
复合坐垫快速成型装置及成型方法.pdf

邻家****ng


1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

复合坐垫快速成型装置及成型方法.pdf
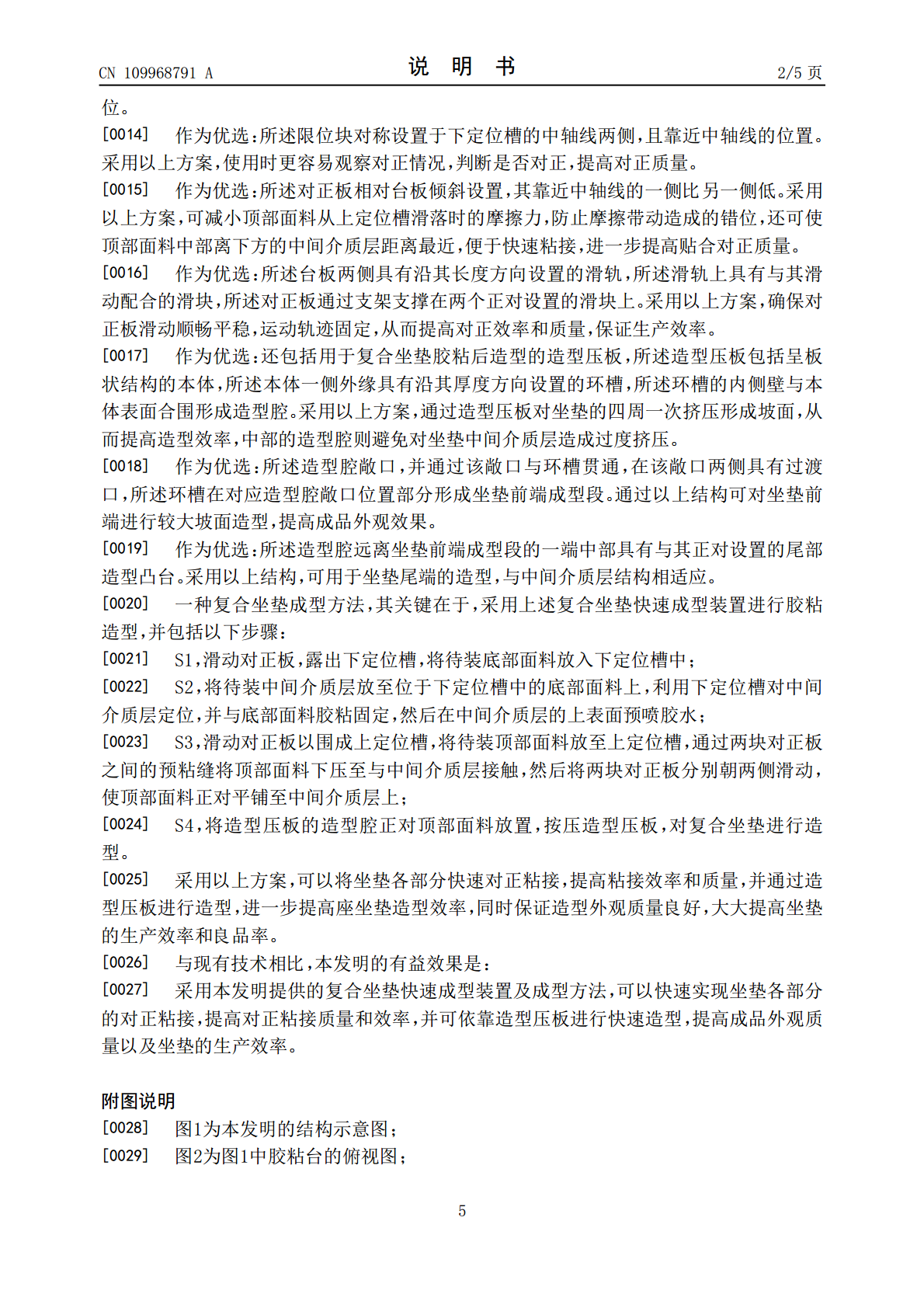
本发明公开了一种复合坐垫快速成型装置及成型方法,包括胶粘台,以及至少两块对正板,胶粘台上具有下定位槽,对正板活动设置于胶粘台上方,并可相对胶粘台滑动以合围形成上定位槽,所述上定位槽位于下定位槽的正上方,当两块对正板合围形成上定位槽时,两块所述对正板之间留有预粘缝,成型时可将通过下定位槽和上定位槽对坐垫各部分进行对正粘接,通过预粘缝实现预固定。采用上述技术方案,快速实现坐垫各部分的对正粘接,提高对正粘接质量和效率,并可依靠造型压板进行快速造型,提高成品外观质量以及坐垫的生产效率。
用于叶轮叶片快速成型装置及成型方法.pdf
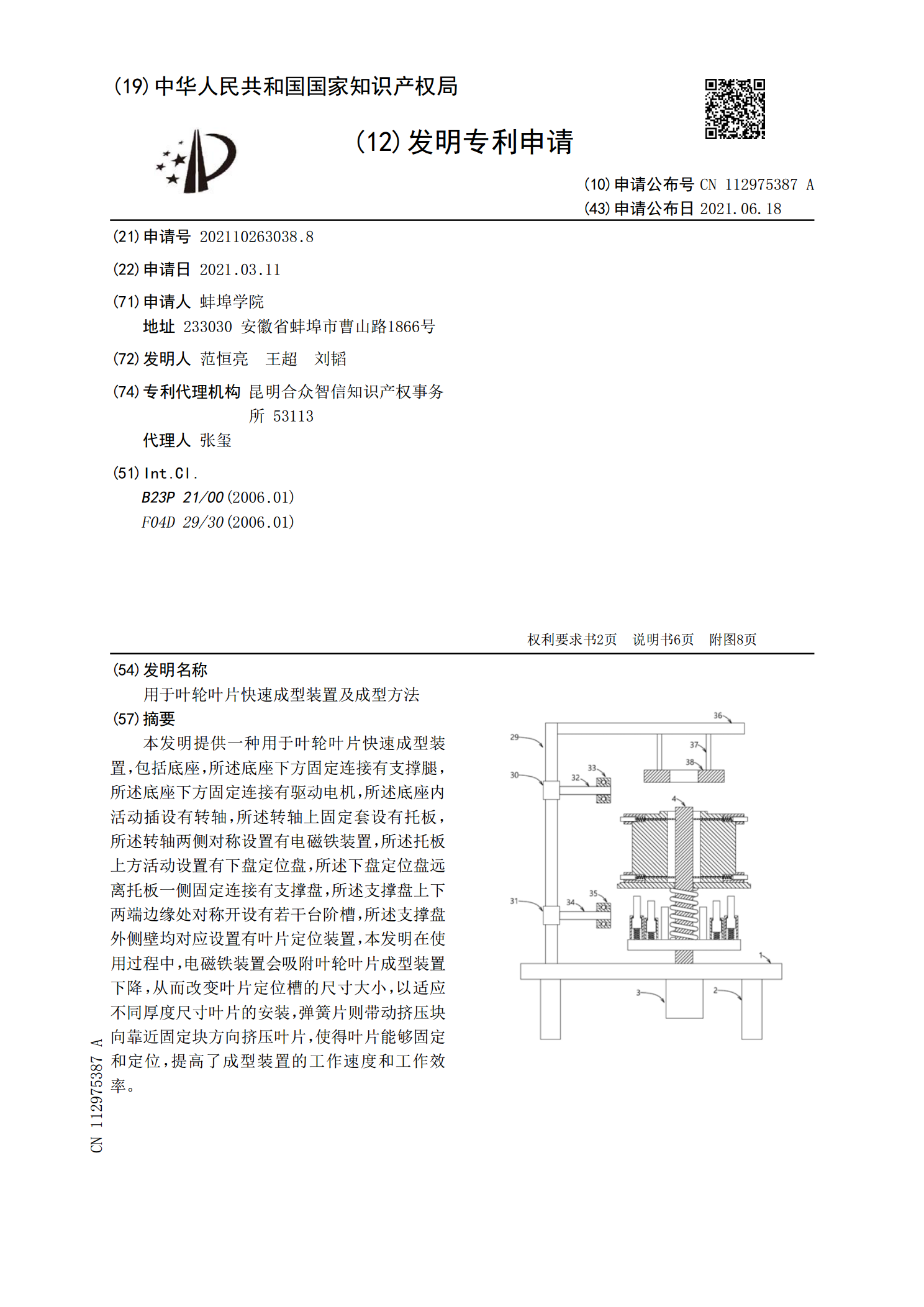
本发明提供一种用于叶轮叶片快速成型装置,包括底座,所述底座下方固定连接有支撑腿,所述底座下方固定连接有驱动电机,所述底座内活动插设有转轴,所述转轴上固定套设有托板,所述转轴两侧对称设置有电磁铁装置,所述托板上方活动设置有下盘定位盘,所述下盘定位盘远离托板一侧固定连接有支撑盘,所述支撑盘上下两端边缘处对称开设有若干台阶槽,所述支撑盘外侧壁均对应设置有叶片定位装置,本发明在使用过程中,电磁铁装置会吸附叶轮叶片成型装置下降,从而改变叶片定位槽的尺寸大小,以适应不同厚度尺寸叶片的安装,弹簧片则带动挤压块向靠近固定

一种金属或金属基复合材料快速成型装置及其成型方法.pdf
本发明公开了一种金属或金属基复合材料快速成型装置,包括加工平台和位于加工平台上的基板,加工平台上方设有即时清理钢丝刷机构和电阻焊机的导电滚轮;即时清理钢丝刷机构包括位于所述基板上方且相邻设置的滚动轮和钢丝刷一,以及紧贴基板设置的钢丝刷二;导电滚轮、滚动轮、钢丝刷一和钢丝刷二均可在其位置处做旋转运动,且其位置可根据金属箔片堆叠的厚度进行调节,加工平台可进行平面移动。同时还公开了该成型方法,通过焊前即时清理钢丝刷机构对金属箔片进行表面清理,随后导电滚轮在一定压力下对箔片进行层间焊接,最终实现在金属基板上的增材

成型装置及轮胎成型方法.pdf
本发明公开了一种成型装置及轮胎成型方法,成型装置包括横纵正交轨道单元、传递机构、胎体贴合单元、钢丝圈放置单元、带束层贴合单元、成型单元、定型单元和卸胎机构;横纵正交轨道单元将成型装置分成四个区域,并将各个单元合理布置,还通过传递机构建立了各个单元之间的联系;轮胎成型方法,包括步骤:1)钢丝圈与胎体贴合复合件粘附在一起并送至成型单元,2)带束层贴合复合件送至成型单元,3)胎体贴合复合件和带束层贴合复合件复合成胎壳并送至定型单元,4)胎壳缠绕胎面构成胎坯并送至卸胎机构拆卸。本发明在工艺流程不发生变化以及产品质
成型体、复合成型体和复合成型体的制造方法.pdf
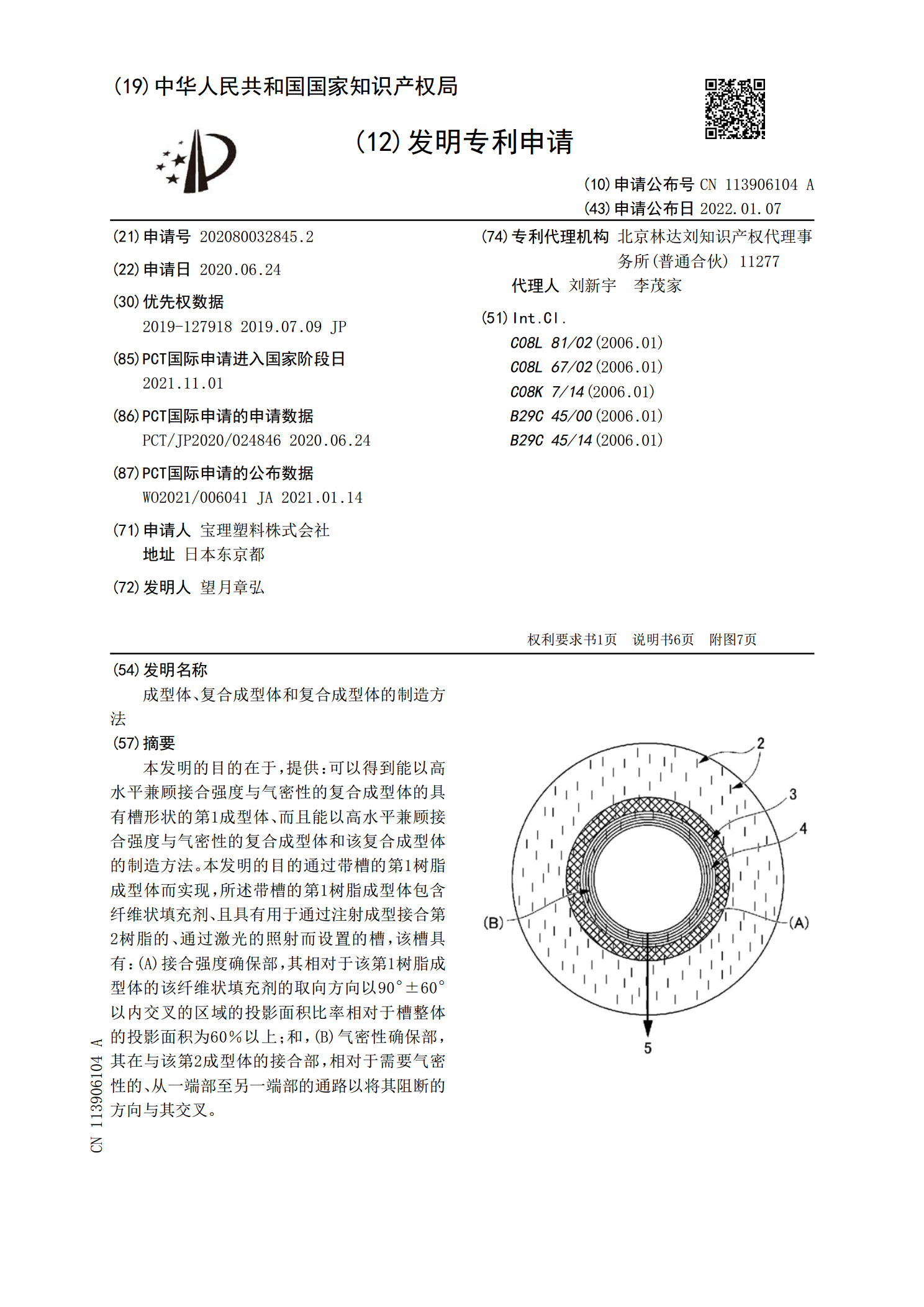
本发明的目的在于,提供:可以得到能以高水平兼顾接合强度与气密性的复合成型体的具有槽形状的第1成型体、而且能以高水平兼顾接合强度与气密性的复合成型体和该复合成型体的制造方法。本发明的目的通过带槽的第1树脂成型体而实现,所述带槽的第1树脂成型体包含纤维状填充剂、且具有用于通过注射成型接合第2树脂的、通过激光的照射而设置的槽,该槽具有:(A)接合强度确保部,其相对于该第1树脂成型体的该纤维状填充剂的取向方向以90°±60°以内交叉的区域的投影面积比率相对于槽整体的投影面积为60%以上;和,(B)气密性确保部,其