
一种坯料加工工艺及坯料加工生产线.pdf

一吃****春晓

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种坯料加工工艺及坯料加工生产线.pdf
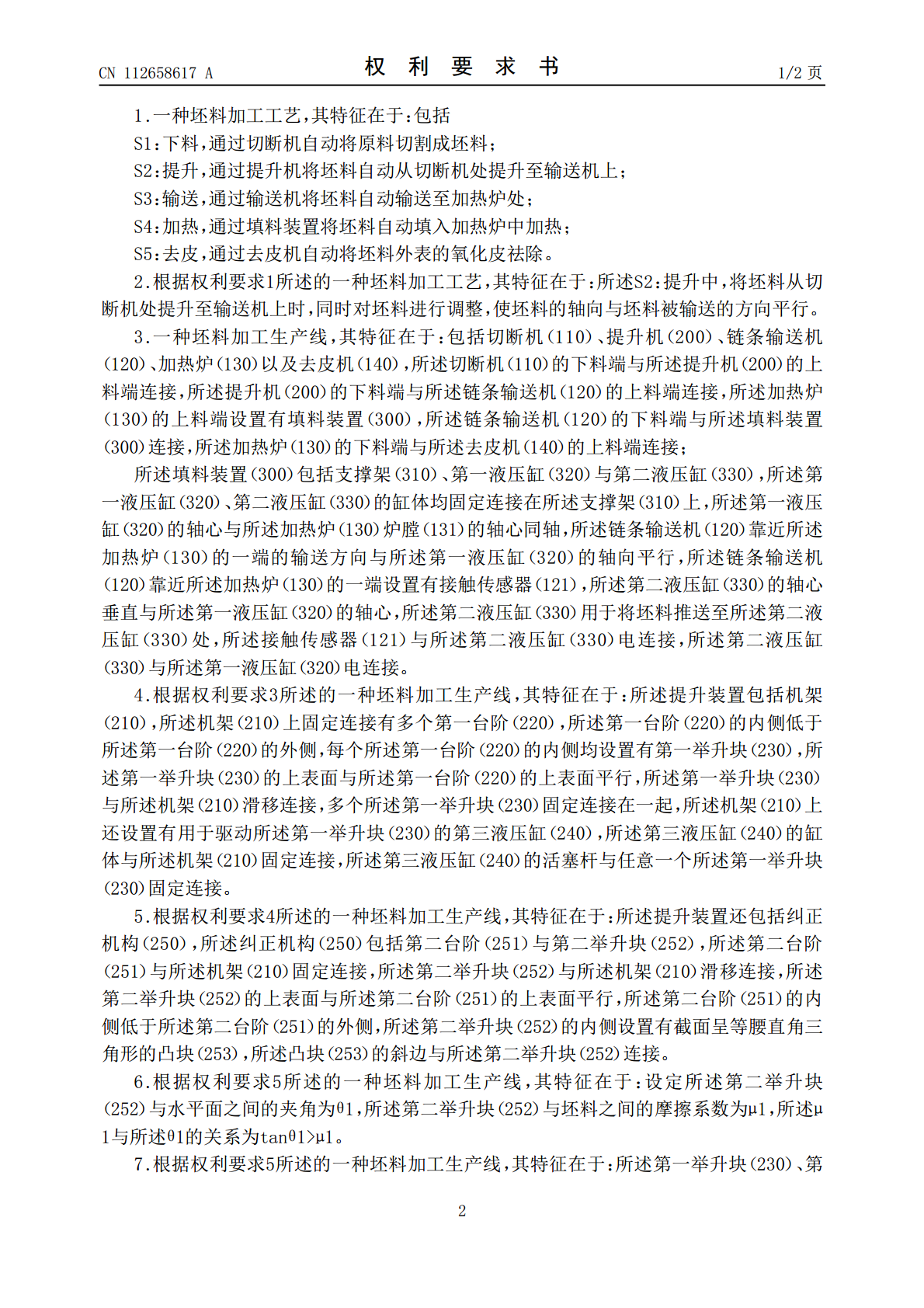
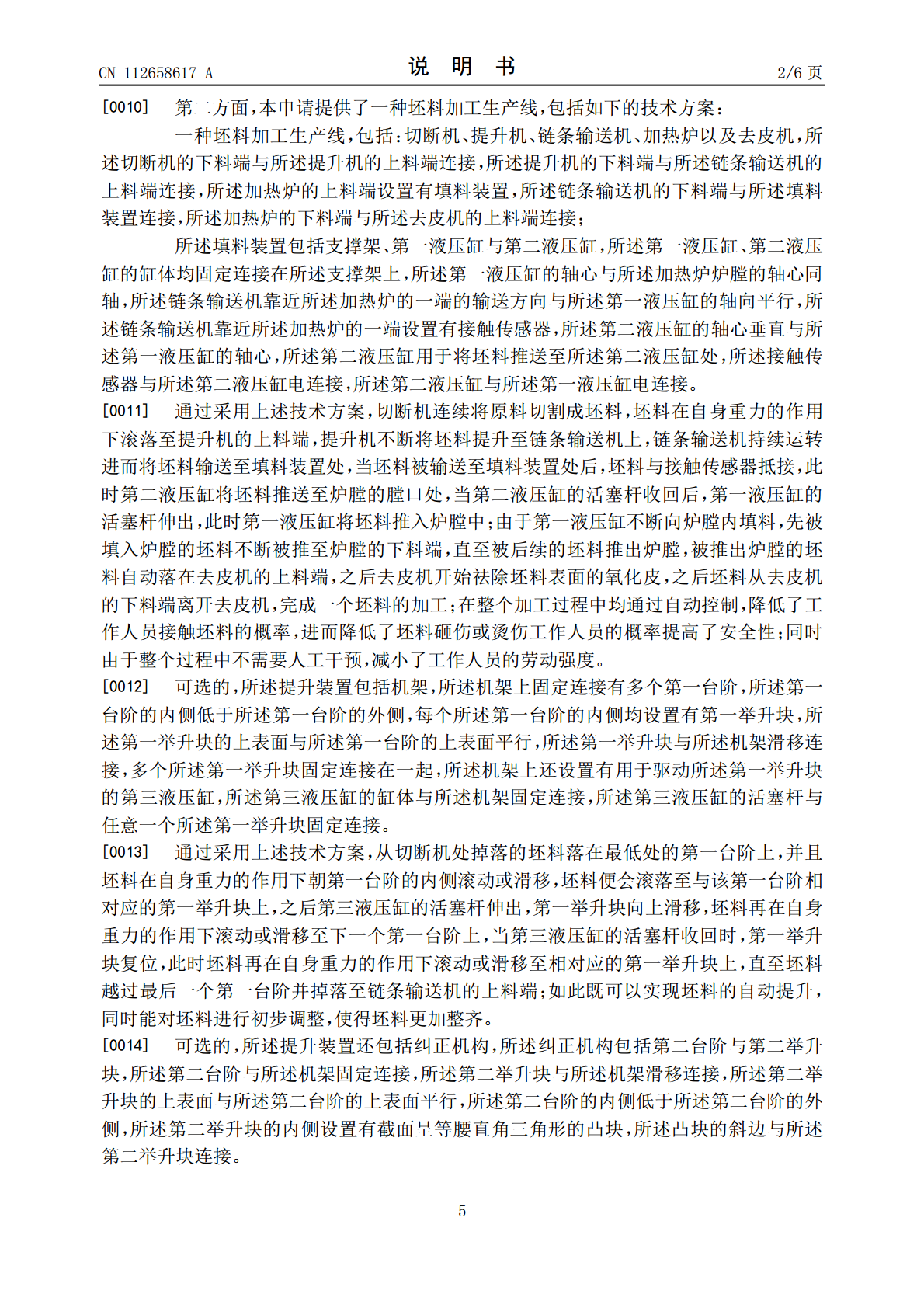
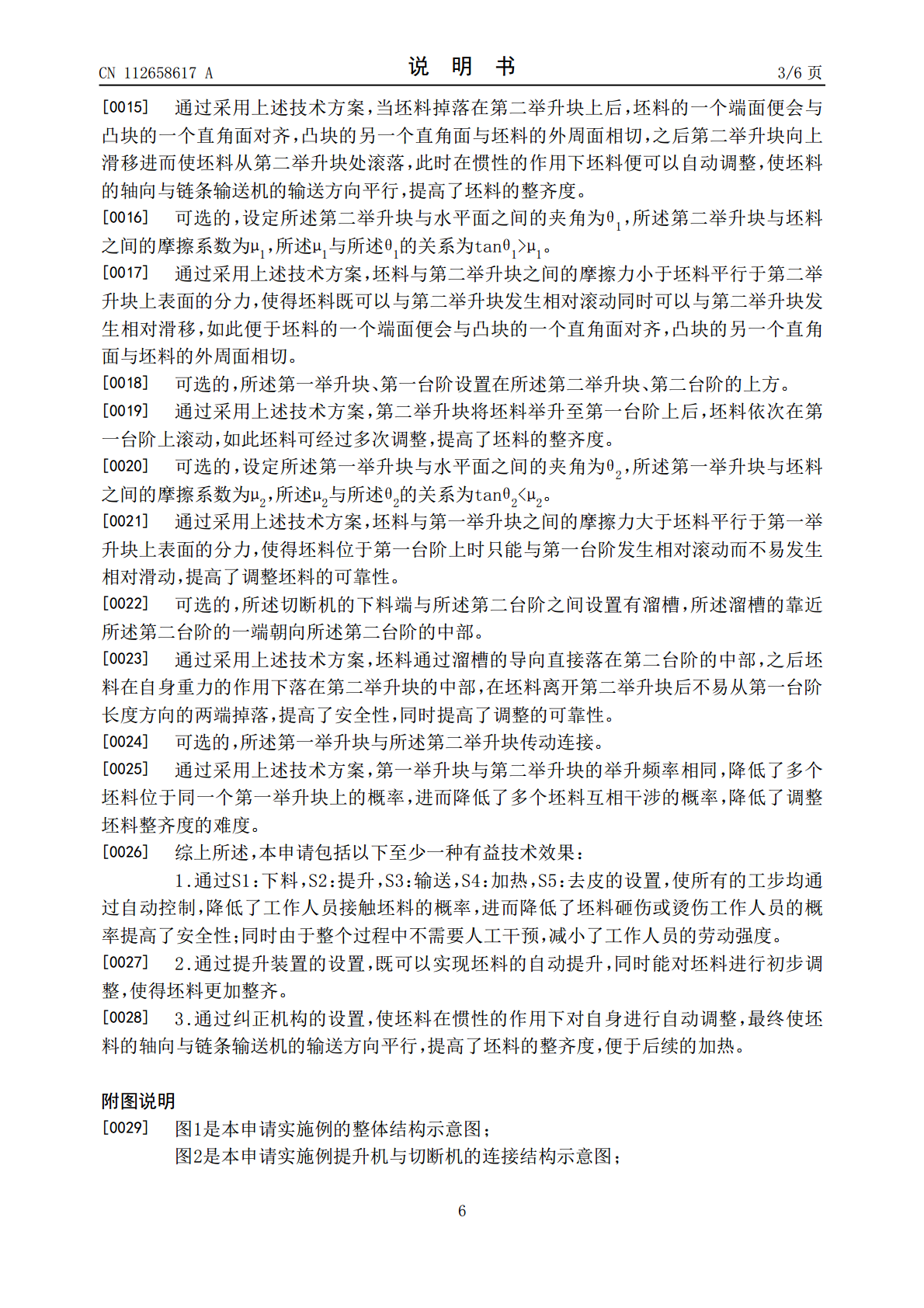
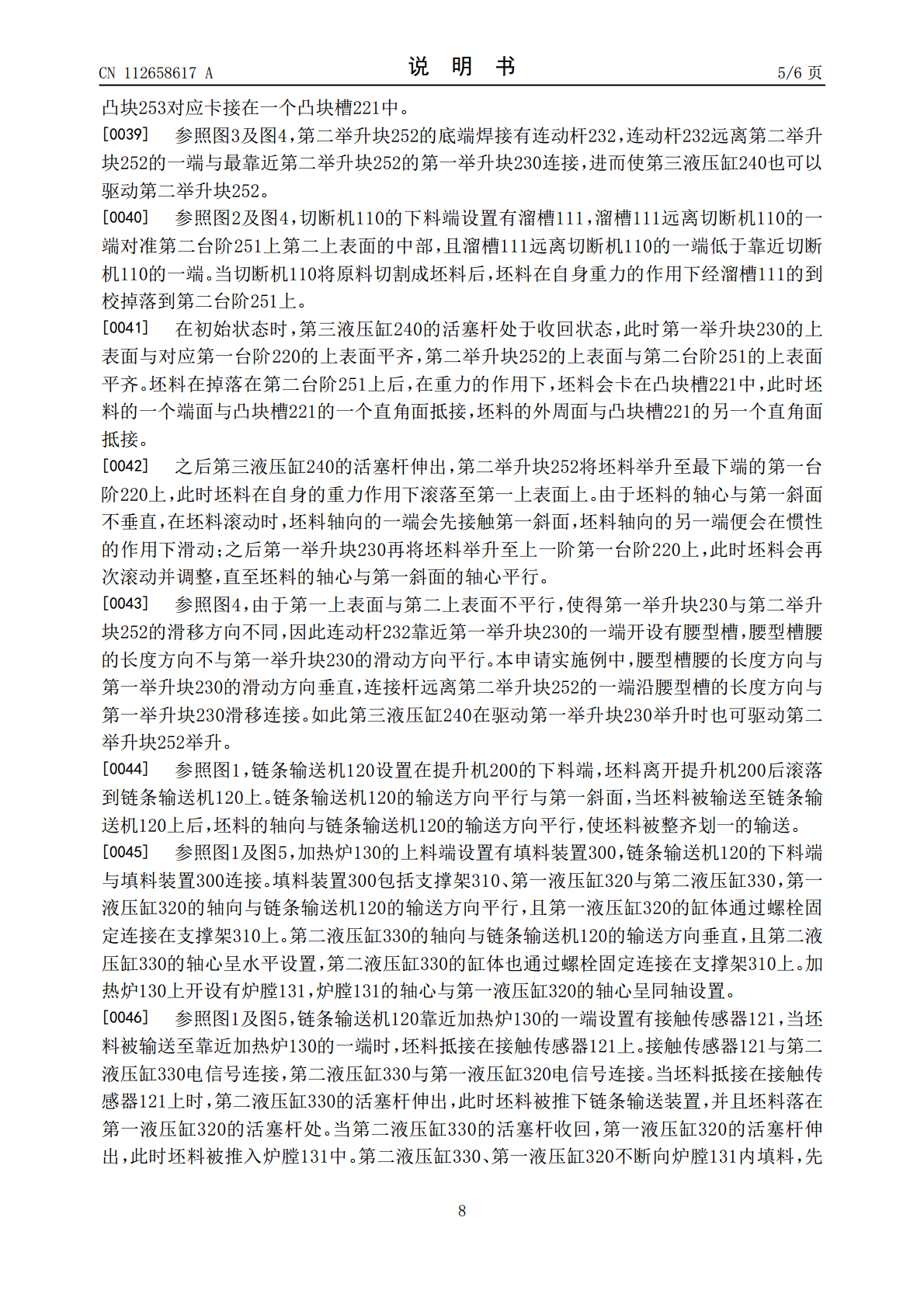
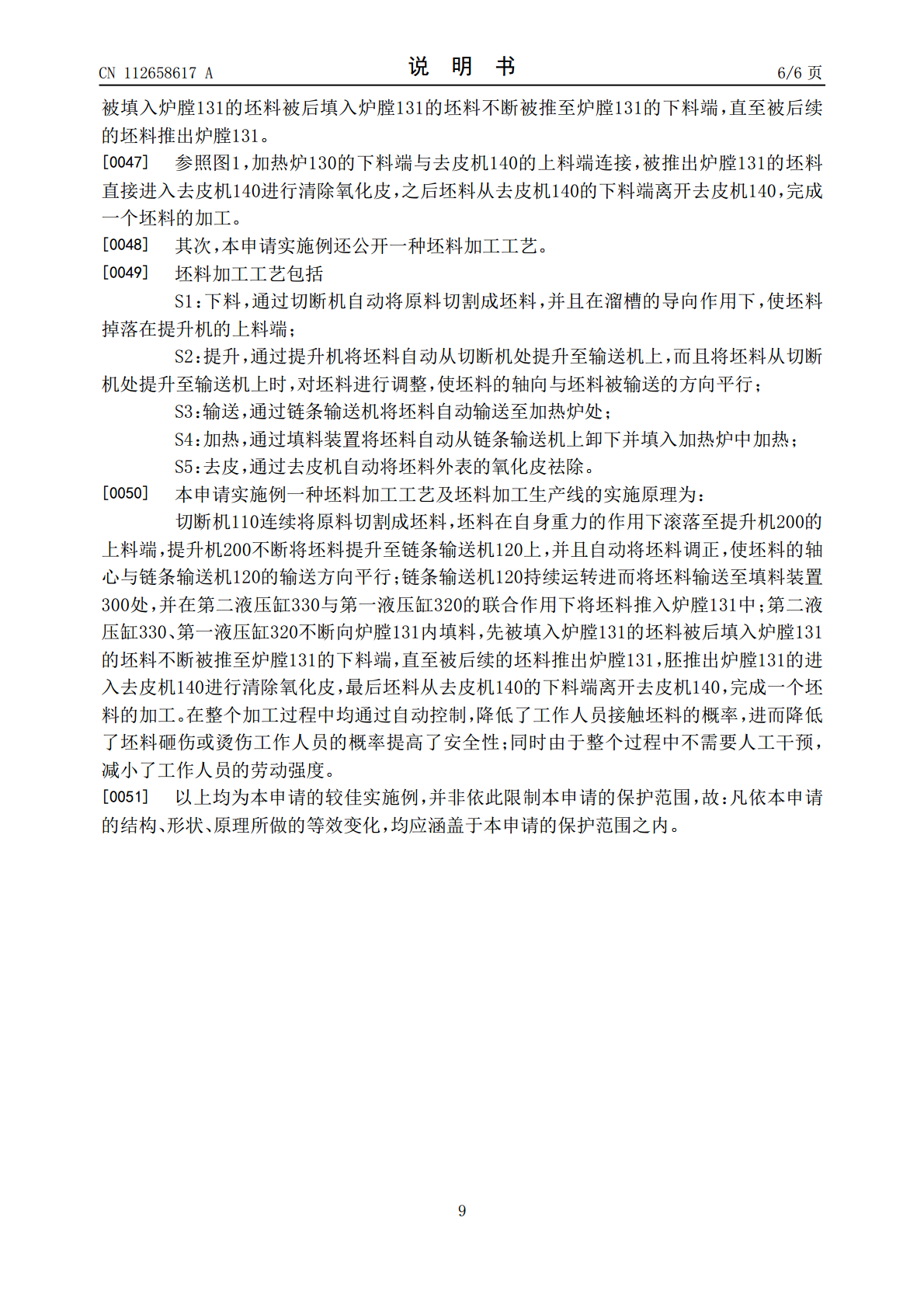
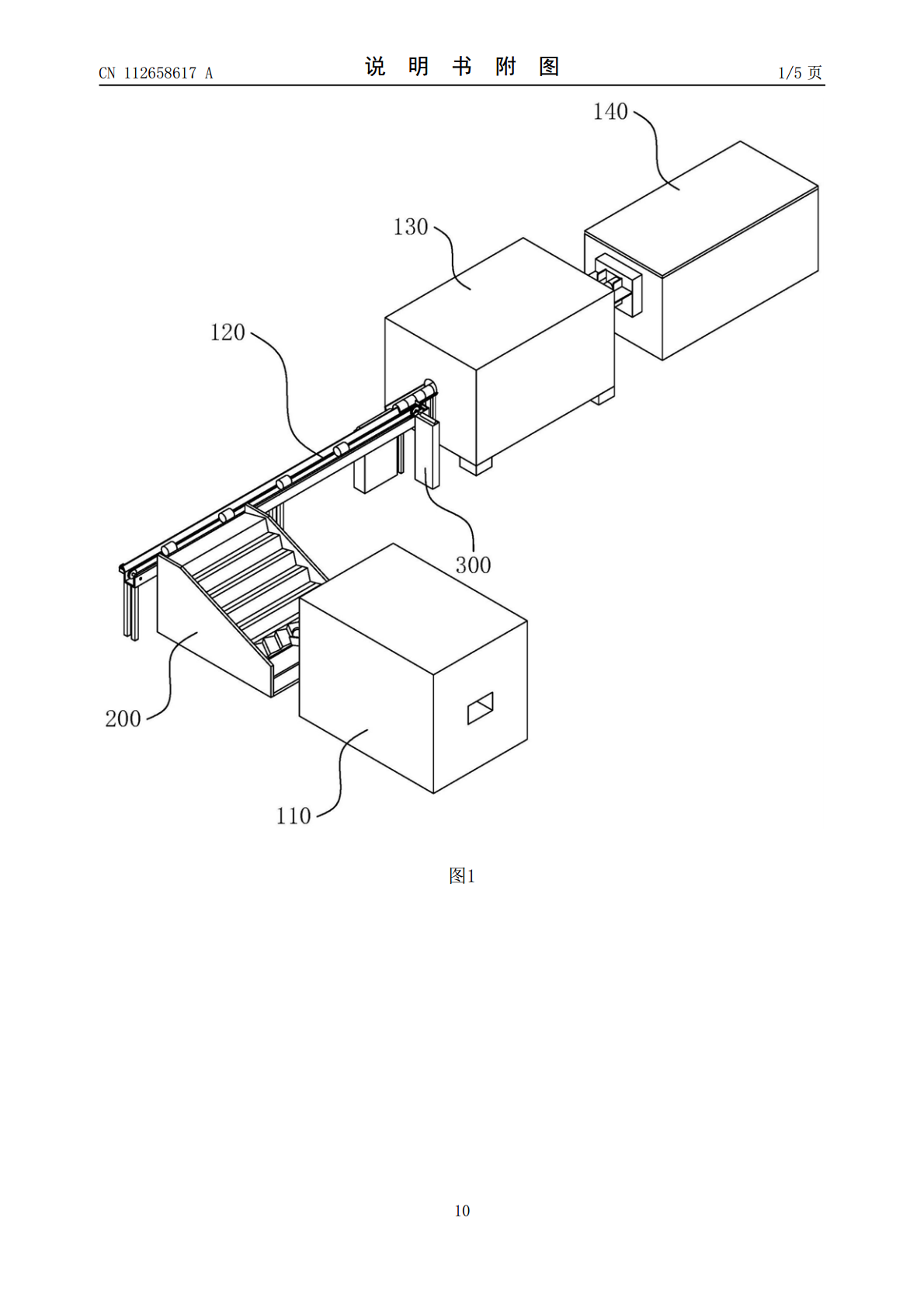
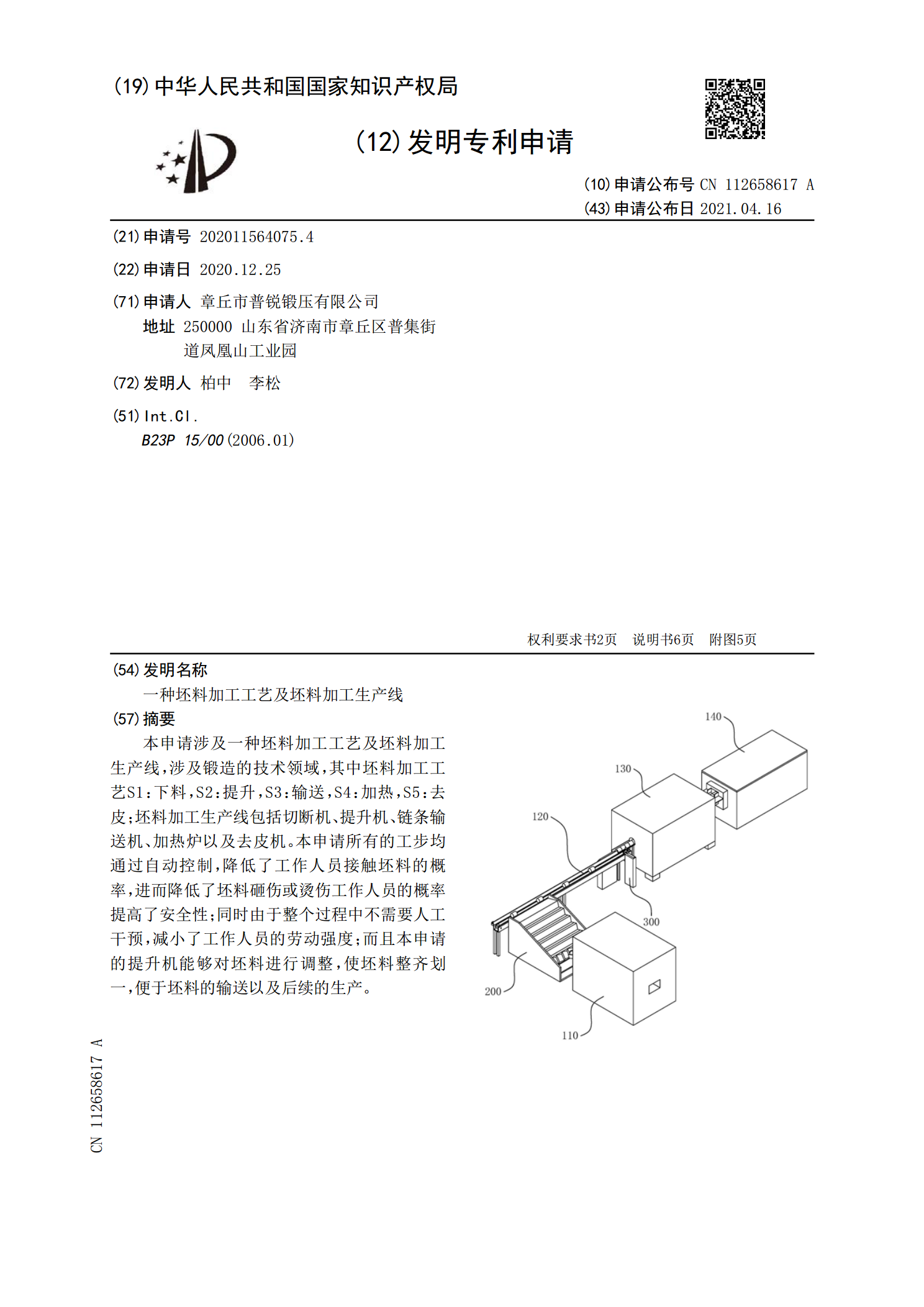
本申请涉及一种坯料加工工艺及坯料加工生产线,涉及锻造的技术领域,其中坯料加工工艺S1:下料,S2:提升,S3:输送,S4:加热,S5:去皮;坯料加工生产线包括切断机、提升机、链条输送机、加热炉以及去皮机。本申请所有的工步均通过自动控制,降低了工作人员接触坯料的概率,进而降低了坯料砸伤或烫伤工作人员的概率提高了安全性;同时由于整个过程中不需要人工干预,减小了工作人员的劳动强度;而且本申请的提升机能够对坯料进行调整,使坯料整齐划一,便于坯料的输送以及后续的生产。
一种压延铜箔坯料的加工工艺.pdf
本发明实施例公开了一种压延铜箔坯料的加工工艺,包括以下步骤:采用立式全连铸造生产含氧韧铜熔铸方坯,通过热轧开坯铣面,然后通过双机架冷连轧,轧至粗轧坯;粗轧坯进行切边后,送入钟罩炉退火后清洗,然后进入中轧机,轧至中轧坯;中轧坯通过气垫式退火炉中间退火,再进入精轧机,轧至精轧坯;精轧坯通过气垫式退火炉中间退火,再进入二十辊精轧机,轧至压延铜箔所需坯料厚度;压延铜箔坯料通过气垫式退火炉进行成品退火;通过直拉式纵剪进行剪切;在剪切卷取前通过12辊矫直,最后成品质检,包装。本发明的压延铜箔坯料的加工工艺突破了普通冷
轮辋坯料标准件加工生产线.pdf
本发明公开了一种轮辋坯料标准件加工生产线,依次包括板料锯切装置、板料单元辊曲装置、环形板单元修整装置、环形板单元扩口装置、轮缘翻边装置、轮辋筒体修整装置、轮缘卷边装置和装胎面整形装置,板料单元辊曲装置一侧设有卷曲料焊接装置;在环形板单元修整装置与环形板单元扩口装置之间、环形板单元扩口装置与轮缘翻边装置之间、轮缘翻边装置与轮辋筒体修整装置之间、轮辋筒体修整装置与轮缘卷边装置之间、轮缘卷边装置与装胎面整形装置之间均分别通过各机器人周转环形单元板。从上述结构可知,本发明的轮辋坯料标准件加工生产线,通过本申请的生

坯料的双面加工方法.pdf
本发明涉及机械加工技术领域,具体而言,涉及一种坯料的双面加工方法,该加工方法通过在坯料的第一表面加工外圆角,可以为坯料翻面后预留出定位结构;通过在定位块上加工与外圆角对应的内圆角,可以起到为坯料翻面后的二次起刀找位的作用;由于定位块切削形成的内圆角与对应的外圆角的半径相等,外圆角与内圆角可以完全嵌合,能够实现坯料翻面后的准确定位,从而能够减小坯料两个面之间的定位偏差,改善工件由此存在的造型缺陷。
一种双向梯度冲孔装置及齿轮坯料加工工艺.pdf
本发明提供了一种双向梯度冲孔装置及齿轮坯料加工工艺,其装置通过将凹模与凸模对调,将冲孔的冲头所在的凸模改为静止,而将凹模设计为相对凸模进行移动挤压,配合阶梯冲头组件的均匀冲压,使齿轮坯料完成减重孔冲压后,齿轮坯料仍套设在冲头上,通过顶出机构将齿轮坯料从冲头上顶出,解决冲头在冲孔过程中卡料的技术问题,且实现齿轮坯料减重孔的均匀冲压,避免了齿轮坯料受力不均变形,其工艺通过将传统的减重孔的冲压步骤分批次进行,利用不同批次之间的冲头的均匀分布以及对冲头数量的控制,避免齿轮坯料受力不均和冲压过程中应力集中的问题出现