
单张开窗印品覆膜机及其覆膜方法.pdf

含平****ng


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

单张开窗印品覆膜机及其覆膜方法.pdf
本发明公开了一种单张开窗印品覆膜机,包括单张开窗印品通过位于输纸台上方的输纸头,将单张开窗印品送入加速平台,加速平台将单张开窗印品加速到与压合装置同样的线速度后输送至除粉部件,除粉部件将单张开窗印品表面清除干净,送至由上胶头和涂胶辊组成的上胶部件,单张开窗印品表面经过涂胶后送到传送平台,传送平台上方设有由红外线烘干装置,红外线烘干装置对单张开窗印品表面的胶水干燥,单张开窗印品干燥后进入压合装置,实现单张开窗印品和膜的压合,压合后的产品传送到平台,由分切装置将连续的膜分开,单张开窗印品传送到收纸部件。本发明
一种自动覆膜机构及其覆膜方法.pdf
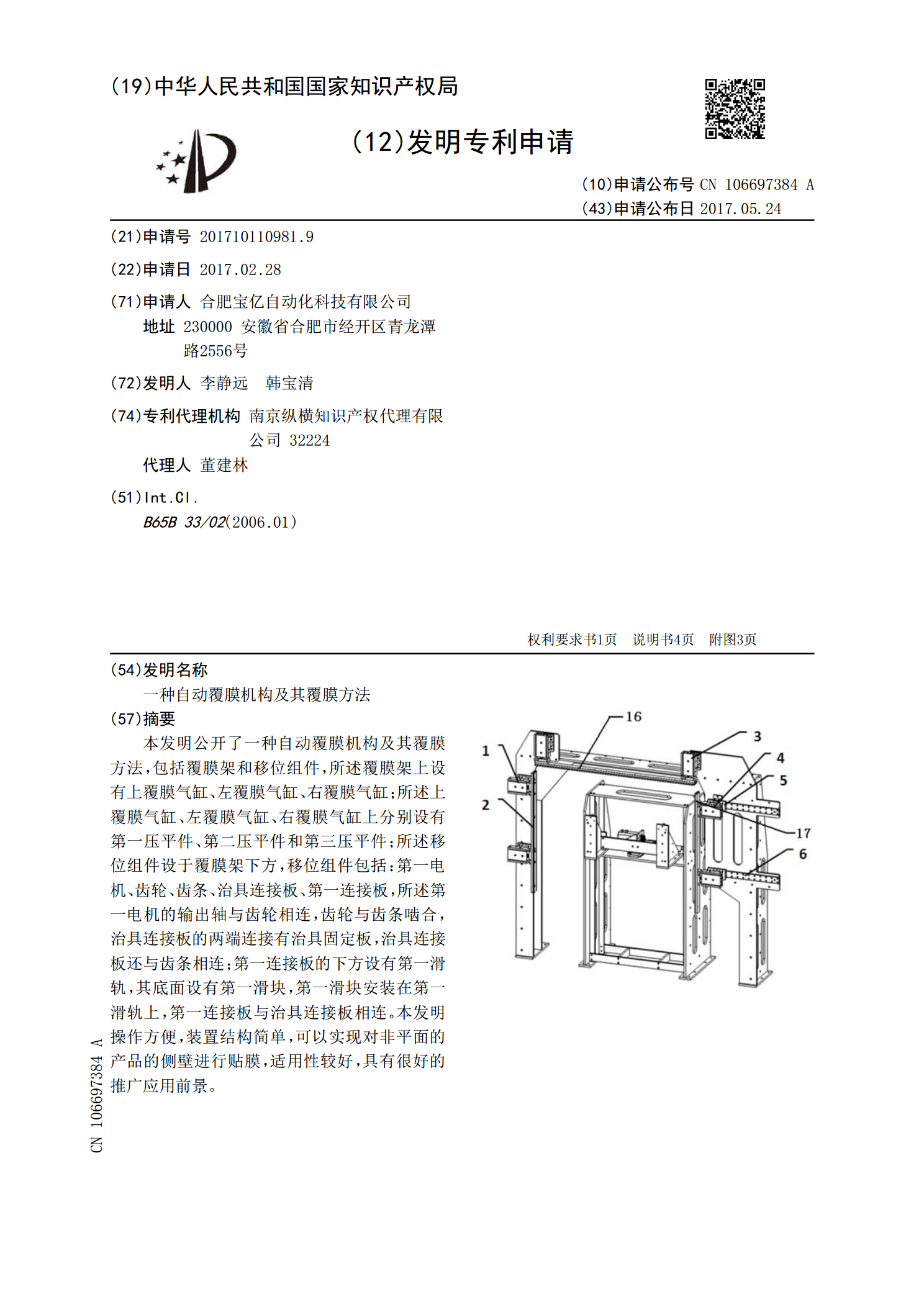
本发明公开了一种自动覆膜机构及其覆膜方法,包括覆膜架和移位组件,所述覆膜架上设有上覆膜气缸、左覆膜气缸、右覆膜气缸;所述上覆膜气缸、左覆膜气缸、右覆膜气缸上分别设有第一压平件、第二压平件和第三压平件;所述移位组件设于覆膜架下方,移位组件包括:第一电机、齿轮、齿条、治具连接板、第一连接板,所述第一电机的输出轴与齿轮相连,齿轮与齿条啮合,治具连接板的两端连接有治具固定板,治具连接板还与齿条相连;第一连接板的下方设有第一滑轨,其底面设有第一滑块,第一滑块安装在第一滑轨上,第一连接板与治具连接板相连。本发明操作方
导热垫片覆膜机及覆膜方法.pdf
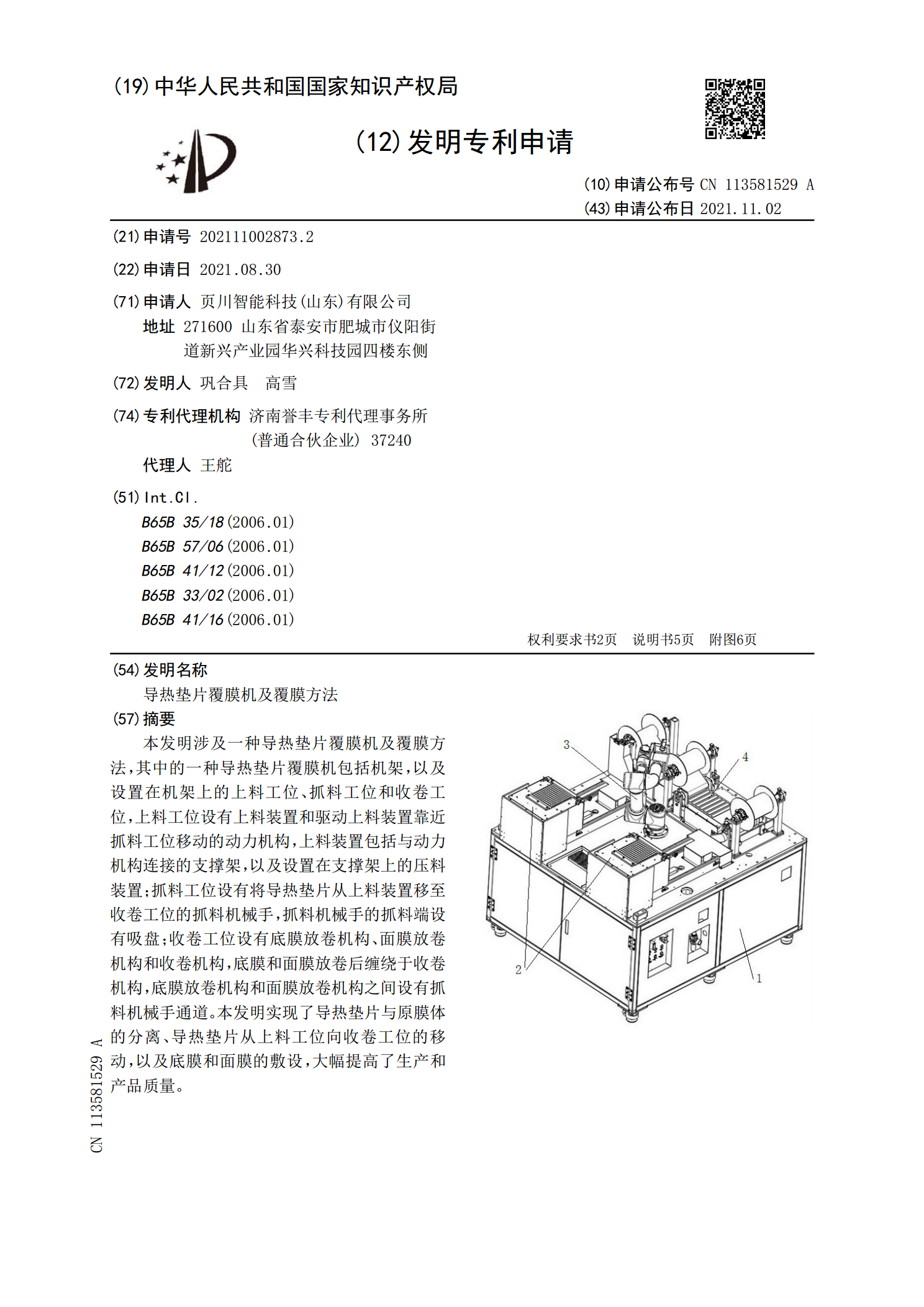
本发明涉及一种导热垫片覆膜机及覆膜方法,其中的一种导热垫片覆膜机包括机架,以及设置在机架上的上料工位、抓料工位和收卷工位,上料工位设有上料装置和驱动上料装置靠近抓料工位移动的动力机构,上料装置包括与动力机构连接的支撑架,以及设置在支撑架上的压料装置;抓料工位设有将导热垫片从上料装置移至收卷工位的抓料机械手,抓料机械手的抓料端设有吸盘;收卷工位设有底膜放卷机构、面膜放卷机构和收卷机构,底膜和面膜放卷后缠绕于收卷机构,底膜放卷机构和面膜放卷机构之间设有抓料机械手通道。本发明实现了导热垫片与原膜体的分离、导热垫

一种全自动链刀高速智能覆膜机及其覆膜方法.pdf
一种全自动链刀高速智能覆膜机,包括支架,支架上转动连接有转轴,所述转轴上固定连接有带轮,两个带轮之间通过皮带相连接,所述皮带上放有覆膜板,覆膜板上贴有待覆膜产品,所述皮带中间处设有两个支撑板,支撑板顶端固定连接有安装板,所述安装板下侧通过升降装置固定连接有加热板,加热板内埋设有加热电阻丝,所述加热板上侧固定连接有温度传感器;所述支撑板右侧设置有链刀箱体,链刀箱体的外侧安装有伺服电机。本发明的有益效果是升降装置可以精确的实现加热板的升降,覆膜效果更佳;利用温度传感器和速度传感器实现了覆膜的智能化,有效减少了

一种单张印品翻转机构及其工作方法.pdf
一种单张印品翻转机构,它包括右侧上导向轮、张紧轮、皮带、左侧上导向轮、左侧下导向轮、动力导向轮、动力轮、右侧下导向轮、印品;所述皮带由动力轮开始依次绕过一个动力导向轮、左侧下导向轮、右侧上导向轮、张紧轮、左侧上导向轮、右侧下导向轮及另一个动力导向轮后形成闭环。工作方法为:(1)动力轮运转带动皮带运行;(2)印刷面向下的印品进入右侧上导向轮、左侧上导向轮和左侧下导向轮、右侧下导向轮之间的皮带入口;(3)印刷面向下的印品经皮带的180°输送,印品从皮带出口输出,印刷面向上。优越性:1、单条皮带无线速度差输送印