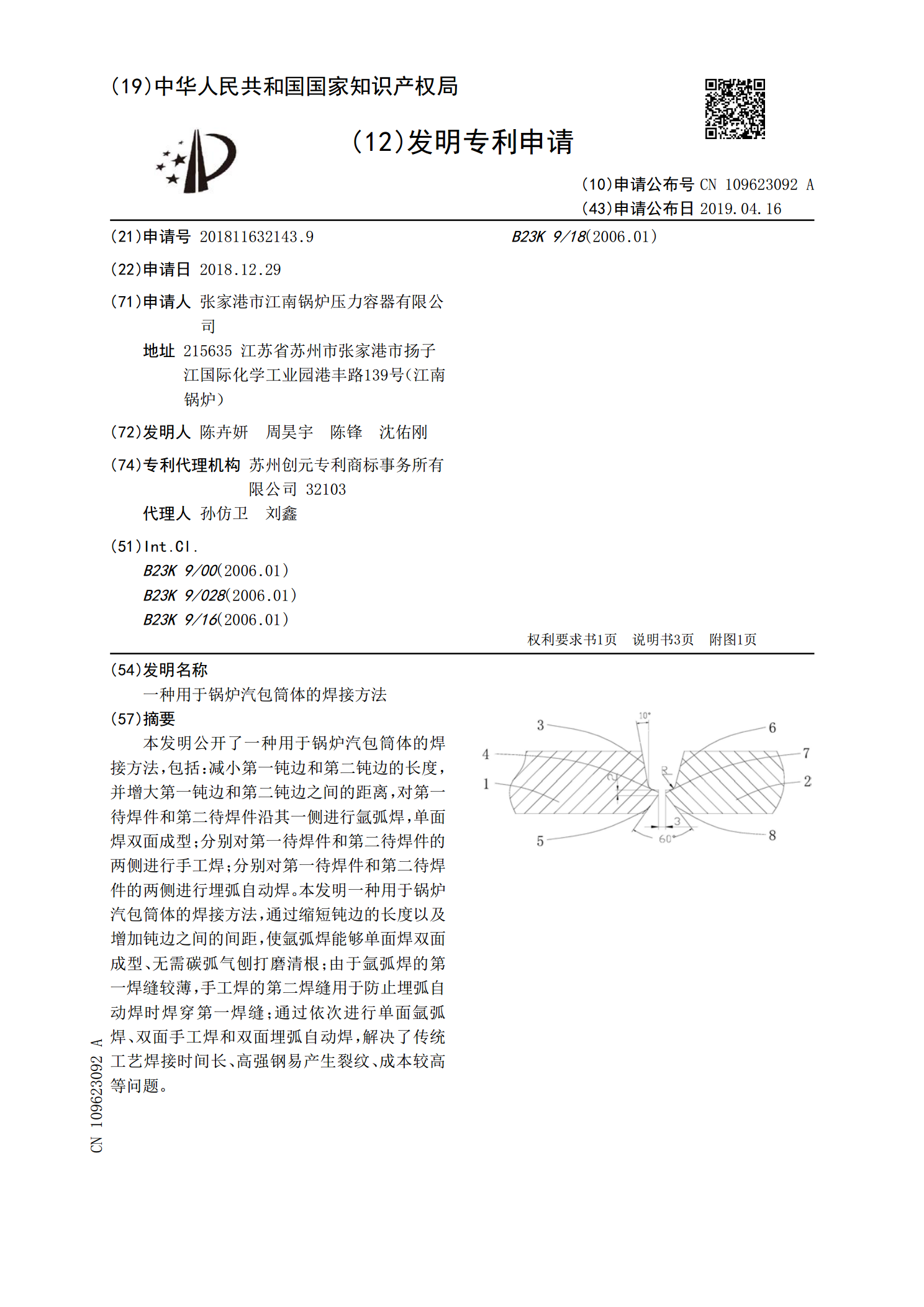
本发明公开了一种用于锅炉汽包筒体的焊接方法,包括:减小第一钝边和第二钝边的长度,并增大第一钝边和第二钝边之间的距离,对第一待焊件和第二待焊件沿其一侧进行氩弧焊,单面焊双面成型;分别对第一待焊件和第二待焊件的两侧进行手工焊;分别对第一待焊件和第二待焊件的两侧进行埋弧自动焊。本发明一种用于锅炉汽包筒体的焊接方法,通过缩短钝边的长度以及增加钝边之间的间距,使氩弧焊能够单面焊双面成型、无需碳弧气刨打磨清根;由于氩弧焊的第一焊缝较薄,手工焊的第二焊缝用于防止埋弧自动焊时焊穿第一焊缝;通过依次进行单面氩弧焊、双面手工

球环过渡异型筒体锻件的制造方法.pdf
本发明涉及球环过渡异型筒体锻件的制造方法,球环过渡异型筒体包括连接的球环段和直筒段,其操作步骤为:先设计出中间坯模型,形状为锥形筒;在有限元模拟软件中,建立中间坯模型,对中间坯模型进行轴向挤压,模拟计算出锻造变形后的坯料形状;对比变形结果和球环过渡异型筒体的形状,通过变形情况进行中间坯模型形状修正,直到球环过渡异型筒体所有位置的内、外壁尺寸均位于变形坯模型相应位置尺寸范围内;以上述确定形状锻造出中间坯实体,用锻机镦粗,进行切削修整后得到需要的球环过渡异型筒体锻件。上述锻件制造方法能完整保留锻件的锻造流线,

锅炉汽包筒体椭圆开孔的优化设计.docx
锅炉汽包筒体椭圆开孔的优化设计锅炉汽包是一种重要的锅炉配件,主要用于存储和平衡锅炉内部的水和蒸汽。汽包内部的筒体需要开孔,以便于安装与使用,而椭圆形开孔是较为常见的一种设计。本文将从优化设计的角度,探讨锅炉汽包椭圆开孔的设计原则、优化方法和应用效果等方面。一、设计原则1.确定开孔位置:汽包开孔应该避开支撑、管道、法兰等设备的位置,以保证开孔不影响汽包的密封性和安全性。2.梳理传热和运动流动关系:汽包内部受热时,蒸汽和水的运动状态会发生变化,因此开孔位置应考虑到传热和流动状态的影响,充分发挥汽包的冷却和蒸汽

超大吨位高筒型环锻件的制造方法.pdf
本发明公开了超大吨位高筒型环锻件的制造方法,其工艺步骤如下:钢锭采购→锻造前加热→开坯→下料→锻造前加热→锻造制坯→回炉加热保温→辗环→预备热处理→粗加工→调质处理→机加工→UT超声检测。采用本发明所述的超大吨位高筒型环锻件的制造方法生产的环锻件的硬度能达到265~305HB,并且能达到GB/T6402‑2008V级的UT检测标准,芯部和表面性能差别很小。