
一种铝合金与异种金属非真空扩散焊接方法.pdf

一条****88

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铝合金与异种金属非真空扩散焊接方法.pdf
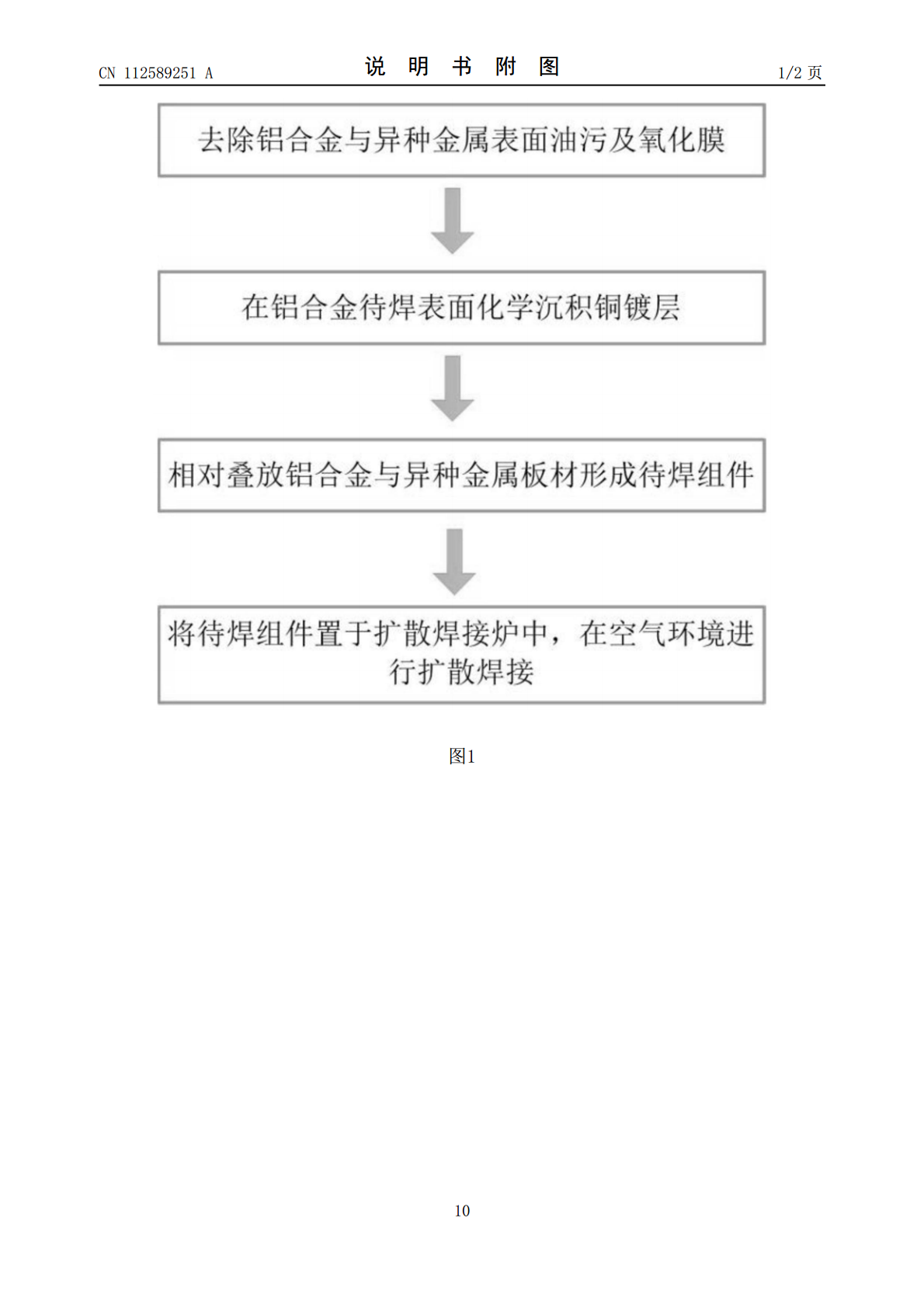
一种铝合金与异种金属非真空扩散焊接方法,属于扩散焊接技术领域,本发明为了解决现有铝合金与异种金属在真空焊接时受到真空炉腔空间的限制,限制了铝合金与异种金属的扩散焊接,同时在进行真空焊接时必须经长时间舱体冷却至室温才能够取放试件,大大增加了该工序的生产时间,导致生产效率低下的问题,本发明的核心方法为在待焊铝合金表面化学沉积一层铜膜,该铜膜能够有效防止待焊铝合金表面被二次氧化,避免铝合金表面的氧化层降低焊接接头性能,同时能够提高待焊铝合金表面的扩散系数,促进扩散效率,增强铝合金与异种金属焊接接头的综合力学性能
一种铝合金表面活化非真空扩散焊接及后续热处理方法.pdf
一种铝合金表面活化非真空扩散焊接及后续热处理方法,属于扩散焊接技术领域,本发明为了解决现有铝合金接头在进行真空焊接时受到真空炉腔空间的限制,限制了铝合金接头的工件尺寸,同时在进行真空焊接时必须经长时间舱体冷却至室温才能够取放试件,大大增加了该工序的生产时间,导致生产效率低下的问题,本发明的核心方法为在待焊铝合金表面电沉积晶粒尺寸为纳米级的铜膜,该铜膜能够有效防止待焊铝合金表面的二次氧化,避免铝合金表面的氧化层对焊接接头性能的影响,同时增加待焊表面扩散系数,达到活化的作用,本发明主要用于轨道交通与航空航天事

一种真空扩散焊接方法.pdf
本发明适用于焊接技术领域,提供了一种真空扩散焊接方法,用于焊接回转类零件,将胀芯、分瓣结构的胀瓣以及待焊接的第一焊件和第二焊件相互套接后放入一包套中,第一焊件和第二焊件之间以及零件与包套之间保留一定的间隙,在焊接的过程中,第二焊件受热膨胀,由于其线膨胀系数小于包套的线膨胀系数,在升温过程中包套与第二焊件之间的间隙会逐渐减小直至包套箍住第二焊件,在胀芯上施加压力通过胀瓣传递至第一焊件,通过胀瓣和包套对第一焊件和第二焊件施加的内外两侧的挤压力使第一焊件的外圆面和第二焊件的内孔面实现扩散焊接。本发明对外侧的第二
一种铝合金扩散焊接装置及铝合金扩散焊接方法.pdf
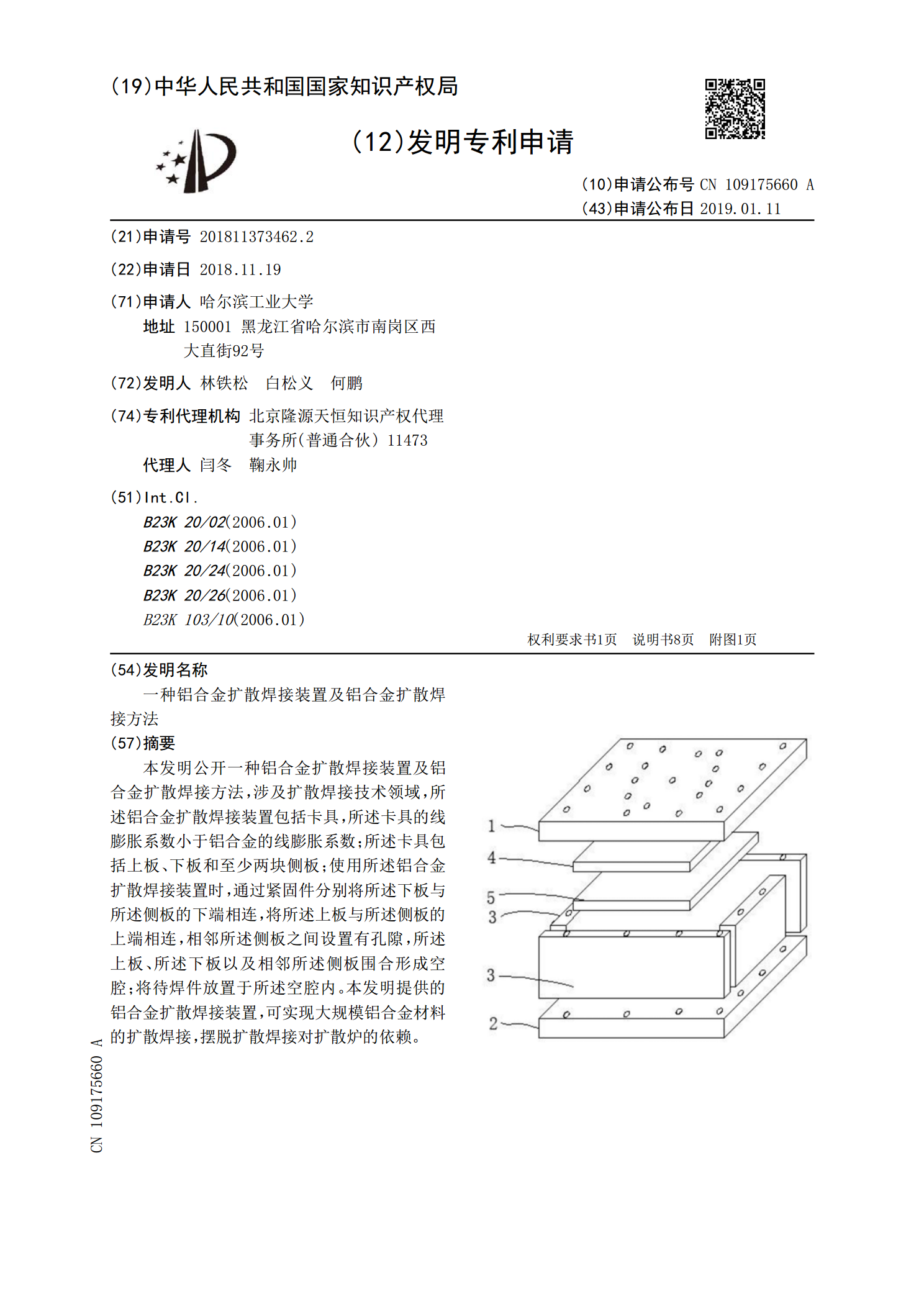
本发明公开一种铝合金扩散焊接装置及铝合金扩散焊接方法,涉及扩散焊接技术领域,所述铝合金扩散焊接装置包括卡具,所述卡具的线膨胀系数小于铝合金的线膨胀系数;所述卡具包括上板、下板和至少两块侧板;使用所述铝合金扩散焊接装置时,通过紧固件分别将所述下板与所述侧板的下端相连,将所述上板与所述侧板的上端相连,相邻所述侧板之间设置有孔隙,所述上板、所述下板以及相邻所述侧板围合形成空腔;将待焊件放置于所述空腔内。本发明提供的铝合金扩散焊接装置,可实现大规模铝合金材料的扩散焊接,摆脱扩散焊接对扩散炉的依赖。
一种铝合金扩散焊接方法.pdf
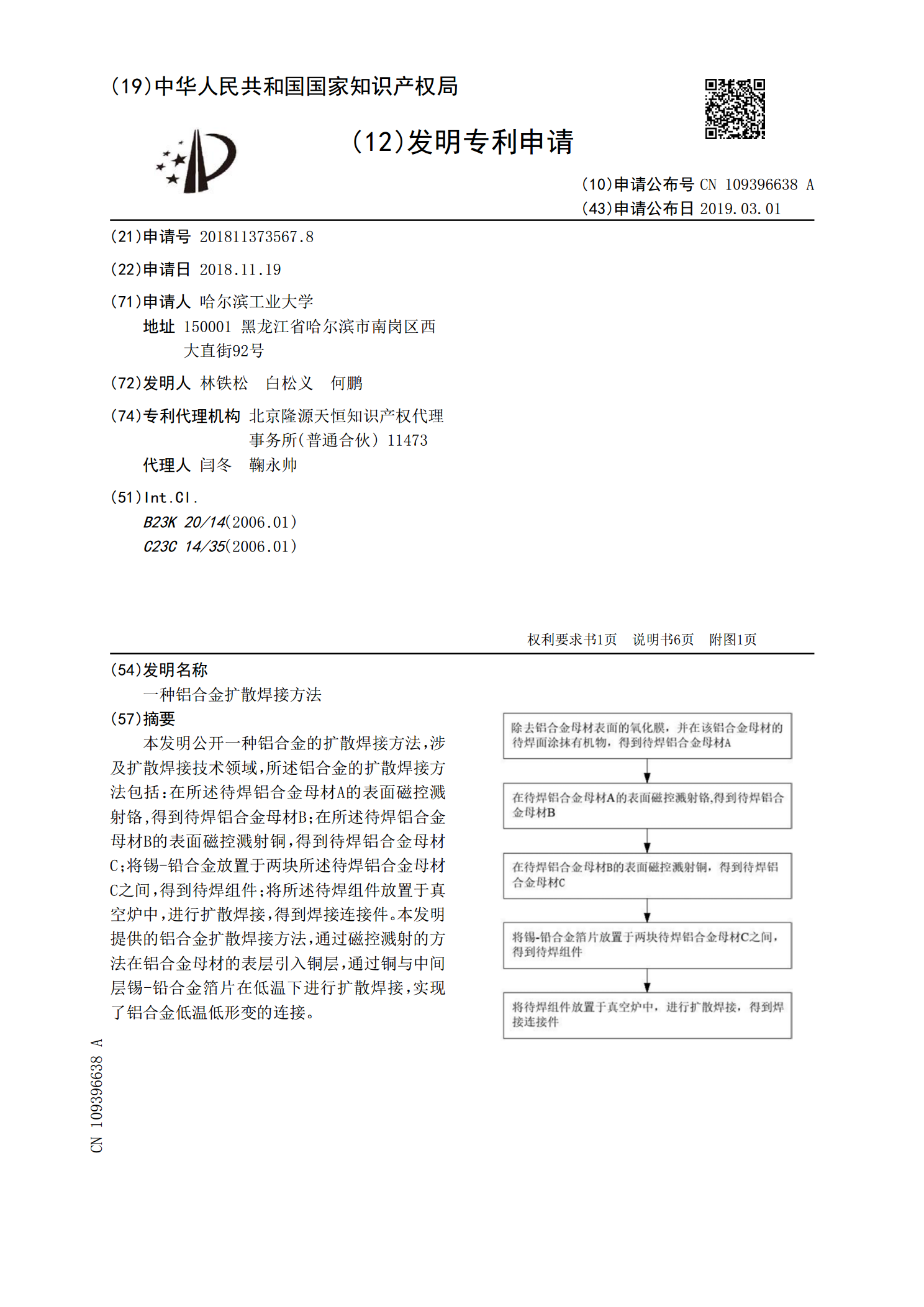
本发明公开一种铝合金的扩散焊接方法,涉及扩散焊接技术领域,所述铝合金的扩散焊接方法包括:在所述待焊铝合金母材A的表面磁控溅射铬,得到待焊铝合金母材B;在所述待焊铝合金母材B的表面磁控溅射铜,得到待焊铝合金母材C;将锡‑铅合金放置于两块所述待焊铝合金母材C之间,得到待焊组件;将所述待焊组件放置于真空炉中,进行扩散焊接,得到焊接连接件。本发明提供的铝合金扩散焊接方法,通过磁控溅射的方法在铝合金母材的表层引入铜层,通过铜与中间层锡‑铅合金箔片在低温下进行扩散焊接,实现了铝合金低温低形变的连接。