
一种用于混凝土机械异种金属的真空钎焊方法.pdf

努力****亚捷

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于混凝土机械异种金属的真空钎焊方法.pdf
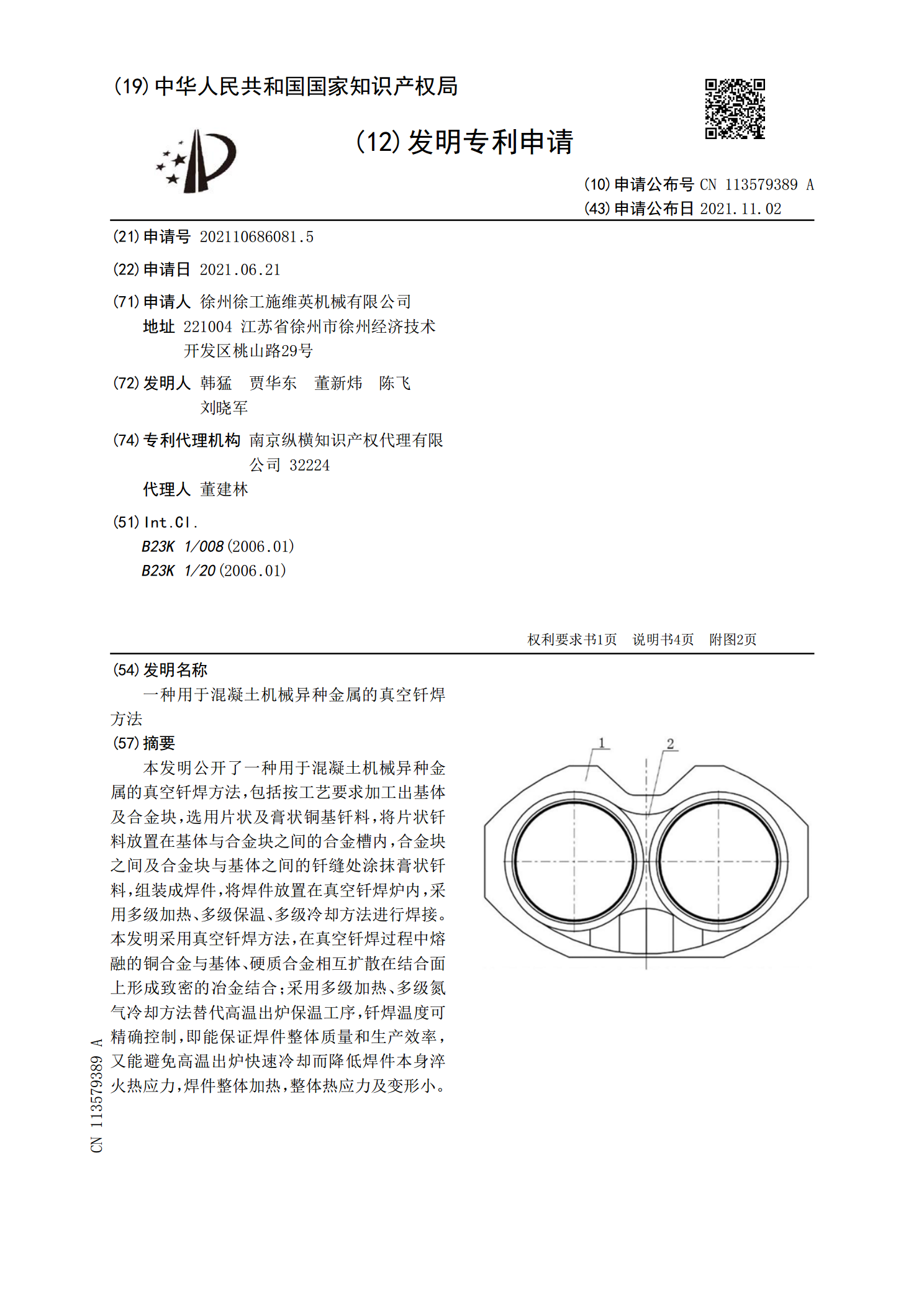
本发明公开了一种用于混凝土机械异种金属的真空钎焊方法,包括按工艺要求加工出基体及合金块,选用片状及膏状铜基钎料,将片状钎料放置在基体与合金块之间的合金槽内,合金块之间及合金块与基体之间的钎缝处涂抹膏状钎料,组装成焊件,将焊件放置在真空钎焊炉内,采用多级加热、多级保温、多级冷却方法进行焊接。本发明采用真空钎焊方法,在真空钎焊过程中熔融的铜合金与基体、硬质合金相互扩散在结合面上形成致密的冶金结合;采用多级加热、多级氮气冷却方法替代高温出炉保温工序,钎焊温度可精确控制,即能保证焊件整体质量和生产效率,又能避免高
一种异种材料真空钎焊结构及方法.pdf
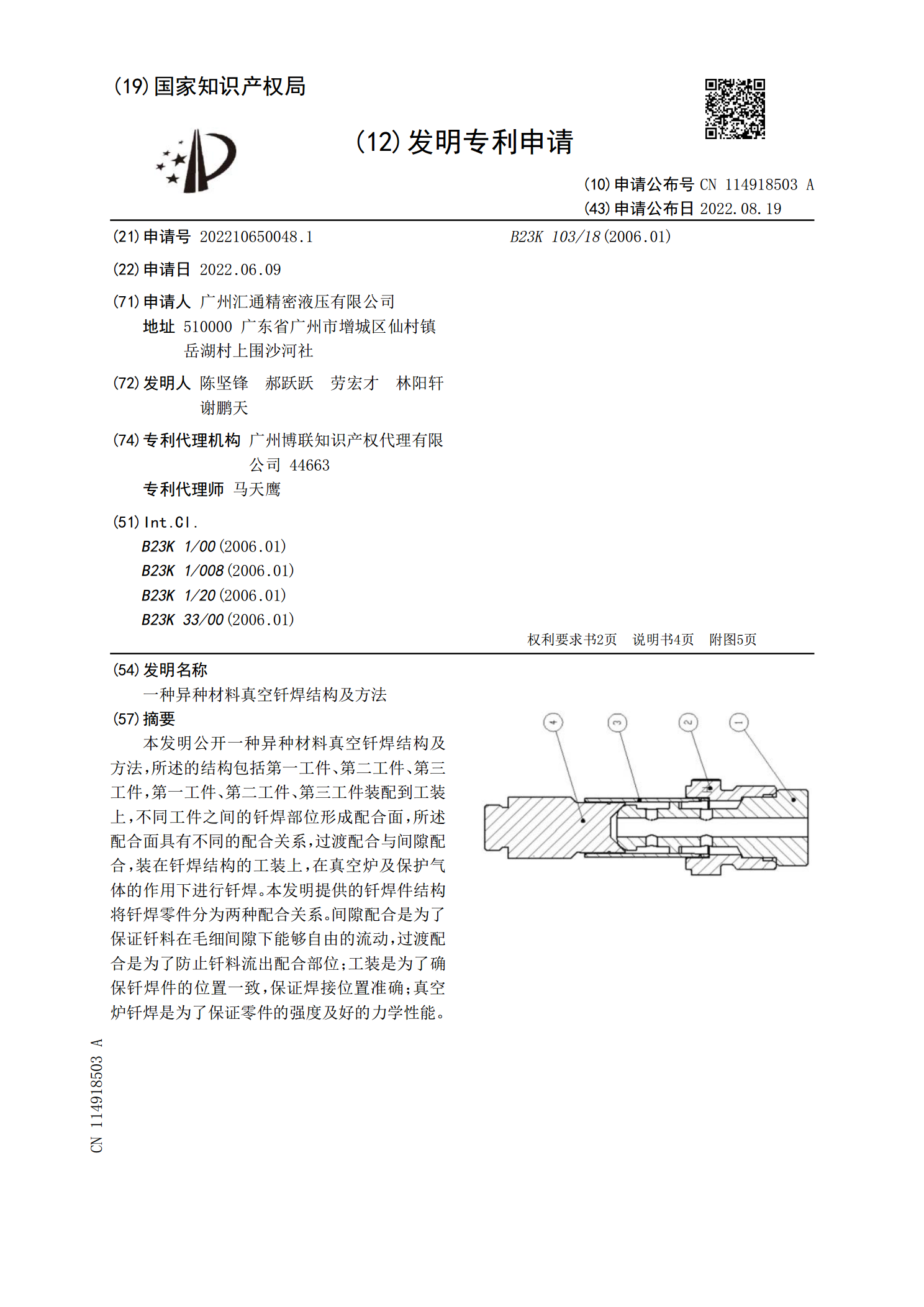
本发明公开一种异种材料真空钎焊结构及方法,所述的结构包括第一工件、第二工件、第三工件,第一工件、第二工件、第三工件装配到工装上,不同工件之间的钎焊部位形成配合面,所述配合面具有不同的配合关系,过渡配合与间隙配合,装在钎焊结构的工装上,在真空炉及保护气体的作用下进行钎焊。本发明提供的钎焊件结构将钎焊零件分为两种配合关系。间隙配合是为了保证钎料在毛细间隙下能够自由的流动,过渡配合是为了防止钎料流出配合部位;工装是为了确保钎焊件的位置一致,保证焊接位置准确;真空炉钎焊是为了保证零件的强度及好的力学性能。
一种异种材料套接式工件的真空钎焊方法.pdf
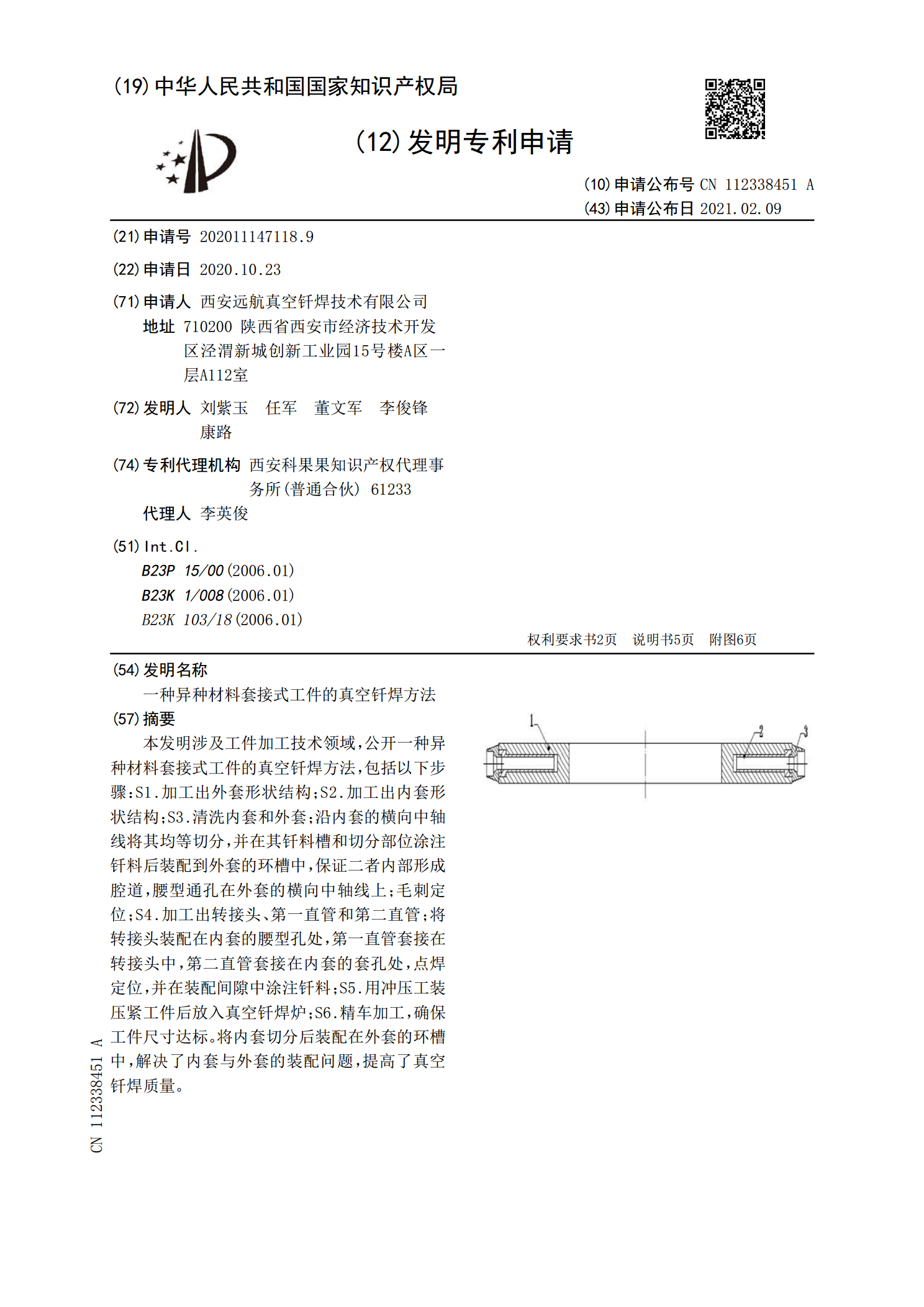
本发明涉及工件加工技术领域,公开一种异种材料套接式工件的真空钎焊方法,包括以下步骤:S1.加工出外套形状结构;S2.加工出内套形状结构;S3.清洗内套和外套;沿内套的横向中轴线将其均等切分,并在其钎料槽和切分部位涂注钎料后装配到外套的环槽中,保证二者内部形成腔道,腰型通孔在外套的横向中轴线上;毛刺定位;S4.加工出转接头、第一直管和第二直管;将转接头装配在内套的腰型孔处,第一直管套接在转接头中,第二直管套接在内套的套孔处,点焊定位,并在装配间隙中涂注钎料;S5.用冲压工装压紧工件后放入真空钎焊炉;S6.精

一种铜-钢异种金属火焰钎焊焊料制备方法.pdf
本发明属于焊接技术领域,具体的,公开了一种铜‑钢异种金属火焰钎焊焊料制备方法。本发明通过先将氟化钾和硼酸混合,其次将其混合物放入瓷坛中,在瓷坛内加入石球,再将瓷坛放在球磨机上进行球磨,待混合物混合均匀后,取出石球,最后将混合均匀的混合物放入烘干箱中干燥即获得所需的钎焊焊料粉末。本发明的优点是:实用性高、生产成本低,大大提高了铜‑钢异种金属焊接的可靠性,安全、环保,发烟量小,焊后残留物少且易清洗去除,焊缝成形好、强度高。
一种铂铱贵金属和低碳钢真空钎焊方法.pdf
本发明属于真空钎焊技术领域,涉及一种铂铱贵金属和低碳钢真空钎焊方法。本发明所使用的设备是真空钎焊炉,采用的焊接方法是真空钎焊。母材金属和钎料在高真空环境下完成焊接过程,不仅保证了焊缝的清洁度和安全性的同时杜绝了高温下氮气融入熔池金属造成接头组织硬化的现象。此外整个焊接过程完全由自动化程序控制,具有良好的生产效率和安全可靠性;本发明是在低于6.0×10