
一种精炼旋转喷吹的脱硫装置及脱硫方法.pdf

An****70


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种精炼旋转喷吹的脱硫装置及脱硫方法.pdf
本发明公开一种精炼旋转喷吹脱硫装置和脱硫方法,将脱硫粉剂输送至钢液中,脱硫粉剂伴随气泡受离心力和上浮力的共同作用,沿螺旋线向液面漂浮,在离心力作用下,气泡向粉剂喷出方向区域运动,使脱硫粉剂更好的弥散于钢液中,同时在钢液内形成涡流缓慢上升,从而增加了脱硫粉剂在钢液内的停留时间,促进了钢液内脱硫的动力学条件,提高脱硫粉剂的利用率。实现喷吹时间短,有效控制脱硫反应的动力学条件,使脱硫粉剂在钢液内充分扩散,粉剂的利用率提高,降低生产成本。

一种铁水脱硫用旋转喷吹设备及喷吹方法.pdf
一种铁水脱硫用旋转喷吹设备及喷吹方法,喷吹设备包括旋转机构、行走小车、槽钢轨道、定位气缸,槽钢轨道纵向固定在金属钢结构框架上,行走小车通过行走轮行走于槽钢轨道中,旋转机构的轴承座和电机固定在行走小车上,在行走小车背面设置有气缸,气缸的一端固定在金属钢结构框架上,另一端顶接行走小车。与现有的技术相比,本发明的有益效果是:集成性更高,占用空间小;动力条件好,设备使用稳定、不晃动;铁水搅拌均匀,高效脱硫,生产效率高,脱硫粉剂消耗少,降低生产成本;可满足冶炼纯净钢的工艺条件。
一种提高钙镁复合脱硫效率的旋转喷吹装置及方法.pdf
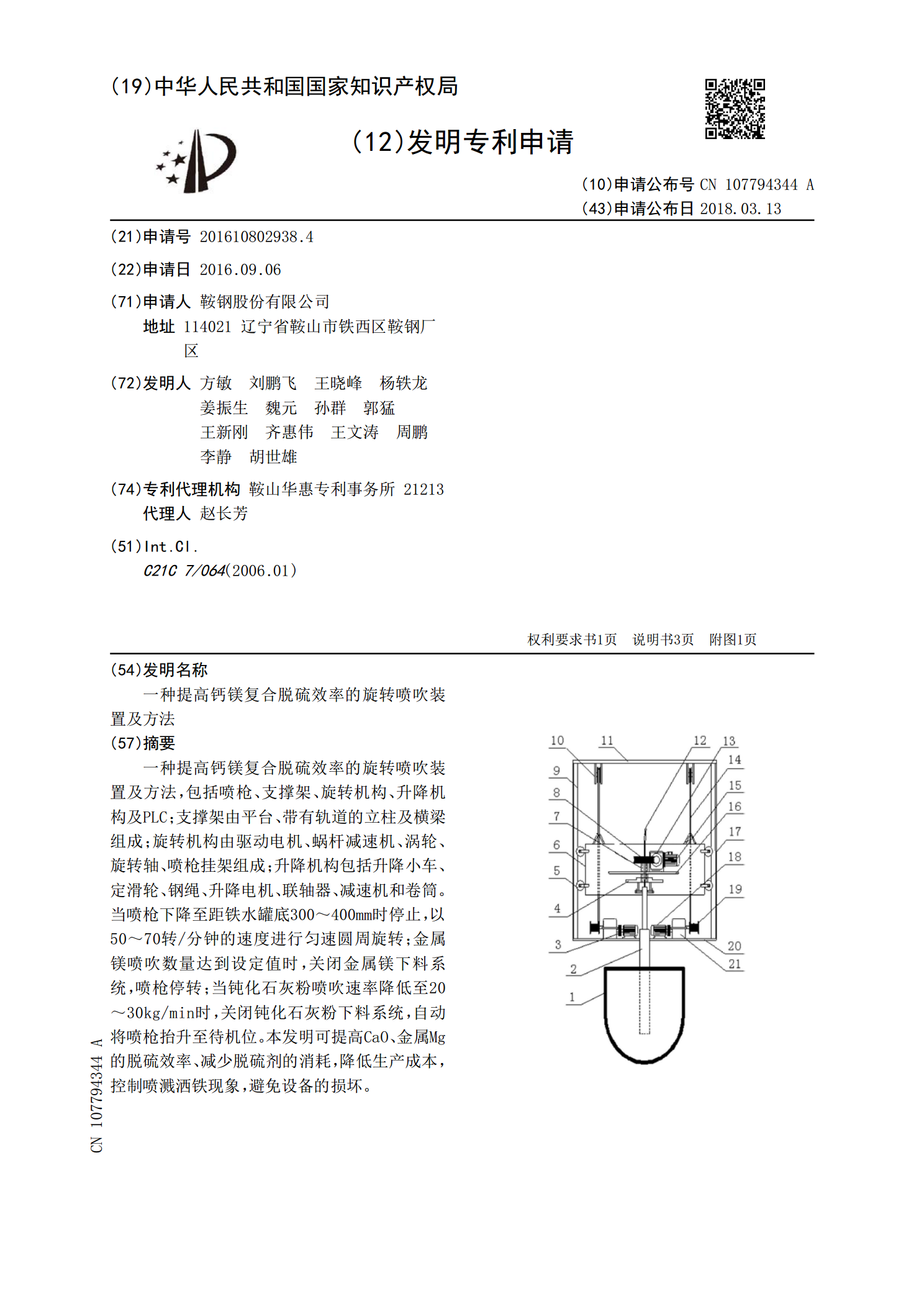
一种提高钙镁复合脱硫效率的旋转喷吹装置及方法,包括喷枪、支撑架、旋转机构、升降机构及PLC;支撑架由平台、带有轨道的立柱及横梁组成;旋转机构由驱动电机、蜗杆减速机、涡轮、旋转轴、喷枪挂架组成;升降机构包括升降小车、定滑轮、钢绳、升降电机、联轴器、减速机和卷筒。当喷枪下降至距铁水罐底300~400mm时停止,以50~70转/分钟的速度进行匀速圆周旋转;金属镁喷吹数量达到设定值时,关闭金属镁下料系统,喷枪停转;当钝化石灰粉喷吹速率降低至20~30kg/min时,关闭钝化石灰粉下料系统,自动将喷枪抬升至待机位。

一种精炼旋转喷吹的脱氧装置及脱氧方法.pdf
本发明公开一种精炼旋转喷吹的脱氧装置和脱氧方法,将脱氧剂输送至钢液内部,对比常规钢水脱氧及脱氧剂的投放方式,在本发明中,脱氧剂伴随微气泡受离心力和上浮力的共同作用,沿螺旋线向液面漂浮,在离心力作用下,气泡向粉剂喷出方向区域运动,使脱氧剂更好的弥散于钢液中,同时在钢液内形成涡流缓慢上升,从而增加了脱氧剂在钢液内的停留时间,提高了钢液内脱氧的动力学条件,促进钢液中Al

一种多段多速铁水旋转喷吹脱硫的方法.pdf
本发明提供了一种多段多速铁水旋转脱硫的方法,包括:铁水脱硫过程中包括多个不同铁水旋转速度的阶段。现有的普通旋转喷吹铁水脱硫控制技术只能设定一个恒定转速,不能针对铁水脱硫喷吹过程的不同阶段优化控制。而铁水旋转脱硫喷吹的转速较高时脱硫剂在铁水径向扩散弱,但圆周方向均匀性更佳,且铁水喷溅相对较弱,铁水对枪体的冲刷较强,枪体寿命较短;转速较低时脱硫剂在铁水径向扩散强,但圆周方向均匀性差,但铁水喷溅较强,铁水对枪体的冲刷较小,枪体寿命较长。多段多速旋转脱硫喷吹可以兼顾不同工况和现场要求,制定不同的喷吹控制策略,更好