
坯料的双面加工方法.pdf

是笛****加盟


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

坯料的双面加工方法.pdf
本发明涉及机械加工技术领域,具体而言,涉及一种坯料的双面加工方法,该加工方法通过在坯料的第一表面加工外圆角,可以为坯料翻面后预留出定位结构;通过在定位块上加工与外圆角对应的内圆角,可以起到为坯料翻面后的二次起刀找位的作用;由于定位块切削形成的内圆角与对应的外圆角的半径相等,外圆角与内圆角可以完全嵌合,能够实现坯料翻面后的准确定位,从而能够减小坯料两个面之间的定位偏差,改善工件由此存在的造型缺陷。

加工中心和在加工中心加工工件坯料的方法.pdf
本发明涉及加工中心(1),包括机架(3),被机架(3)支承并水平布置的工作台(4),带有夹紧装置(40)的工件支撑部(5),和容置加工刀具(6)的加工头(7),其中所述工件支撑部(5)具有用于将工件坯料(21a)输送到夹紧装置(40)的槽,而且所述加工中心(1)具有送料单元(20b),其用于将工件坯料(21a)送进所述槽和/或在所述槽中朝所述夹紧装置(40)的方向推送所述工件坯料(21)。本发明还涉及一种在加工中心(1)上加工工件坯料(21a)的方法,包括以下方法步骤:a)利用送料单元(20b)将至少一个
牦牛角梳坯料的加工方法.pdf
本发明公开了一种牦牛角梳坯料的加工方法,该方法包括以下步骤:(1)制作牦牛角梳初坯料:选出形状厚度适合于制作梳子的牦牛角,切掉边角料,然后沿牦牛角尖至伸向牛头的方向从中部剖开牦牛角制作成牦牛角梳初坯料,备用;(2)加热软化:将制作好的牦牛角梳初坯料放入已热熔中的且温度在120-150度的石蜡液中,进行加热软化2-3分钟;(3)制作牦牛角梳坯料:将软化后的牦牛角梳初坯料放入压机内压平展直,冷却后即为牦牛角梳坯料。本发明杜绝了牦牛角梳坯料制备过程吸入大量水份的现象,材料的原有机质得到很好保护,制备过程中牦牛角

一种机床主轴坯料加工方法.pdf
本发明公开了一种机床主轴坯料加工方法,包括如下步骤:下料;镦粗;多次内孔冷挤压,将原来位于内孔的金属材料利用金属材料的流动变成锻件的长度,之后冲孔;正火处理;内孔抛丸处理;磷皂化处理、减径挤压、球化退火处理,重复3-4次,基本达到预定的图纸要求后;再经过磷皂化处理,之后进行冷精整,完成机床主轴坯料的加工。本发明机床主轴坯料加工方法,利用多次内孔冷挤压实现机床主轴坯料的拉长及挤出较粗的内孔,坯料的重量大幅度减轻,材料的利用率提高。
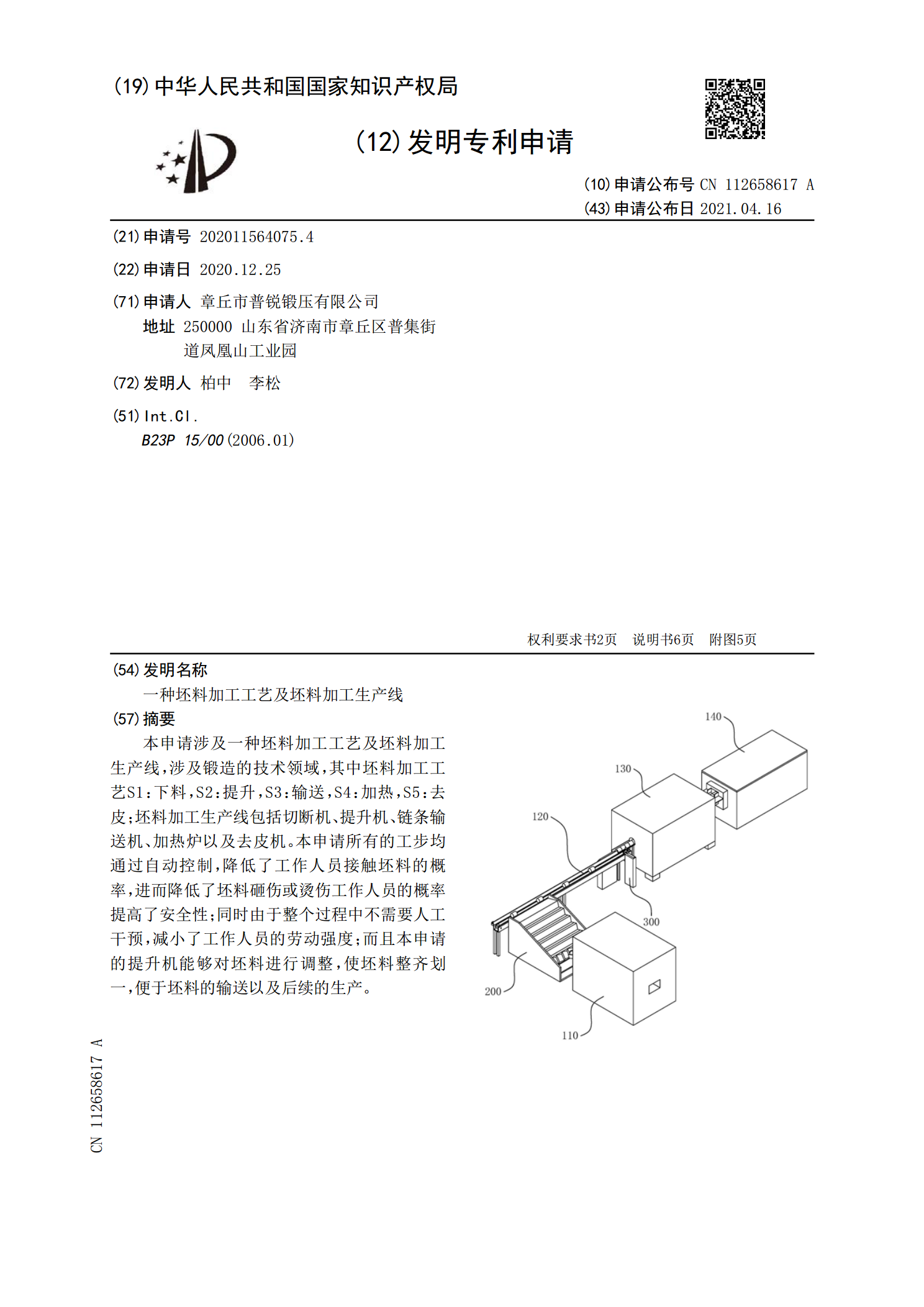
一种坯料加工工艺及坯料加工生产线.pdf
本申请涉及一种坯料加工工艺及坯料加工生产线,涉及锻造的技术领域,其中坯料加工工艺S1:下料,S2:提升,S3:输送,S4:加热,S5:去皮;坯料加工生产线包括切断机、提升机、链条输送机、加热炉以及去皮机。本申请所有的工步均通过自动控制,降低了工作人员接触坯料的概率,进而降低了坯料砸伤或烫伤工作人员的概率提高了安全性;同时由于整个过程中不需要人工干预,减小了工作人员的劳动强度;而且本申请的提升机能够对坯料进行调整,使坯料整齐划一,便于坯料的输送以及后续的生产。