
用于300M钢摇臂锻件联合锻造方法.pdf

盼易****君a


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于300M钢摇臂锻件联合锻造方法.pdf
本发明提供一种用于300M钢摇臂锻件联合锻造方法,如下:第一步制坯将棒料锻成规定的形状,第二步,将原有两端模具的原钳口端改为容纳坯料的大型腔结构,使锻件与中间段连通,先模锻一侧的园盘端,调头模锻另一侧的叉口端,第三步,保留中间段不参与模锻成形,使其保持制坯形状,第四步将中间保留段采用自由锻方法锻成要求的直径来控制调节锻件整体长度尺寸,第五步通过整体校形方法利用前、中、后端接触来保证锻件直线度。本发明减小模锻的受力面积,减小设备吨位,双头模锻预先保证锻件成形;采用自由锻锻中间部位,保证锻件总长度,采用局部整
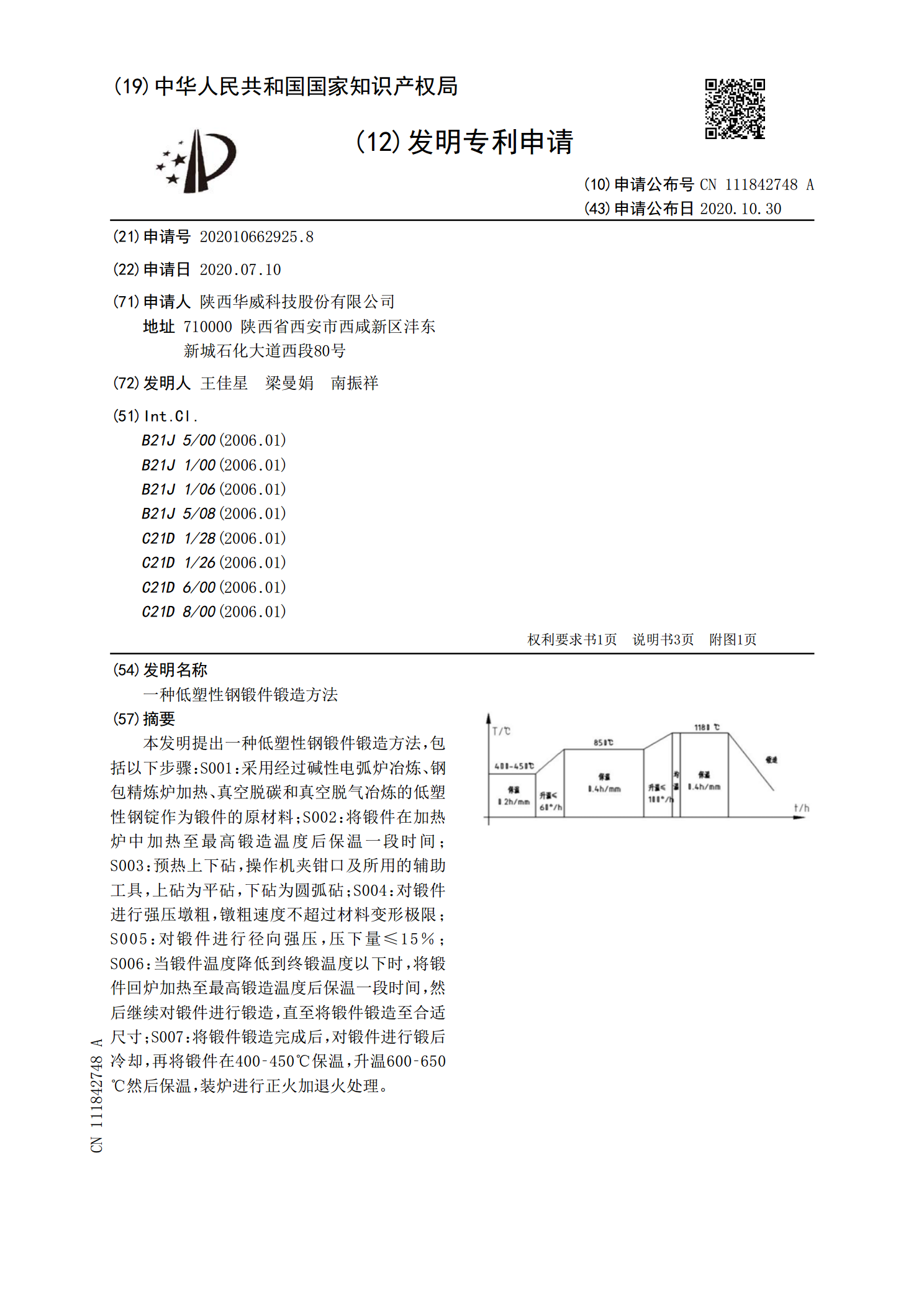
一种低塑性钢锻件锻造方法.pdf
本发明提出一种低塑性钢锻件锻造方法,包括以下步骤:S001:采用经过碱性电弧炉冶炼、钢包精炼炉加热、真空脱碳和真空脱气冶炼的低塑性钢锭作为锻件的原材料;S002:将锻件在加热炉中加热至最高锻造温度后保温一段时间;S003:预热上下砧,操作机夹钳口及所用的辅助工具,上砧为平砧,下砧为圆弧砧;S004:对锻件进行强压墩粗,镦粗速度不超过材料变形极限;S005:对锻件进行径向强压,压下量≤15%;S006:当锻件温度降低到终锻温度以下时,将锻件回炉加热至最高锻造温度后保温一段时间,然后继续对锻件进行锻造,直至将
316LN不锈钢锻件的锻造方法.pdf
本发明公开了316LN不锈钢锻件的锻造方法,它包括以下步骤:316LN不锈钢的化学成分为C为≤0.03,Si为≤0.75,Mn为≤2.0,S为≤0.03,P为≤0.045,Cr为16.0‑18.0,Mo为2.0‑3.0,Ni为10.0‑14.0,N为≤0.25;将316LN不锈钢放入熔炉,始锻预热温度控制熔点200‑300℃,316LN不锈钢始锻熔点温度在1000‑1300℃就开始出现液相相变,γ体相区较低碳钢相区狭窄,850‑900℃左右开始向奥氏体转变制成棒料;锻后空冷550℃,热装炉退火,770‑7

细化长棒类钢锻件晶粒度的锻造方法.pdf
本发明涉及一种细化长棒类钢锻件晶粒度的锻造方法,按照如下步骤进行:步骤1)、钢锭或电渣锭直接采用径向精锻机锻造,利用180频率或240频率,每道次压下量40mm‑60mm,将锻件直径锻造至Φ340mm‑Φ560mm,给60频率或90频率锻造留3‑5道次变形量;步骤2)、利用60频率或90频率,每道次压下量70mm‑100mm,将锻件直径锻造至锻件成品直径基础上加上30mm‑100mm的尺寸,给180频率或240频率精整锻造留1‑2道次变形量;步骤3)、利用180频率或240频率,每道次压下量30mm‑50
不锈钢锻件锻造工艺.pdf
本发明公开了不锈钢锻件锻造工艺,它包括以下步骤:锻造温度的确定:马氏体不锈钢的始锻温度取1150℃,终锻温度随含碳量而异,高碳温度取800‑900℃,低碳温度取800‑850℃;奥氏体不锈钢始锻温度一般在1150‑1180℃,终锻温度一般在800‑850℃;高温时采用大压下量,镦粗时不能弯曲,锻后处理:马氏体不锈钢应缓冷到600℃以下后空冷,另外要在8h以内装炉退火,防止裂纹产生;对铁素体奥氏体不锈钢要求快冷,避免晶粒长大和碳化物析出聚聚,影响耐腐蚀性。