
用于叶轮叶片快速成型装置及成型方法.pdf

猫巷****提格


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于叶轮叶片快速成型装置及成型方法.pdf
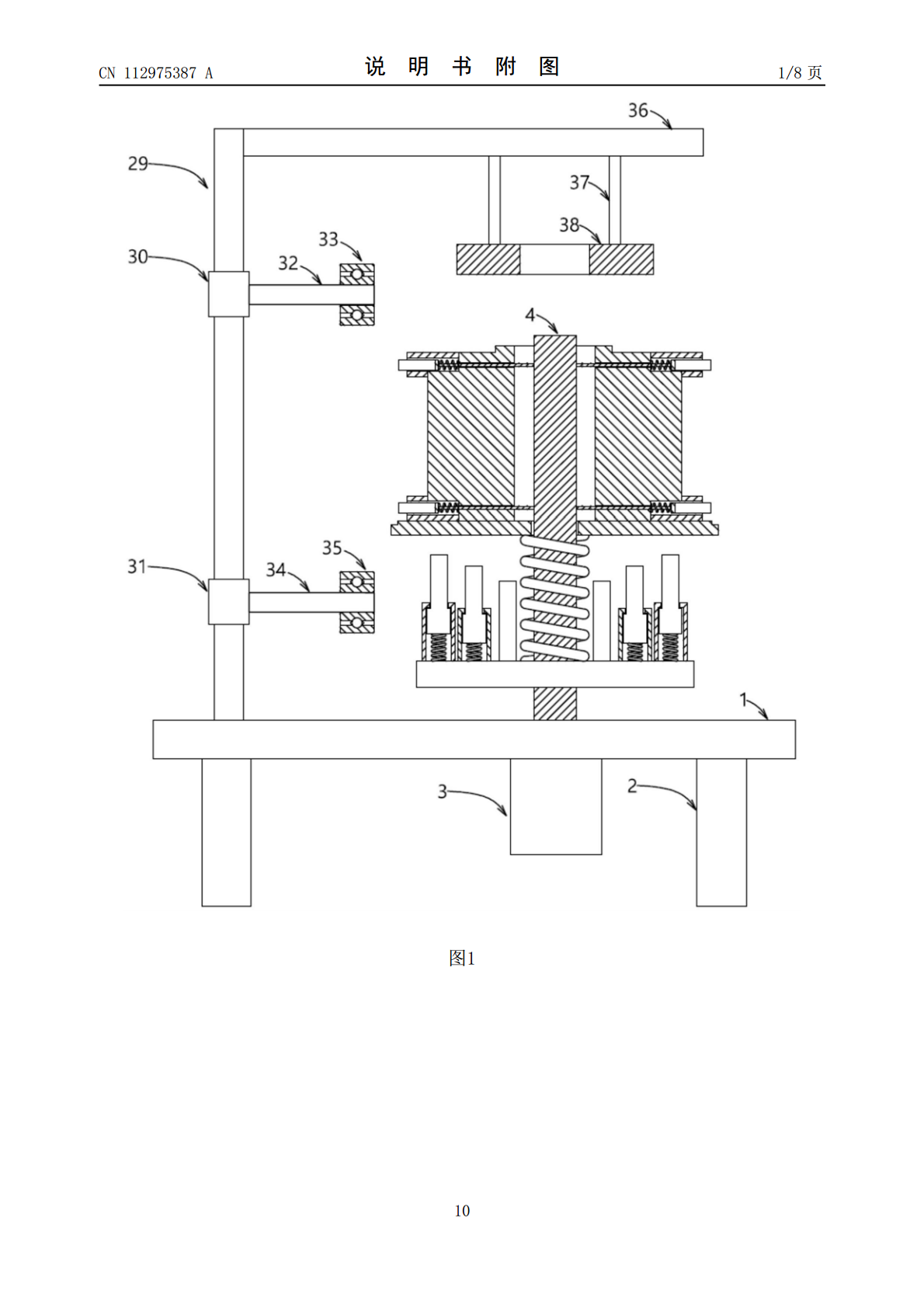
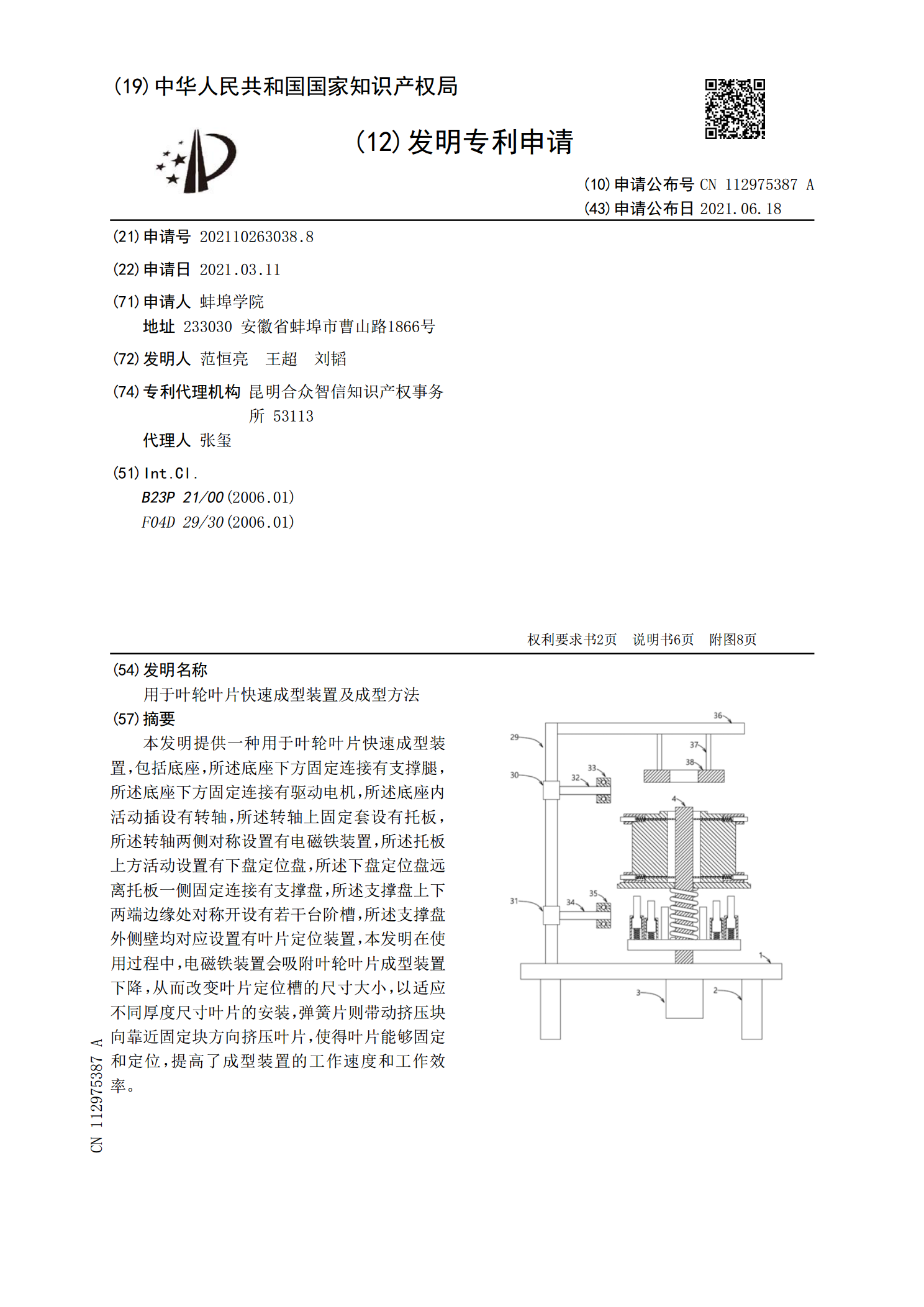
本发明提供一种用于叶轮叶片快速成型装置,包括底座,所述底座下方固定连接有支撑腿,所述底座下方固定连接有驱动电机,所述底座内活动插设有转轴,所述转轴上固定套设有托板,所述转轴两侧对称设置有电磁铁装置,所述托板上方活动设置有下盘定位盘,所述下盘定位盘远离托板一侧固定连接有支撑盘,所述支撑盘上下两端边缘处对称开设有若干台阶槽,所述支撑盘外侧壁均对应设置有叶片定位装置,本发明在使用过程中,电磁铁装置会吸附叶轮叶片成型装置下降,从而改变叶片定位槽的尺寸大小,以适应不同厚度尺寸叶片的安装,弹簧片则带动挤压块向靠近固定

用于起动涡轮叶轮精铸的蜡模叶片成型方法.pdf
本发明公开了一种用于起动涡轮叶轮精铸的蜡模叶片成型方法,包括以下步骤:a、按照起动涡轮叶轮的叶片设计结构进行陶瓷型芯压型;b、对压型后的陶瓷型芯进行焙烧;c、对焙烧后的陶瓷型芯进行强化处理;d、对强化后的陶瓷型芯进行自检,合格则进入下一工序,不合格则作为报废型芯处理;e、自检合格的陶瓷型芯进行表面吹砂;f、对吹砂后的陶瓷型芯再次进行自检,合格则进入下一工序,不合格则作为报废型芯处理;h、吹砂合格后的陶瓷型芯配合以回弹模具进行叶片的蜡模压型,从而获得成型的蜡模叶片。起动涡轮叶轮铸件批缝问题基本解决,大大降低
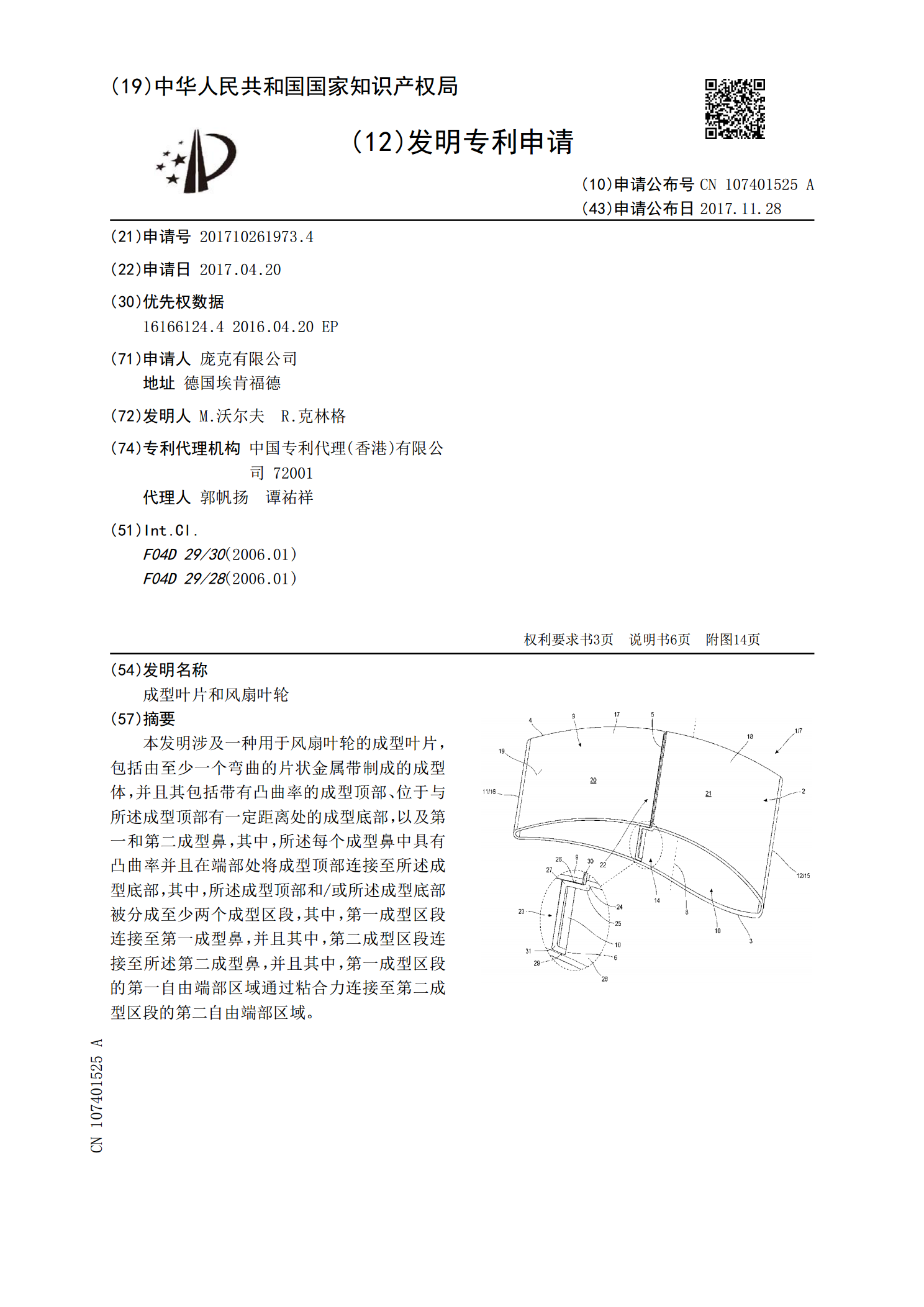
成型叶片和风扇叶轮.pdf
本发明涉及一种用于风扇叶轮的成型叶片,包括由至少一个弯曲的片状金属带制成的成型体,并且其包括带有凸曲率的成型顶部、位于与所述成型顶部有一定距离处的成型底部,以及第一和第二成型鼻,其中,所述每个成型鼻中具有凸曲率并且在端部处将成型顶部连接至所述成型底部,其中,所述成型顶部和/或所述成型底部被分成至少两个成型区段,其中,第一成型区段连接至第一成型鼻,并且其中,第二成型区段连接至所述第二成型鼻,并且其中,第一成型区段的第一自由端部区域通过粘合力连接至第二成型区段的第二自由端部区域。

复合坐垫快速成型装置及成型方法.pdf
本发明公开了一种复合坐垫快速成型装置及成型方法,包括胶粘台,以及至少两块对正板,胶粘台上具有下定位槽,对正板活动设置于胶粘台上方,并可相对胶粘台滑动以合围形成上定位槽,所述上定位槽位于下定位槽的正上方,当两块对正板合围形成上定位槽时,两块所述对正板之间留有预粘缝,成型时可将通过下定位槽和上定位槽对坐垫各部分进行对正粘接,通过预粘缝实现预固定。采用上述技术方案,快速实现坐垫各部分的对正粘接,提高对正粘接质量和效率,并可依靠造型压板进行快速造型,提高成品外观质量以及坐垫的生产效率。
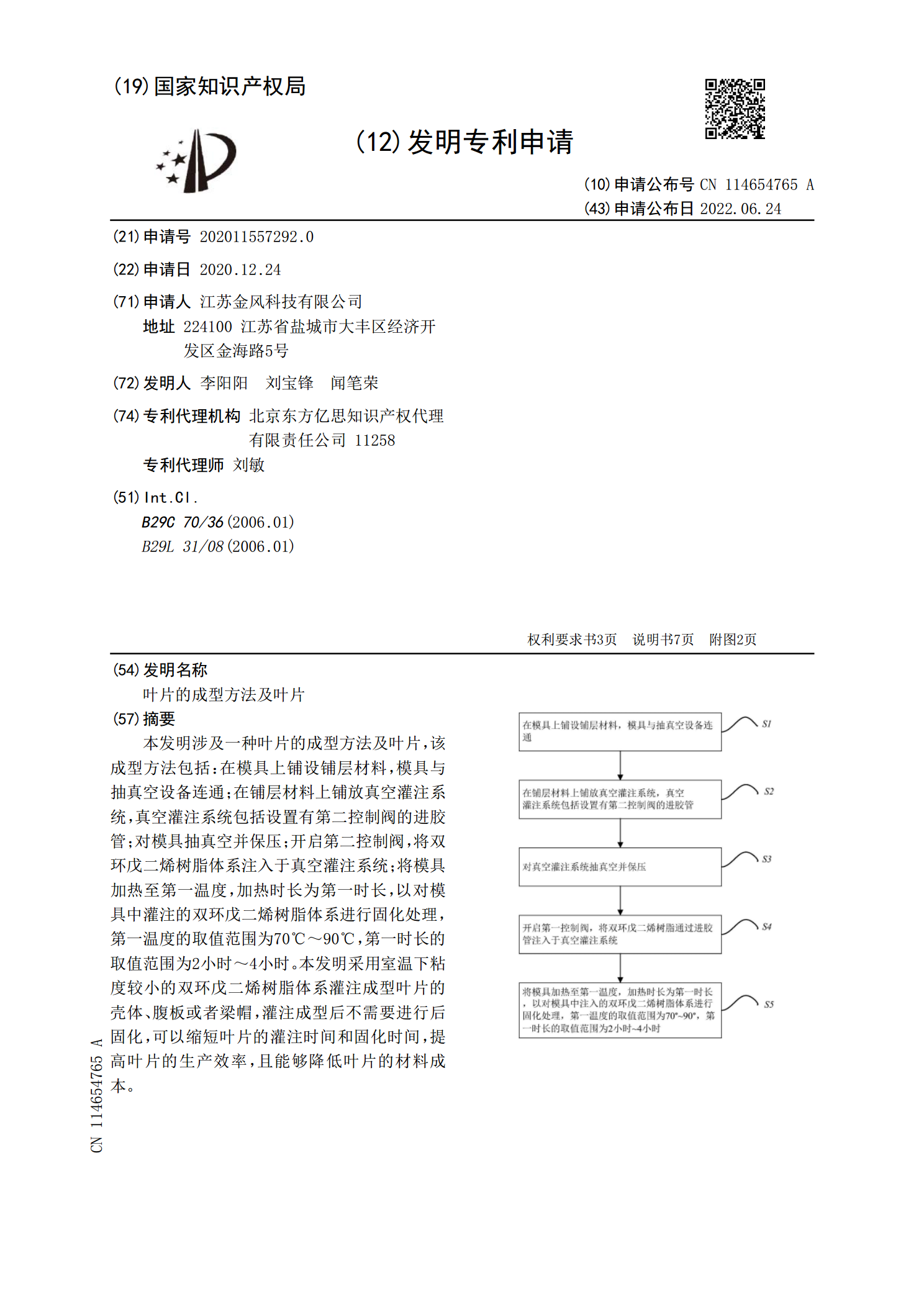
叶片的成型方法及叶片.pdf
本发明涉及一种叶片的成型方法及叶片,该成型方法包括:在模具上铺设铺层材料,模具与抽真空设备连通;在铺层材料上铺放真空灌注系统,真空灌注系统包括设置有第二控制阀的进胶管;对模具抽真空并保压;开启第二控制阀,将双环戊二烯树脂体系注入于真空灌注系统;将模具加热至第一温度,加热时长为第一时长,以对模具中灌注的双环戊二烯树脂体系进行固化处理,第一温度的取值范围为70℃~90℃,第一时长的取值范围为2小时~4小时。本发明采用室温下粘度较小的双环戊二烯树脂体系灌注成型叶片的壳体、腹板或者梁帽,灌注成型后不需要进行后固化