
一种不锈钢/铝合金异种金属钎焊装接方法.pdf

一吃****春艳


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种不锈钢/铝合金异种金属钎焊装接方法.pdf
本发明涉及一种不锈钢/铝合金异种金属钎焊装接方法,对不锈钢管件挂锡表面进行清理,对铝合金法兰盘灌锡槽表面进行刮削、清理,然后再进行加热钎焊装接,最后清洗产品。并进行检测,以保障满足产品合格要求。由于在清洗之后的加热过程后进行了刮削处理,再进行芯轴导向下的转动钎焊装接,减小了温度场差异,减小了氧化物残留,促进了液态锡钎焊缝气孔的析出能力,因此在不锈钢管件和铝合金法兰盘钎焊装接过程中,气孔和氧化夹渣等缺陷得到了有效控制,合格率大幅度提升,满足了产品钎焊装接过程控制的工艺要求和产品合格使用要求。
一种用于混凝土机械异种金属的真空钎焊方法.pdf
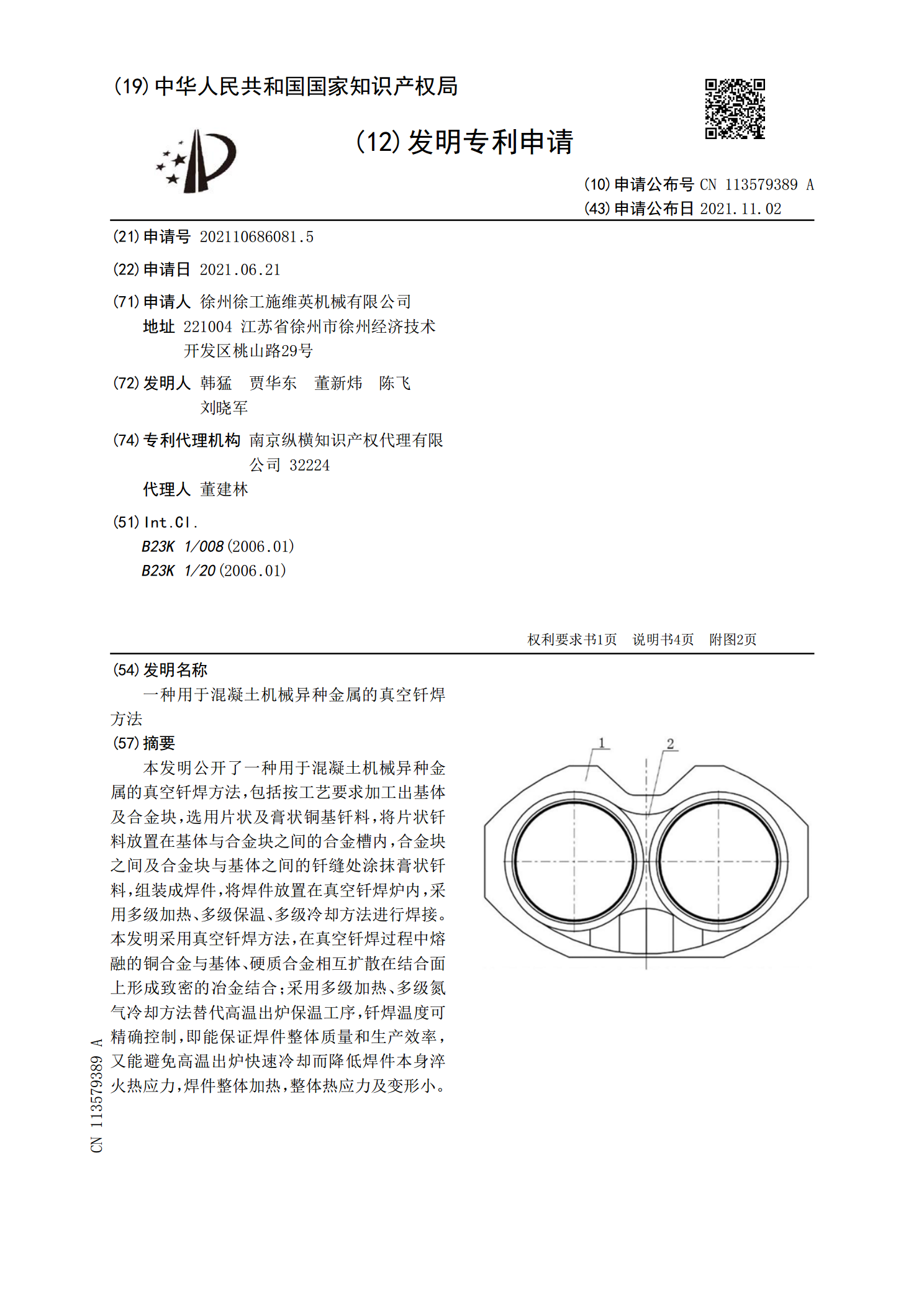
本发明公开了一种用于混凝土机械异种金属的真空钎焊方法,包括按工艺要求加工出基体及合金块,选用片状及膏状铜基钎料,将片状钎料放置在基体与合金块之间的合金槽内,合金块之间及合金块与基体之间的钎缝处涂抹膏状钎料,组装成焊件,将焊件放置在真空钎焊炉内,采用多级加热、多级保温、多级冷却方法进行焊接。本发明采用真空钎焊方法,在真空钎焊过程中熔融的铜合金与基体、硬质合金相互扩散在结合面上形成致密的冶金结合;采用多级加热、多级氮气冷却方法替代高温出炉保温工序,钎焊温度可精确控制,即能保证焊件整体质量和生产效率,又能避免高
一种铝或铝合金与其它金属钎焊的方法.pdf
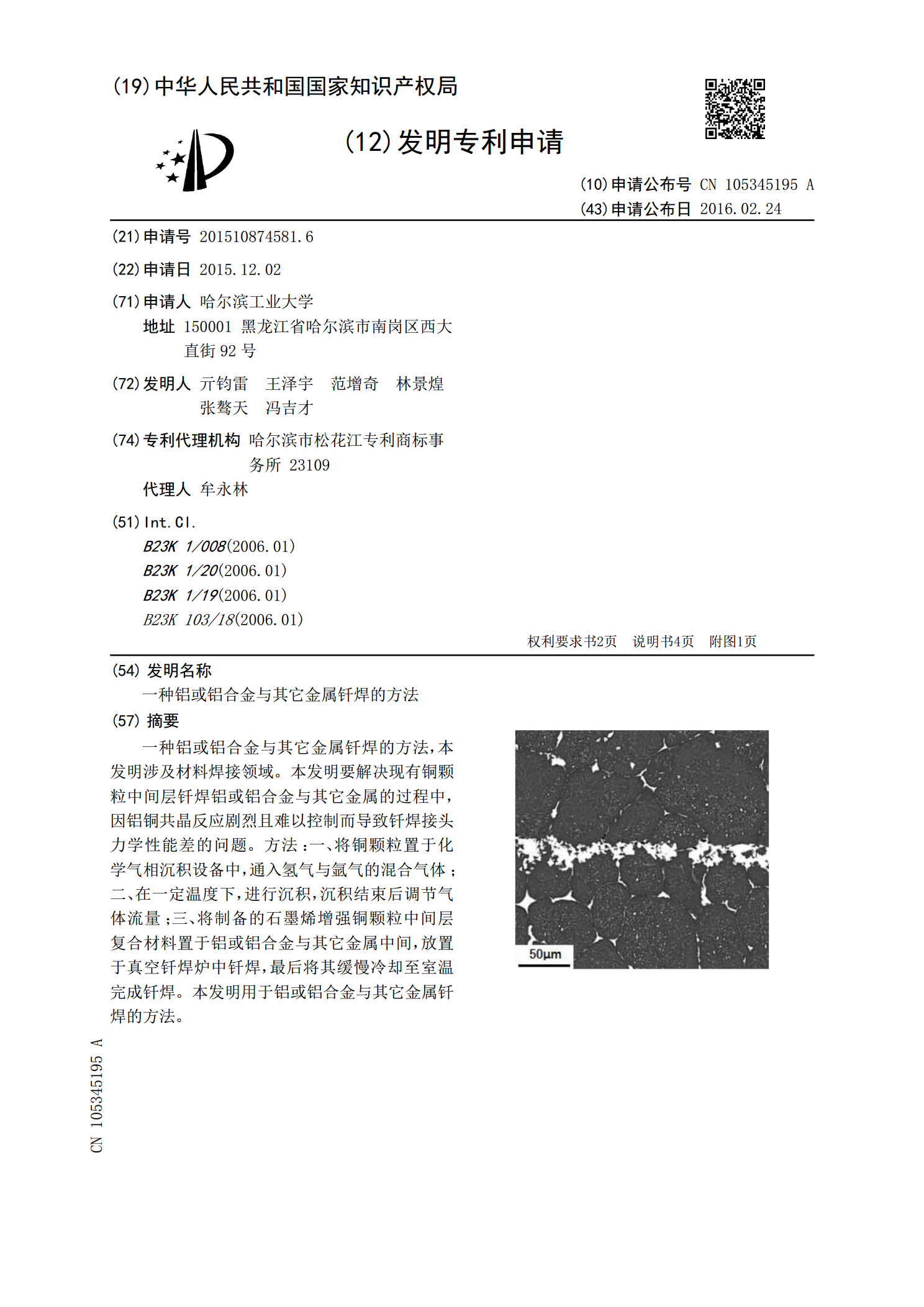
一种铝或铝合金与其它金属钎焊的方法,本发明涉及材料焊接领域。本发明要解决现有铜颗粒中间层钎焊铝或铝合金与其它金属的过程中,因铝铜共晶反应剧烈且难以控制而导致钎焊接头力学性能差的问题。方法:一、将铜颗粒置于化学气相沉积设备中,通入氢气与氩气的混合气体;二、在一定温度下,进行沉积,沉积结束后调节气体流量;三、将制备的石墨烯增强铜颗粒中间层复合材料置于铝或铝合金与其它金属中间,放置于真空钎焊炉中钎焊,最后将其缓慢冷却至室温完成钎焊。本发明用于铝或铝合金与其它金属钎焊的方法。

一种铜-钢异种金属火焰钎焊焊料制备方法.pdf
本发明属于焊接技术领域,具体的,公开了一种铜‑钢异种金属火焰钎焊焊料制备方法。本发明通过先将氟化钾和硼酸混合,其次将其混合物放入瓷坛中,在瓷坛内加入石球,再将瓷坛放在球磨机上进行球磨,待混合物混合均匀后,取出石球,最后将混合均匀的混合物放入烘干箱中干燥即获得所需的钎焊焊料粉末。本发明的优点是:实用性高、生产成本低,大大提高了铜‑钢异种金属焊接的可靠性,安全、环保,发烟量小,焊后残留物少且易清洗去除,焊缝成形好、强度高。
一种铝合金与异种金属非真空扩散焊接方法.pdf
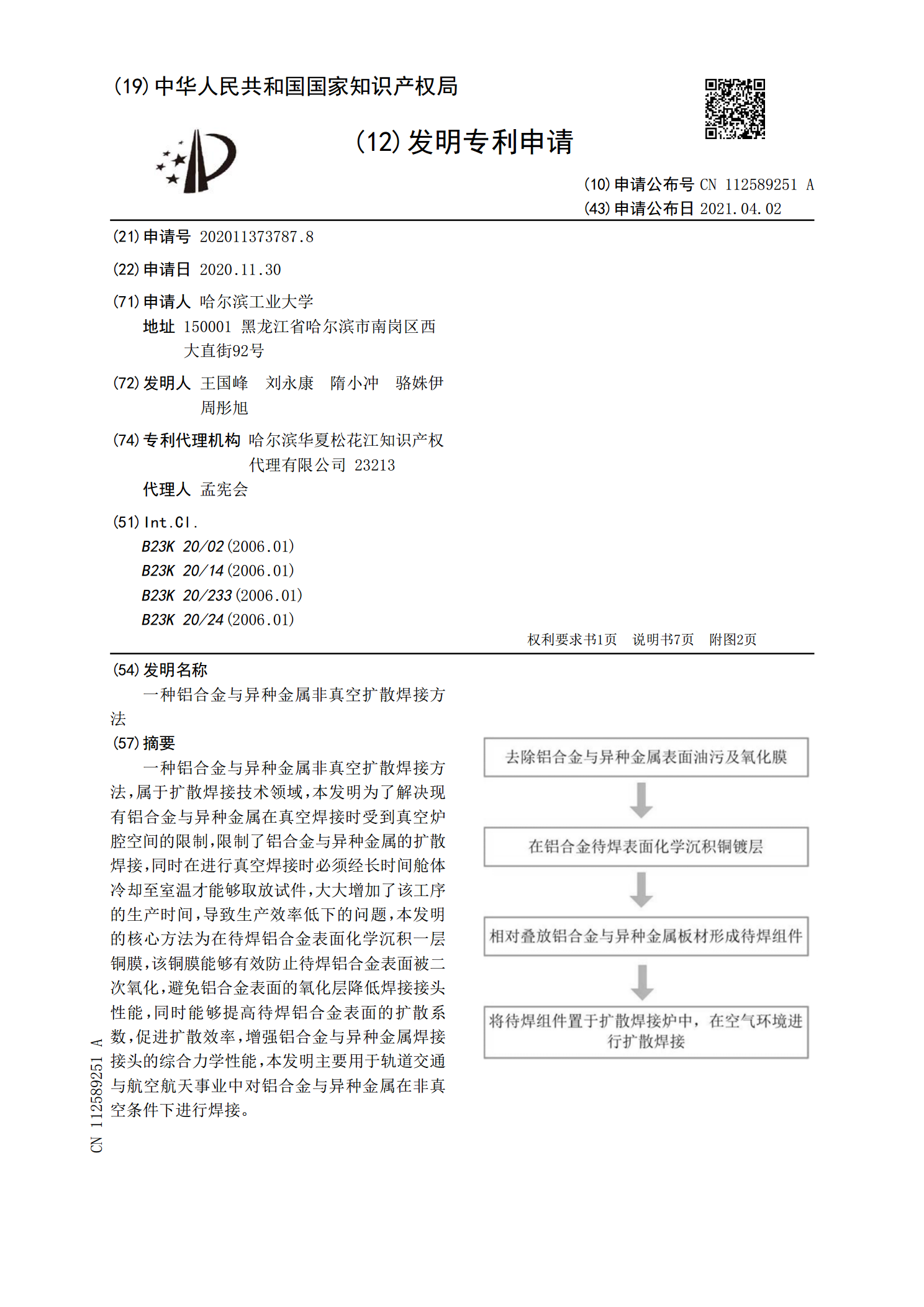
一种铝合金与异种金属非真空扩散焊接方法,属于扩散焊接技术领域,本发明为了解决现有铝合金与异种金属在真空焊接时受到真空炉腔空间的限制,限制了铝合金与异种金属的扩散焊接,同时在进行真空焊接时必须经长时间舱体冷却至室温才能够取放试件,大大增加了该工序的生产时间,导致生产效率低下的问题,本发明的核心方法为在待焊铝合金表面化学沉积一层铜膜,该铜膜能够有效防止待焊铝合金表面被二次氧化,避免铝合金表面的氧化层降低焊接接头性能,同时能够提高待焊铝合金表面的扩散系数,促进扩散效率,增强铝合金与异种金属焊接接头的综合力学性能