
一种船舶多板组装焊接结构及焊接方法.pdf

宁馨****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种船舶多板组装焊接结构及焊接方法.pdf
本发明公开一种船舶多板组装焊接结构及焊接方法,其中,船舶多板组装焊接结构包括内底板、底部边纵绗、舭部内壳板和肘板,底部边纵绗和舭部内壳板分别焊接在内底板的相对的两侧,内底板具有板本体和连接部,底部边纵绗设置在板本体和连接部连接的位置,板本体水平设置,连接部朝向底部边纵绗所在的一侧弯曲,肘板连接在连接部远离板本体的一端。通过将内底板端部的连接部朝向底部边纵绗所在的一侧弯曲,增加了连接部与舭部内壳板之间的空间,为肘板的焊接预留出更多的操作空间,提升了肘板焊接的质量,不用牺牲位于舭部内壳板和内底板远离底部边纵绗

一种桥梁钢结构中的板单元组装焊接系统及焊接方法.pdf
本发明涉及一种桥梁钢结构中的板单元组装焊接系统及焊接方法,属于焊接技术领域。技术方案是:横梁组件(1)中的滑板(27)与压紧导向装置(4)的安装座连接,横梁组件(1)的滑板侧方装有滑板手动锁紧组件(3),横梁组件(1)的滑板上方装有滑板电驱动组件(2),U型肋组装定位装置(5)和板型肋组装定位装置(6)安装在压紧导向装置(4)的连接架上。本发明的有益效果是:适用范围广,既能够对U型肋工件进行定点组装定位,又能够对板型肋工件实现连续组装定位,U型肋工件组装定位装置通过快速更换仿形插板提高产品适用范围和对工件

管板对接结构的焊接方法及焊接系统.pdf
本发明涉及焊接技术领域,尤其涉及管板对接结构的焊接方法及焊接系统。该焊接方法包括:驱动焊枪在管板对接结构的环焊缝内沿环焊缝连续施焊,并在连续施焊的过程中,驱动焊枪在环焊缝的坡口侧和非坡口侧之间按照运条路线多次交叉移动。该方法利用焊枪的移动路线实现“叠花8字”的运条路线,从而加大环焊缝内的熔池金属与母材的接触面积及电弧停留时间,抵消焊缝内的熔制金属出现受重力影响而下淌的缺陷,并且能够根据坡口侧和非坡口侧的结构特点而合理分配电弧热输入,从根本上解决管板对接结构的全位置焊接中易出现的熔池下淌、熔透性不足或过量、
一种焊接H型钢的组装焊接方法.pdf
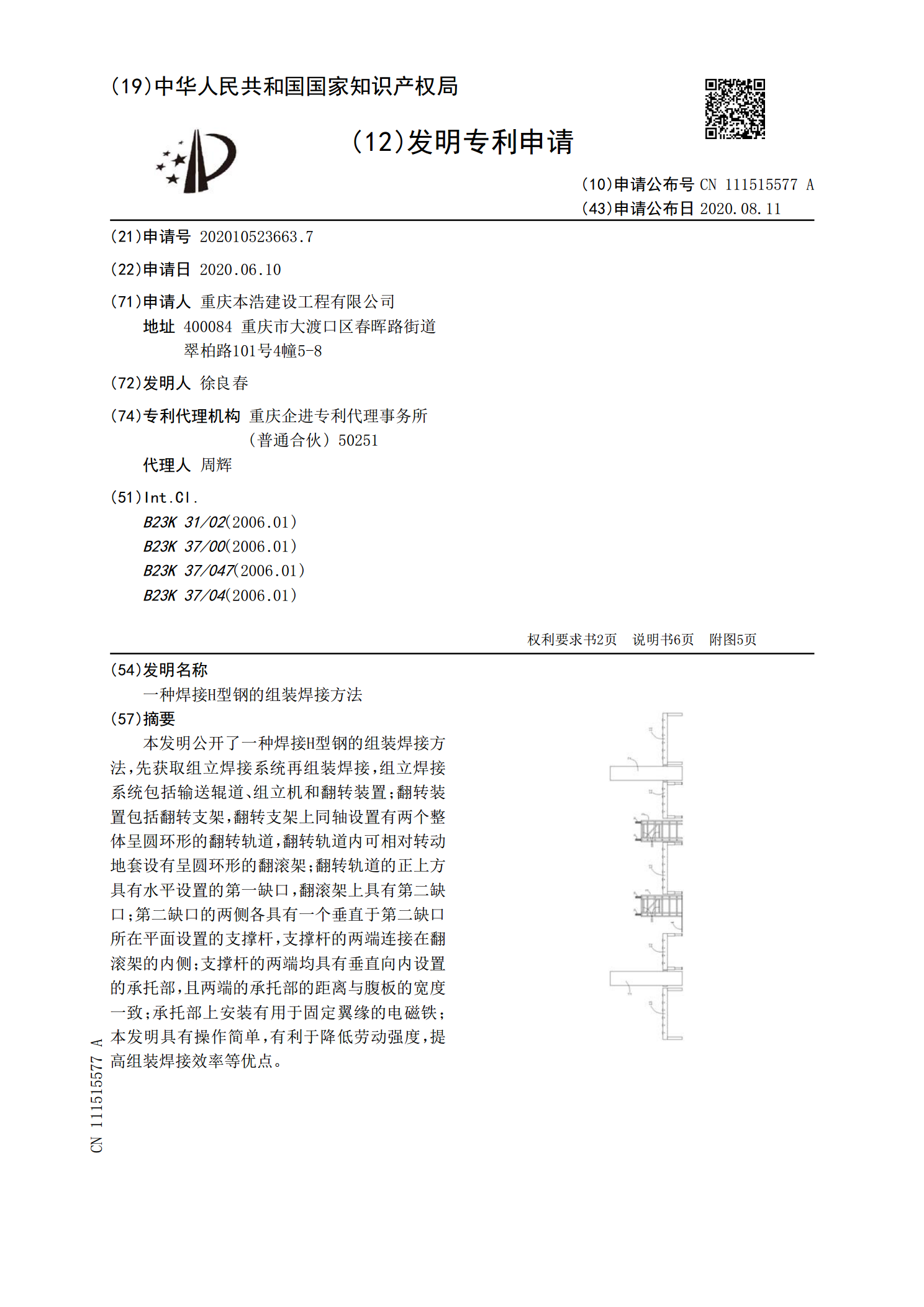
本发明公开了一种焊接H型钢的组装焊接方法,先获取组立焊接系统再组装焊接,组立焊接系统包括输送辊道、组立机和翻转装置;翻转装置包括翻转支架,翻转支架上同轴设置有两个整体呈圆环形的翻转轨道,翻转轨道内可相对转动地套设有呈圆环形的翻滚架;翻转轨道的正上方具有水平设置的第一缺口,翻滚架上具有第二缺口;第二缺口的两侧各具有一个垂直于第二缺口所在平面设置的支撑杆,支撑杆的两端连接在翻滚架的内侧;支撑杆的两端均具有垂直向内设置的承托部,且两端的承托部的距离与腹板的宽度一致;承托部上安装有用于固定翼缘的电磁铁;本发明具有

肩梁结构的组装焊接方法.pdf
本发明提供一种肩梁结构的组装焊接方法,将吊车肢插板与肩梁局部加厚板、肩梁腹板焊接;将肩梁下盖板与肩梁腹板、吊车肢插板、肩梁局部加厚板的底部焊接;将肩梁上盖板与肩梁腹板、吊车肢插板、肩梁局部加厚板的顶部的两端焊接;将柱肢圆管与肩梁上盖板、肩梁下盖板、吊车肢插板以及肩梁腹板焊接;将肩梁内、外护板与所肩梁局部加厚板、肩梁腹板的内、外侧焊接;将上柱翼缘插板放入肩梁腹板之间;将上柱腹板插板放入上柱翼缘插板之间;将中间盖板与上柱翼缘插板、腹板插板、肩梁上盖板焊接,封闭肩梁上盖板之间形成的预设空间。利用本发明,能够解决