
反向倒角的加工方法.pdf

Ja****44


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

反向倒角的加工方法.pdf
本发明提供一种反向倒角的加工方法,包括以下步骤,反向倒角刀的装配;将刀柄从待倒角孔的一端穿入,进入待倒角孔的另一端内腔体内;将切割本体为截顶圆锥形的刀头,直接从待倒角孔的另一端进入内腔体内;将刀柄和刀头固定连接;反向倒角的加工;刀柄带动刀头旋转,截顶圆锥形侧面的切割刃对待倒角孔进行反向倒角的加工。其优点在于根据产品不同的加工尺寸、不同的有限空间需要选择适合的倒角加工刀具的型号或拆装方式,从而进行从下而上精密倒角,满足产品技术需要达到行业先进水平,彻底解决由于手工不合理操作而带来的零件内部倒角不均匀、毛刺残

可拆卸反向倒角刀及其制备方法.pdf
本发明提供一种可拆卸反向倒角刀,包括:刀柄和刀头;其中,刀头与刀柄可拆卸连接;刀头的切割本体为截顶圆锥形;截顶圆锥形的底面直径大于倒角孔直径;截顶圆锥形的顶面直径小于倒角孔的直径。其优点在于克服现有一体式反向倒角刀的加工局限性,技术上给予弥补,大大降低刀具制造和采购成本,同时还提高加工效率,完全能取代人工2次普通刮刀的操作,彻底解决由于手工不合理操作而带来的零件内部倒角不均匀、毛刺残留、内部划伤等等不同程度的质量缺陷;进一步解决生产高昂采购成本浪费,质量水平低下,产品报废率高,加工速度慢、效率低的现象。
硬质脆性板的倒角加工方法以及倒角加工装置.pdf
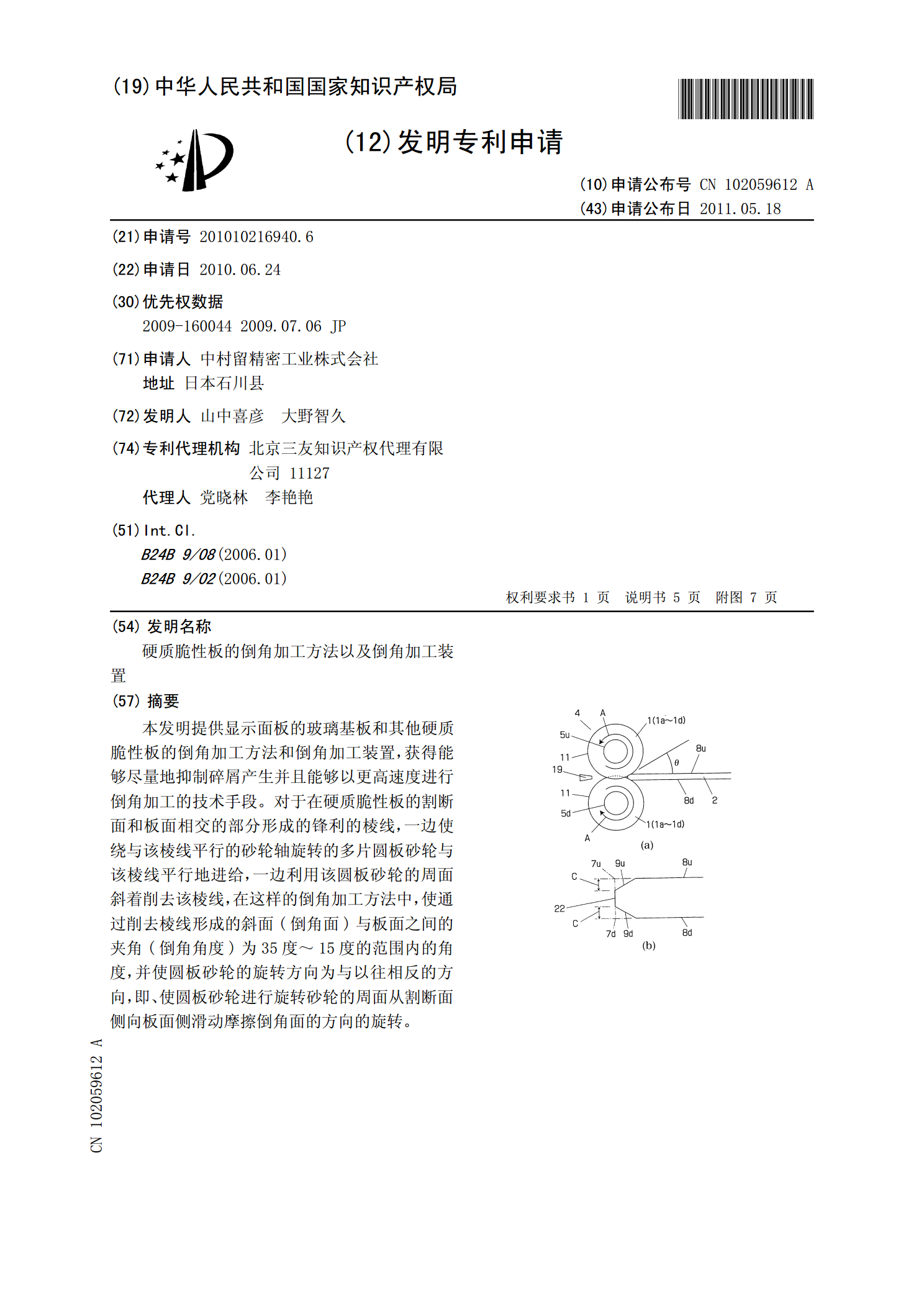
本发明提供显示面板的玻璃基板和其他硬质脆性板的倒角加工方法和倒角加工装置,获得能够尽量地抑制碎屑产生并且能够以更高速度进行倒角加工的技术手段。对于在硬质脆性板的割断面和板面相交的部分形成的锋利的棱线,一边使绕与该棱线平行的砂轮轴旋转的多片圆板砂轮与该棱线平行地进给,一边利用该圆板砂轮的周面斜着削去该棱线,在这样的倒角加工方法中,使通过削去棱线形成的斜面(倒角面)与板面之间的夹角(倒角角度)为35度~15度的范围内的角度,并使圆板砂轮的旋转方向为与以往相反的方向,即、使圆板砂轮进行旋转砂轮的周面从割断面侧向

晶片的倒角加工方法.pdf
在以往的晶片倒角加工中,虽然晶片周的倒角形状(截面形状)均匀,但在晶片制造的倒角工序处理中,均匀的倒角形状随圆周位置而产生了变化,所以,本发明提供一种对晶片制造的倒角工序处理中的变形进行了估计的晶片倒角加工方法。本发明的晶片的倒角加工方法使无槽砂轮接触在晶片的边缘(周端部)而对晶片进行倒角;其特征在于:将使上述晶片与砂轮在Z轴及Y轴方向上相对移动而在晶片整周形成相同的截面形状的移动轨迹作为基准,为了相应于晶片旋转角度位置在Z轴或Y轴中的至少一轴方向上使晶片与砂轮的相对位置从上述基准轨迹位置变动地进行加工动

倒角加工方法及相应装置.pdf
本发明提供了一种倒角加工方法及用于实现该方法的倒角加工装置。该方法用于在待加工工件上加工倒角,并且包括:根据待加工工件的三维模型确定刀具的刀轴矢量和位置的第一组值,所述第一组值使得刀具的外轮廓面与倒角的第一轮廓线相切并且与倒角的第二轮廓线相离;以所述第一组值作为初始值来更新刀具的刀轴矢量和位置中的至少一个,直至刀具的外轮廓面与倒角的第一和第二轮廓线都相切;以及根据更新的结果确定刀具的最终刀轴矢量和最终位置以用于控制刀具加工倒角。本发明还提供了一种计算机存储介质。