
一种焊接H型钢的组装焊接方法.pdf

小长****6淑


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种焊接H型钢的组装焊接方法.pdf
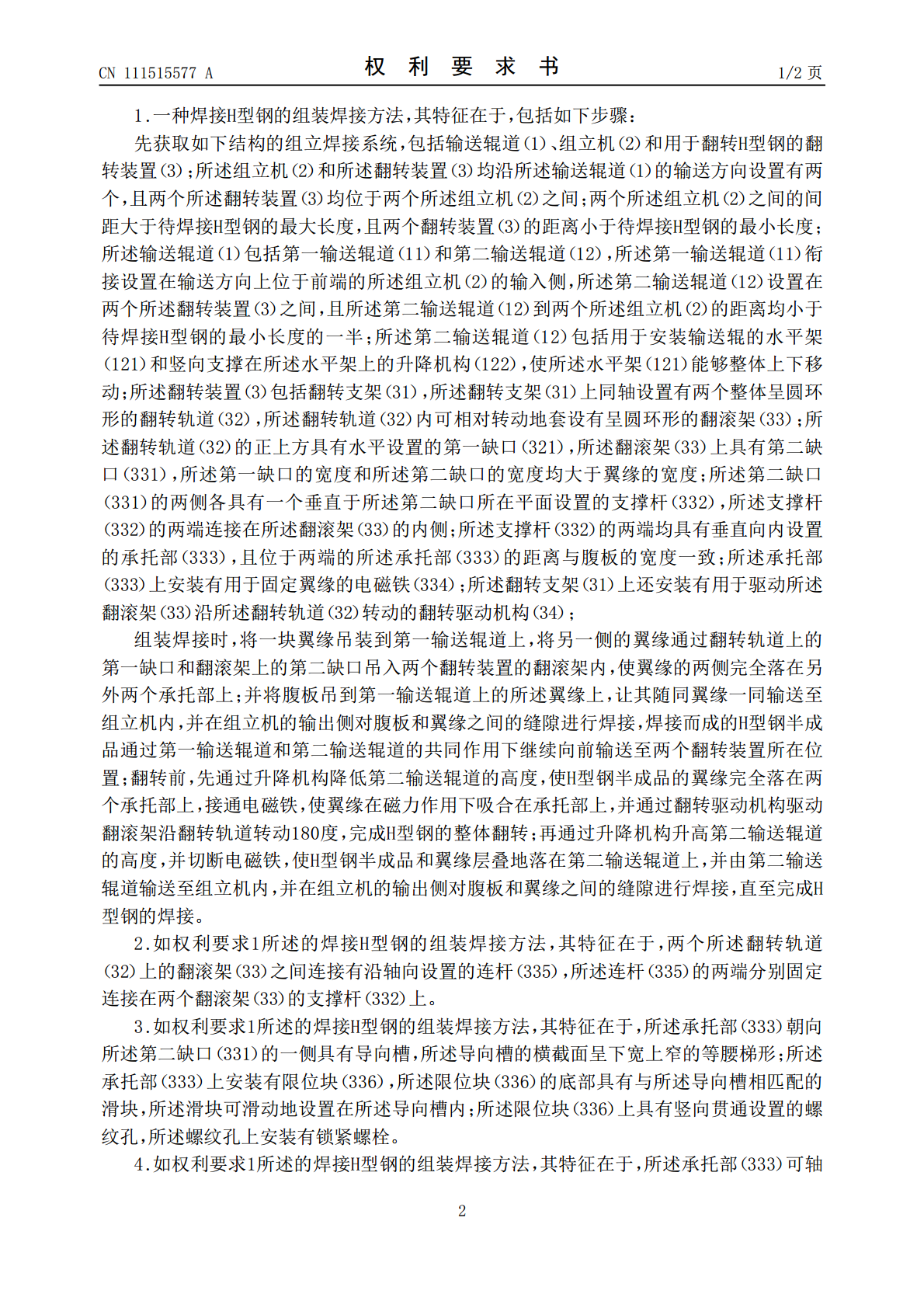
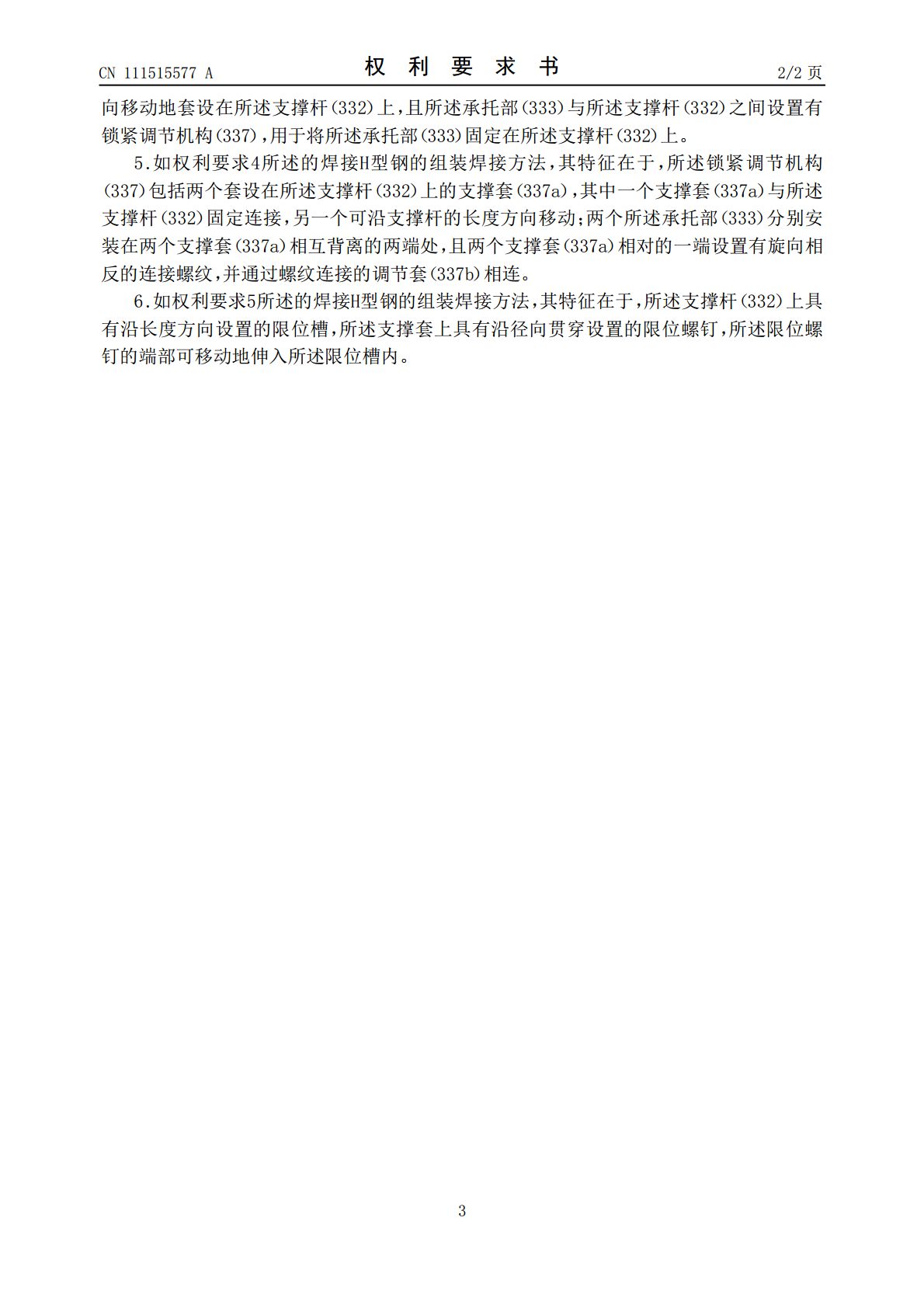
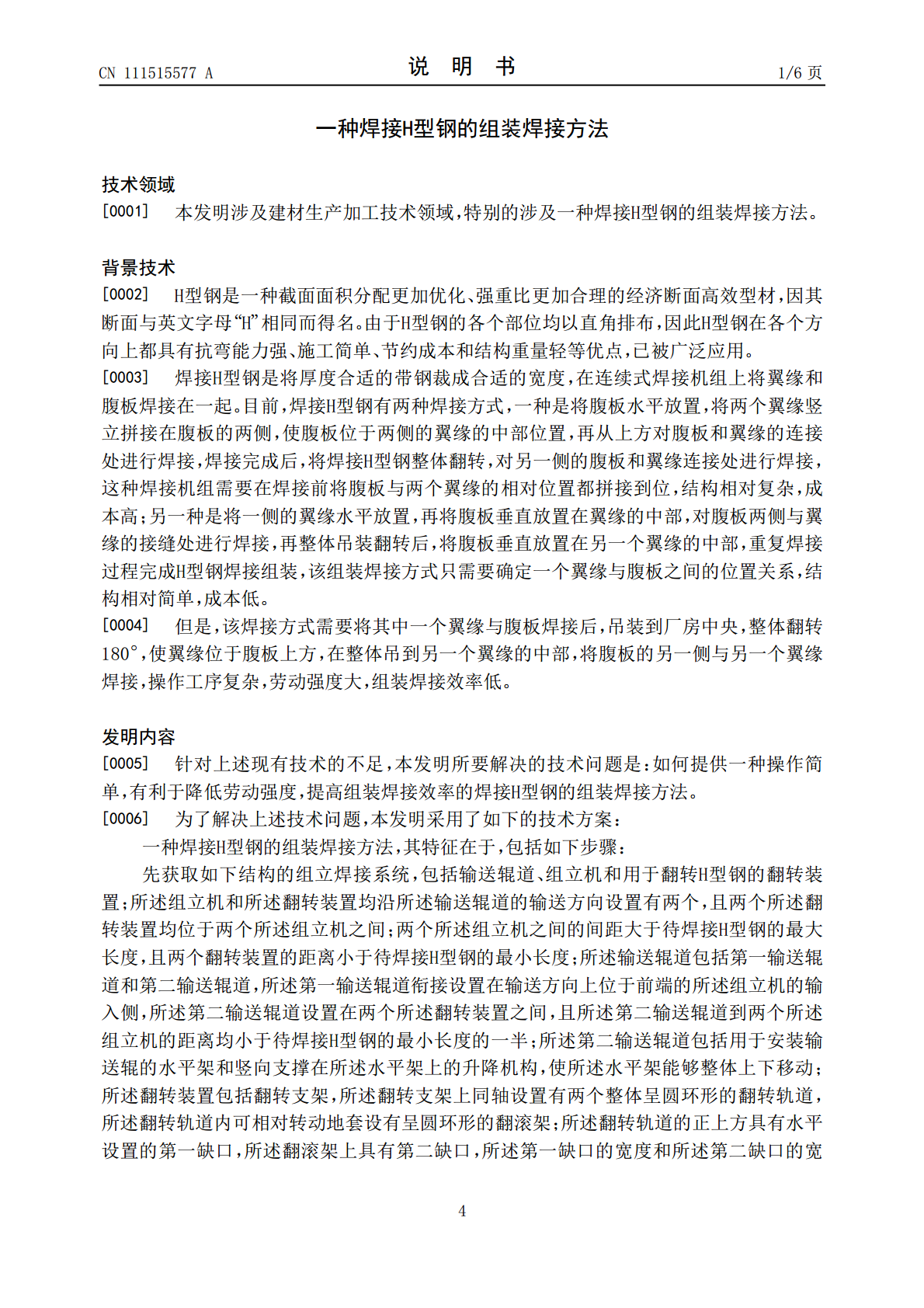
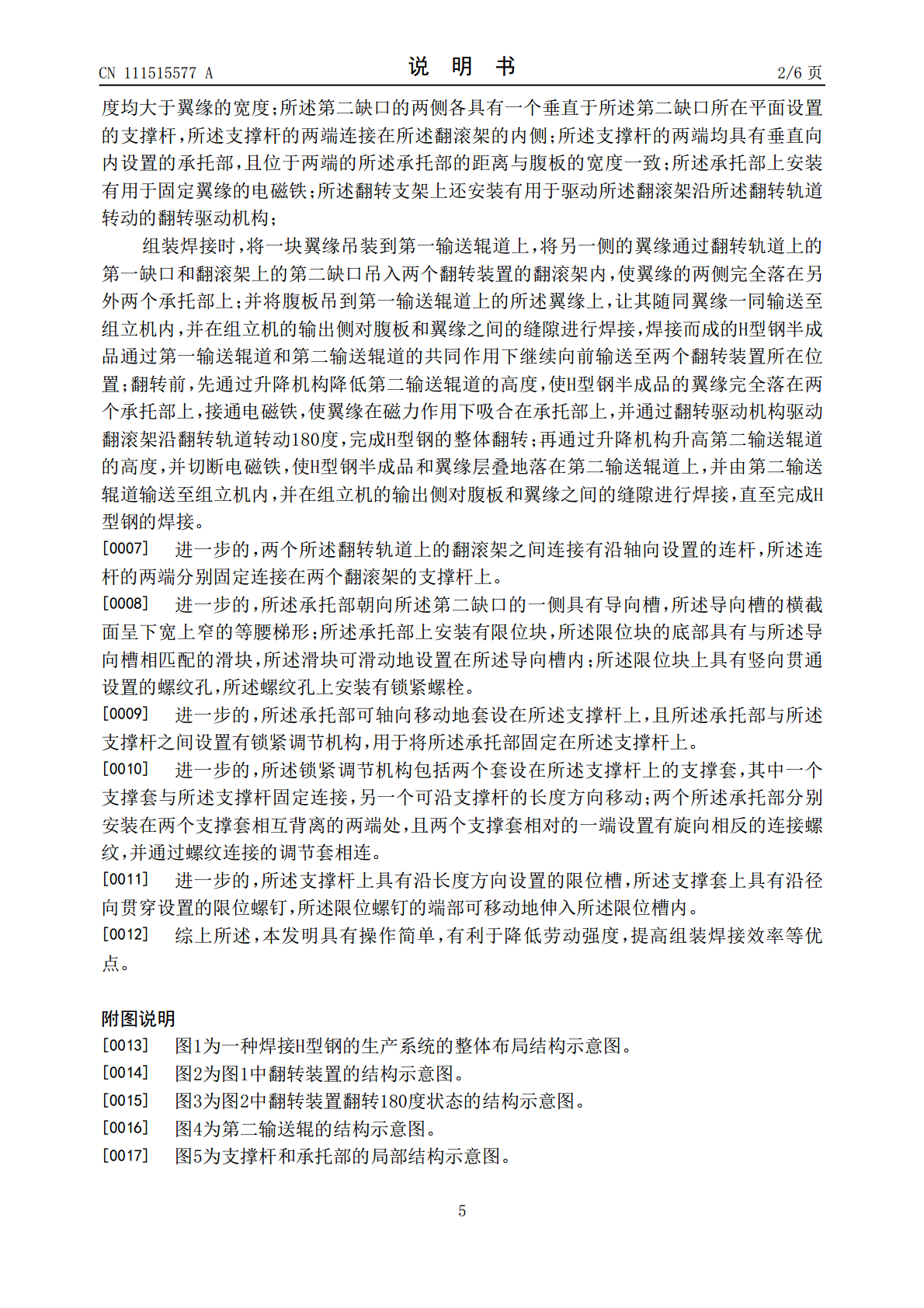
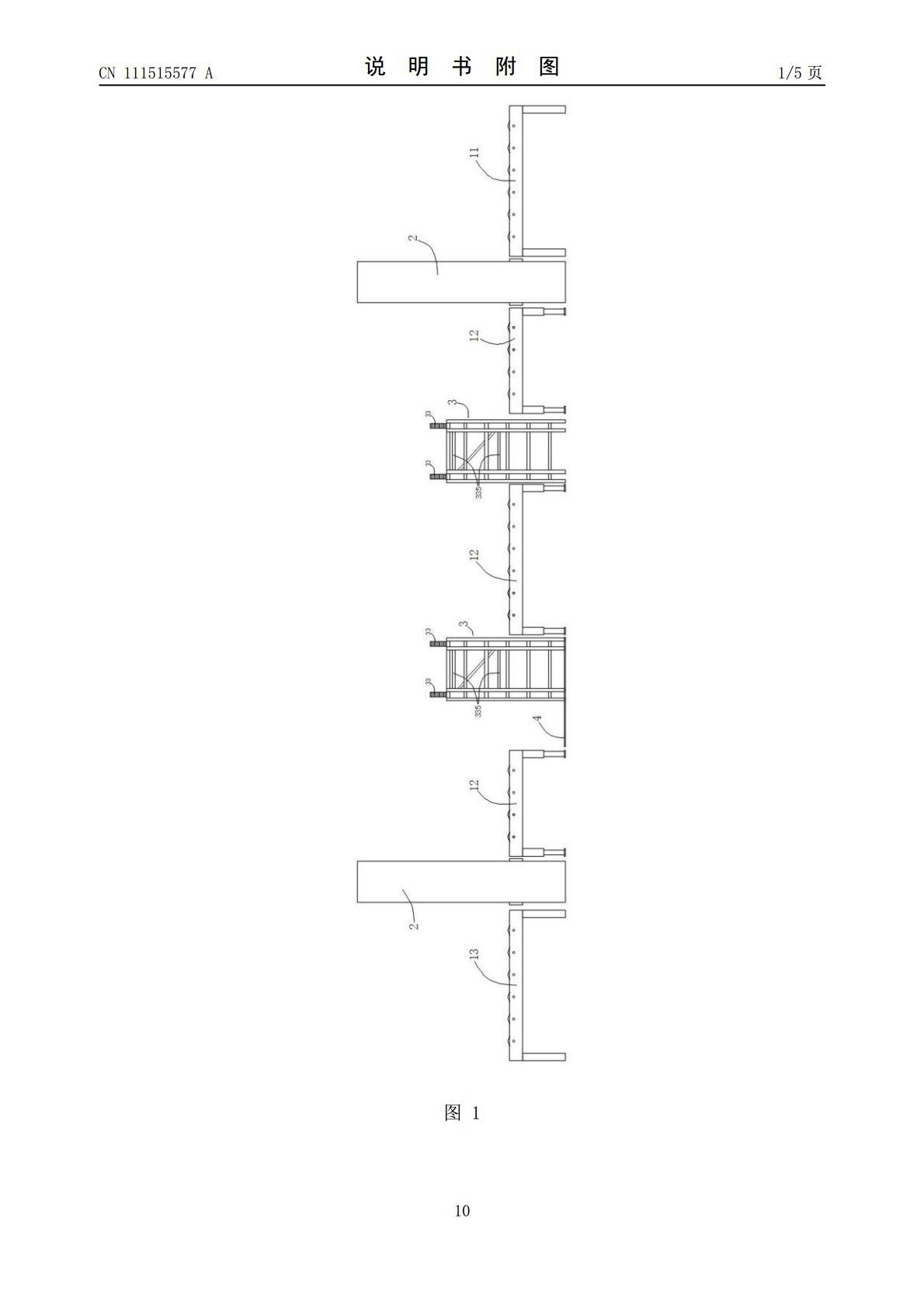
本发明公开了一种焊接H型钢的组装焊接方法,先获取组立焊接系统再组装焊接,组立焊接系统包括输送辊道、组立机和翻转装置;翻转装置包括翻转支架,翻转支架上同轴设置有两个整体呈圆环形的翻转轨道,翻转轨道内可相对转动地套设有呈圆环形的翻滚架;翻转轨道的正上方具有水平设置的第一缺口,翻滚架上具有第二缺口;第二缺口的两侧各具有一个垂直于第二缺口所在平面设置的支撑杆,支撑杆的两端连接在翻滚架的内侧;支撑杆的两端均具有垂直向内设置的承托部,且两端的承托部的距离与腹板的宽度一致;承托部上安装有用于固定翼缘的电磁铁;本发明具有

焊接H型钢组装.docx
3.1焊接H型钢组装2010-10-0117:30:09阅读111评论0字号:大中小订阅3.1.1适用范围本规程适用于钢结构构件采用焊接H型钢的施工工艺。3.1.2施工准备1、主要材料(1)钢材的品种、规格、性能应符合设计要求和国家现行有关产品标准的规定;进口钢材产品的质量应符合设计和合同规定的要求;均应具有产品质量合格证明文件。材料进厂后,公司检测中心应及时对钢材的表面质量、化学成分及机械性能进行检验。钢材进入车间时,应对其规格、表面质量进行复查合格后方可施工。(2)焊接材料包括焊条、焊丝、焊剂和焊接保
一种H型钢自动焊接装置及焊接方法.pdf
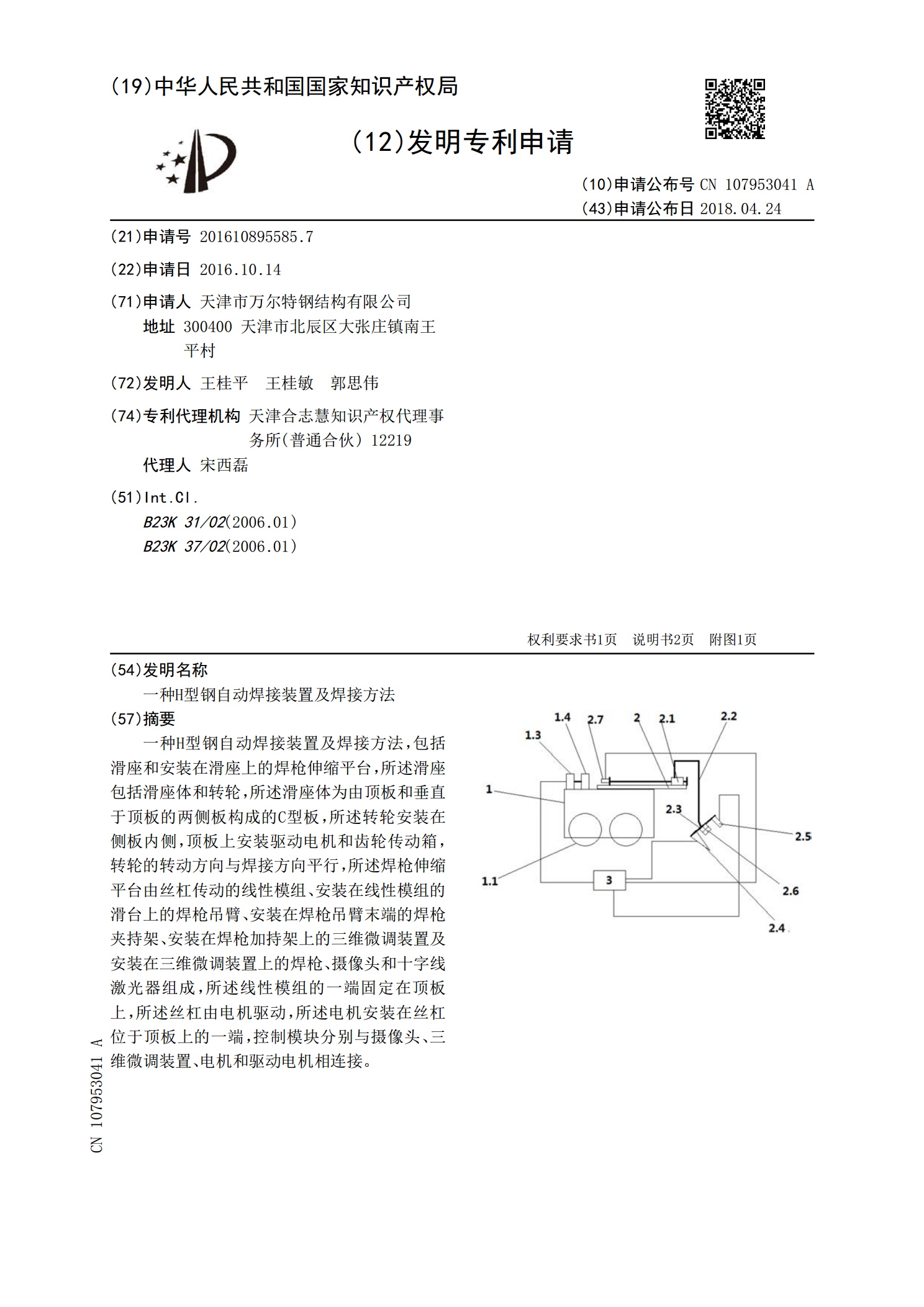
一种H型钢自动焊接装置及焊接方法,包括滑座和安装在滑座上的焊枪伸缩平台,所述滑座包括滑座体和转轮,所述滑座体为由顶板和垂直于顶板的两侧板构成的C型板,所述转轮安装在侧板内侧,顶板上安装驱动电机和齿轮传动箱,转轮的转动方向与焊接方向平行,所述焊枪伸缩平台由丝杠传动的线性模组、安装在线性模组的滑台上的焊枪吊臂、安装在焊枪吊臂末端的焊枪夹持架、安装在焊枪加持架上的三维微调装置及安装在三维微调装置上的焊枪、摄像头和十字线激光器组成,所述线性模组的一端固定在顶板上,所述丝杠由电机驱动,所述电机安装在丝杠位于顶板上的
一种H型钢柱脚焊接方法.pdf
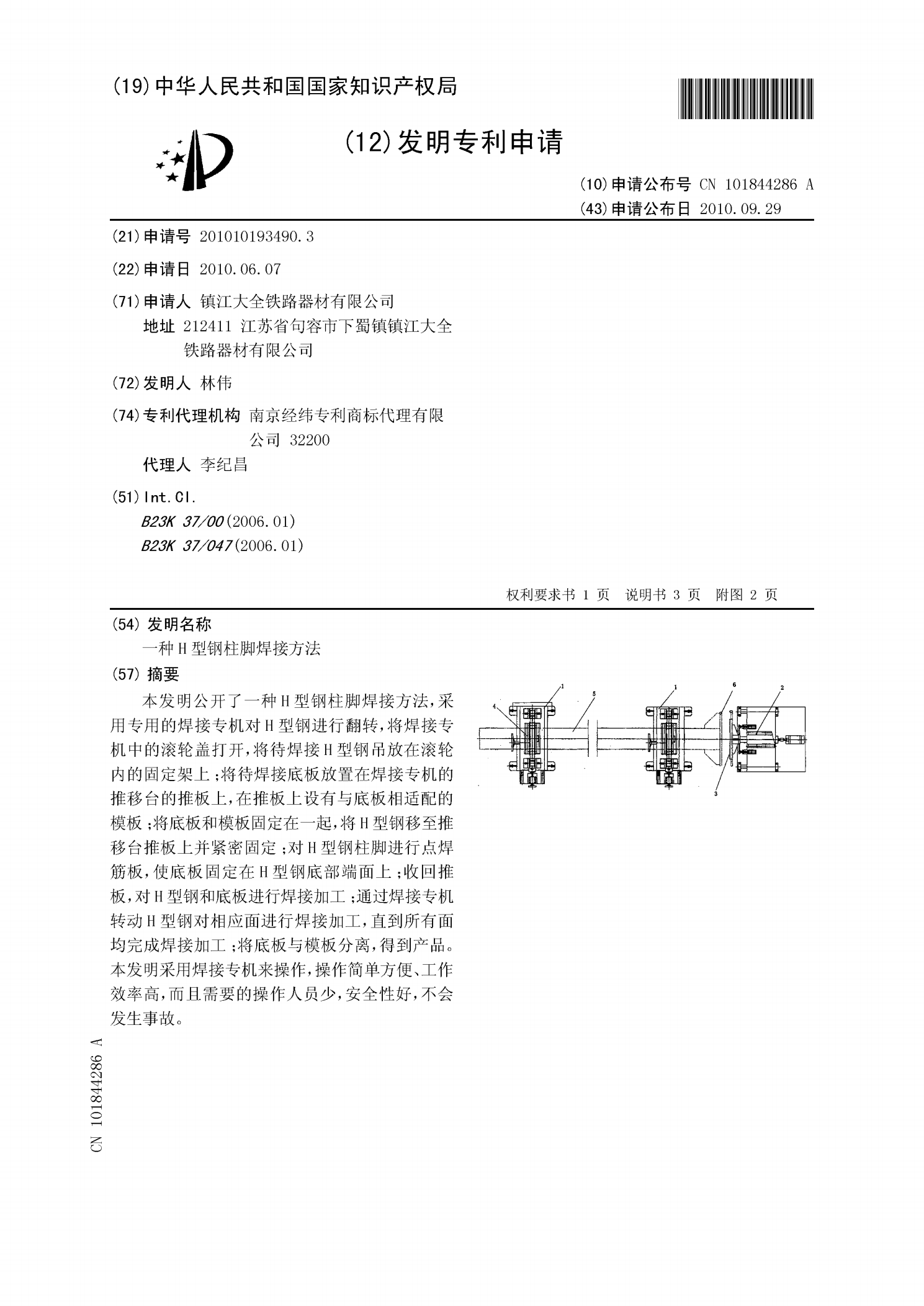
本发明公开了一种H型钢柱脚焊接方法,采用专用的焊接专机对H型钢进行翻转,将焊接专机中的滚轮盖打开,将待焊接H型钢吊放在滚轮内的固定架上;将待焊接底板放置在焊接专机的推移台的推板上,在推板上设有与底板相适配的模板;将底板和模板固定在一起,将H型钢移至推移台推板上并紧密固定;对H型钢柱脚进行点焊筋板,使底板固定在H型钢底部端面上;收回推板,对H型钢和底板进行焊接加工;通过焊接专机转动H型钢对相应面进行焊接加工,直到所有面均完成焊接加工;将底板与模板分离,得到产品。本发明采用焊接专机来操作,操作简单方便、工作效

一种便携式H型钢焊接装置及焊接方法.pdf
一种便携式H型钢焊接装置及焊接方法,所述装置包括滑座和安装在滑座上的焊枪伸缩平台,所述滑座包括滑座体和转轮,所述滑座体为由顶板和垂直于顶板的两侧板构成C型板,所述转轮安装在侧板内侧,所述顶板的宽度与待焊接的H型钢的腹板宽度相同,顶板上安装驱动电机和齿轮传动箱,驱动电机的输出轴连接齿轮传动箱输入轴,齿轮传动箱输出轴穿过顶板与转轮的轮轴相连接,转轮的转动方向与焊接方向平行,所述焊枪伸缩平台由丝杠传动的线性模组、安装在线性模组的滑台上的焊枪夹持架和安装在焊枪夹持架上的组成,所述线性模组的一端固定在顶板上,所述滑