
一种机床主轴坯料加工方法.pdf

山梅****ai


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种机床主轴坯料加工方法.pdf
本发明公开了一种机床主轴坯料加工方法,包括如下步骤:下料;镦粗;多次内孔冷挤压,将原来位于内孔的金属材料利用金属材料的流动变成锻件的长度,之后冲孔;正火处理;内孔抛丸处理;磷皂化处理、减径挤压、球化退火处理,重复3-4次,基本达到预定的图纸要求后;再经过磷皂化处理,之后进行冷精整,完成机床主轴坯料的加工。本发明机床主轴坯料加工方法,利用多次内孔冷挤压实现机床主轴坯料的拉长及挤出较粗的内孔,坯料的重量大幅度减轻,材料的利用率提高。

一种高精度机床主轴加工方法.pdf
本发明涉及一种高精度机床主轴加工方法,将主轴上孔以及外圆定位外圆预留0.05加工量,然后组装,以万能磨床为例,利用磨床的工作台面,放置在工作台面上并固定,中心与磨床中心等高,工装孔与外套间隙配合有利拆卸,并在工装一侧开口,用螺栓固定将外套抱紧及定位,在工装的上部装有一台小电机,通过皮带转动,带动主轴旋转,利用磨床的内圆砂轮,磨加工主轴上的孔及定位外圆和端面,公差尺寸达图要求,外圆及端面在旋转达全部达图要求,消除所有积累误差。

机床主轴加工工艺设计.docx
机械制造工艺学课程设计--机床主轴加工工艺设计班级:指导老师:组员:机床主轴加工工艺设计在机械领域中,车床是应用最广泛为、最为频繁的一种机床,它的应用非常的普遍。所以它的加工精度就极其的重要,工件能否达到加工要求就取决于车车床本身的精度,而决定车床加工质量的就是它的主轴。车床主轴是把旋转运动及扭矩通过主轴端部的夹具传递给工件和刀具,要求有很高的强度及回转精度,其结构为空心阶梯轴,外圆表面有花键、电键等功能槽及螺纹。故,生产主轴的工艺以及加工方法,对整个机械加工来说都有着非常重要的作用,本文阐述了主轴的工艺
一种坯料加工工艺及坯料加工生产线.pdf
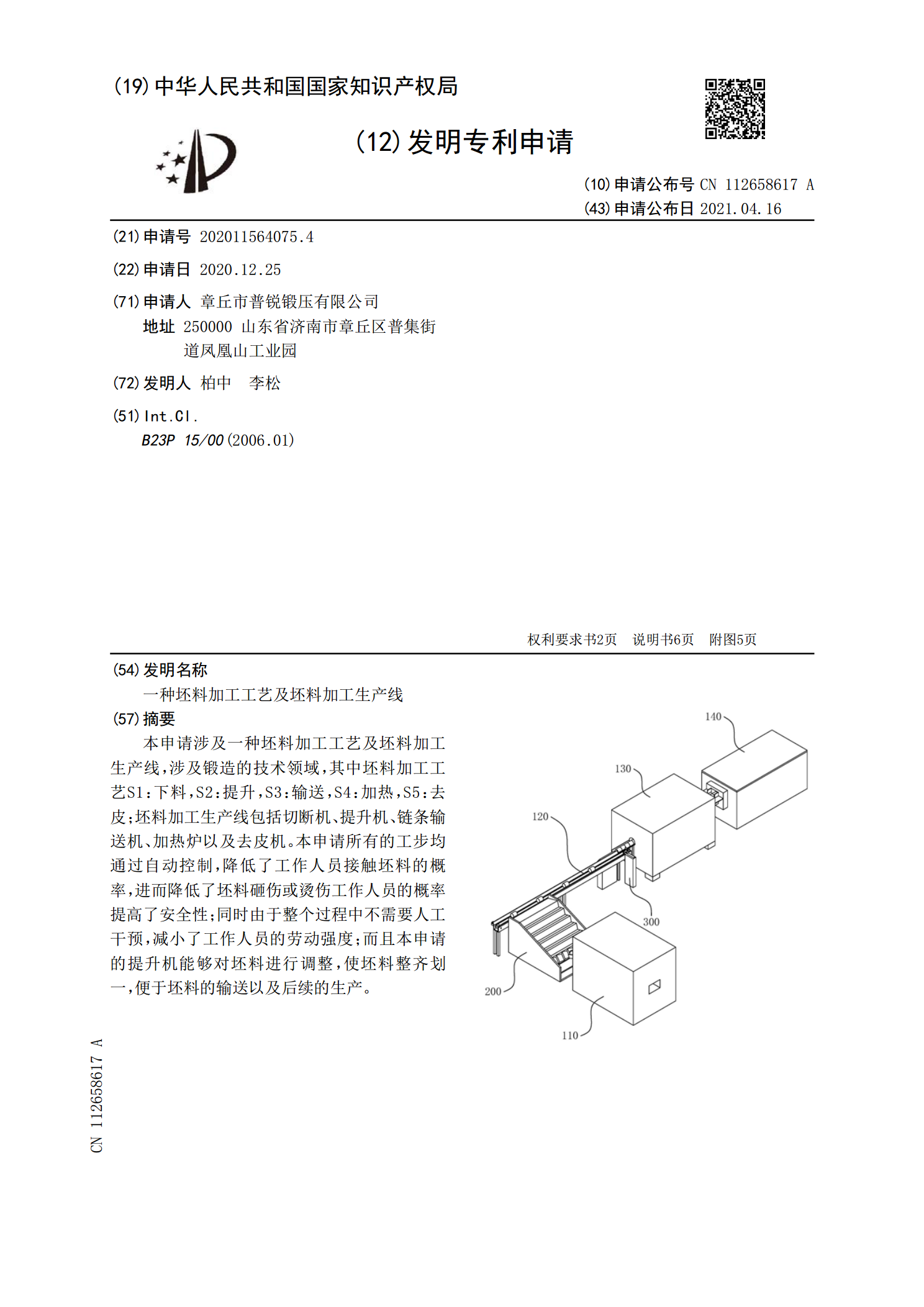
本申请涉及一种坯料加工工艺及坯料加工生产线,涉及锻造的技术领域,其中坯料加工工艺S1:下料,S2:提升,S3:输送,S4:加热,S5:去皮;坯料加工生产线包括切断机、提升机、链条输送机、加热炉以及去皮机。本申请所有的工步均通过自动控制,降低了工作人员接触坯料的概率,进而降低了坯料砸伤或烫伤工作人员的概率提高了安全性;同时由于整个过程中不需要人工干预,减小了工作人员的劳动强度;而且本申请的提升机能够对坯料进行调整,使坯料整齐划一,便于坯料的输送以及后续的生产。

坯料的双面加工方法.pdf
本发明涉及机械加工技术领域,具体而言,涉及一种坯料的双面加工方法,该加工方法通过在坯料的第一表面加工外圆角,可以为坯料翻面后预留出定位结构;通过在定位块上加工与外圆角对应的内圆角,可以起到为坯料翻面后的二次起刀找位的作用;由于定位块切削形成的内圆角与对应的外圆角的半径相等,外圆角与内圆角可以完全嵌合,能够实现坯料翻面后的准确定位,从而能够减小坯料两个面之间的定位偏差,改善工件由此存在的造型缺陷。