
一种利用回填式搅拌摩擦点焊实现增材制造的方法.pdf

一只****生物


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种利用回填式搅拌摩擦点焊实现增材制造的方法.pdf
本发明公开了一种利用回填式搅拌摩擦点焊实现增材制造的方法,将上下两张板材搭接进行搅拌摩擦点焊,加大焊接的下扎深度并调节焊接参数故意使焊点产生未焊合连接缺陷,焊后将上板材剥离使得焊点整个留在下板材,以此实现下板材的增材制造。适用于全部可用回填式搅拌摩擦点焊进行焊接的材料;增材高度取决上板材厚度与点焊的可焊接深度,如需加大增材高度可在焊点表面进行二次乃至多次点焊焊接直到预期高度;增材大小可通过改变回填式搅拌摩擦点焊的搅拌工具(搅拌头)尺寸进行调节。该发明将原本点焊的缺陷转化成增材,变废为宝,对适用于搅拌摩擦点

一种基于棒材剪切的搅拌摩擦增材制造装置及制造方法.pdf
本发明公开了一种基于棒材剪切的搅拌摩擦增材制造装置及制造方法,包括料仓,其下端设置有下料口;可变圆盘装置,设置在所述料仓的下端,可变圆盘装置具有大小可调且与下料口对接的导料通孔;裁剪机构,设置在所述可变圆盘装置的下方,用于将通过可变圆盘装置的材料裁剪呈盘状;送料机构,设置在所述裁剪机构的下方,送料机构的一端配合设置有接料组件;搅拌装置,与接料组件对接,用于接收搅拌从接料组件输送下来的盘状材料,搅拌装置包括静止主体和位于静止主体中心相对旋转的旋转件,旋转件上安装有搅拌部件,旋转件的内部设置有下料通道;加热装
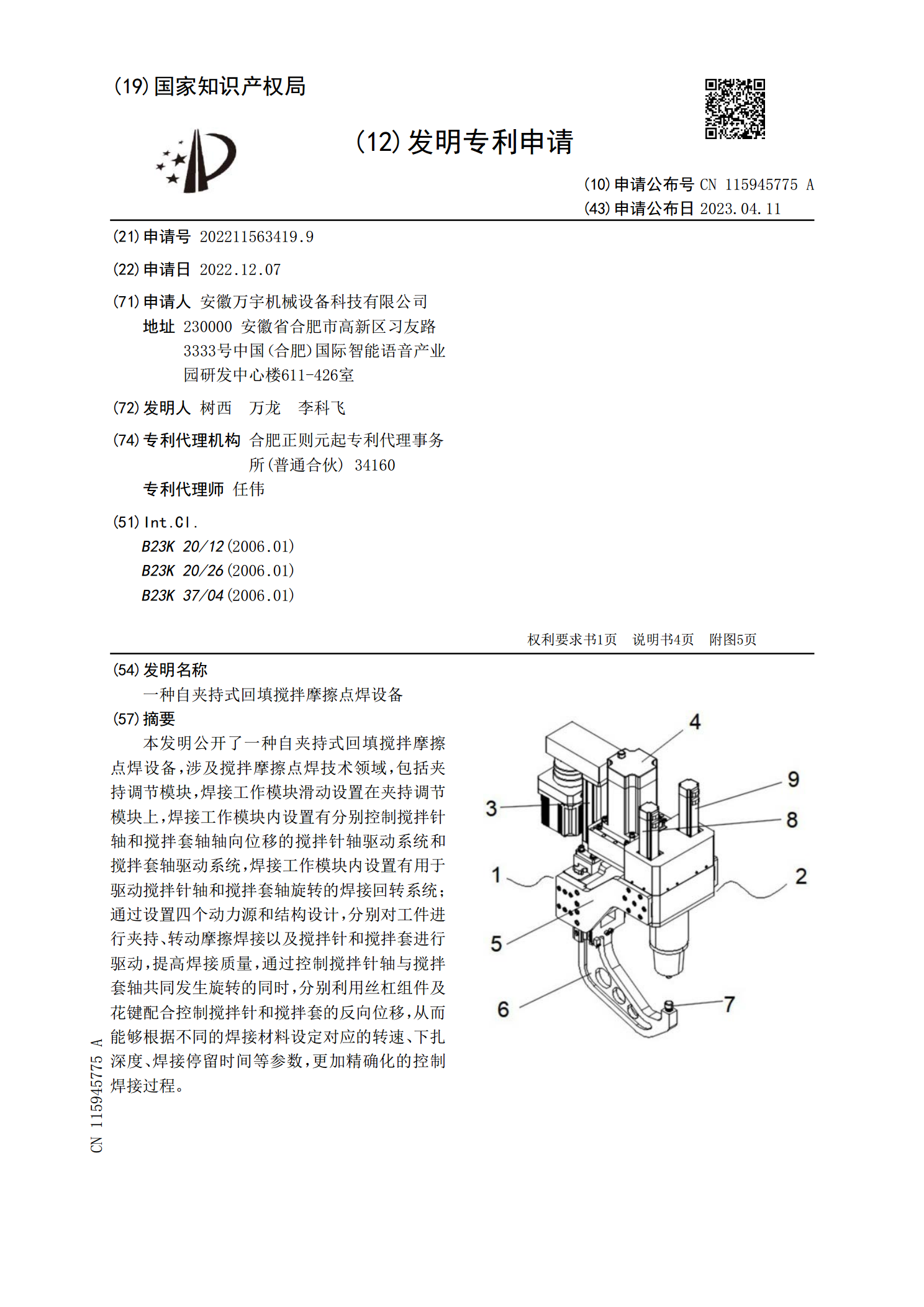
一种自夹持式回填搅拌摩擦点焊设备.pdf
本发明公开了一种自夹持式回填搅拌摩擦点焊设备,涉及搅拌摩擦点焊技术领域,包括夹持调节模块,焊接工作模块滑动设置在夹持调节模块上,焊接工作模块内设置有分别控制搅拌针轴和搅拌套轴轴向位移的搅拌针轴驱动系统和搅拌套轴驱动系统,焊接工作模块内设置有用于驱动搅拌针轴和搅拌套轴旋转的焊接回转系统;通过设置四个动力源和结构设计,分别对工件进行夹持、转动摩擦焊接以及搅拌针和搅拌套进行驱动,提高焊接质量,通过控制搅拌针轴与搅拌套轴共同发生旋转的同时,分别利用丝杠组件及花键配合控制搅拌针和搅拌套的反向位移,从而能够根据不同的
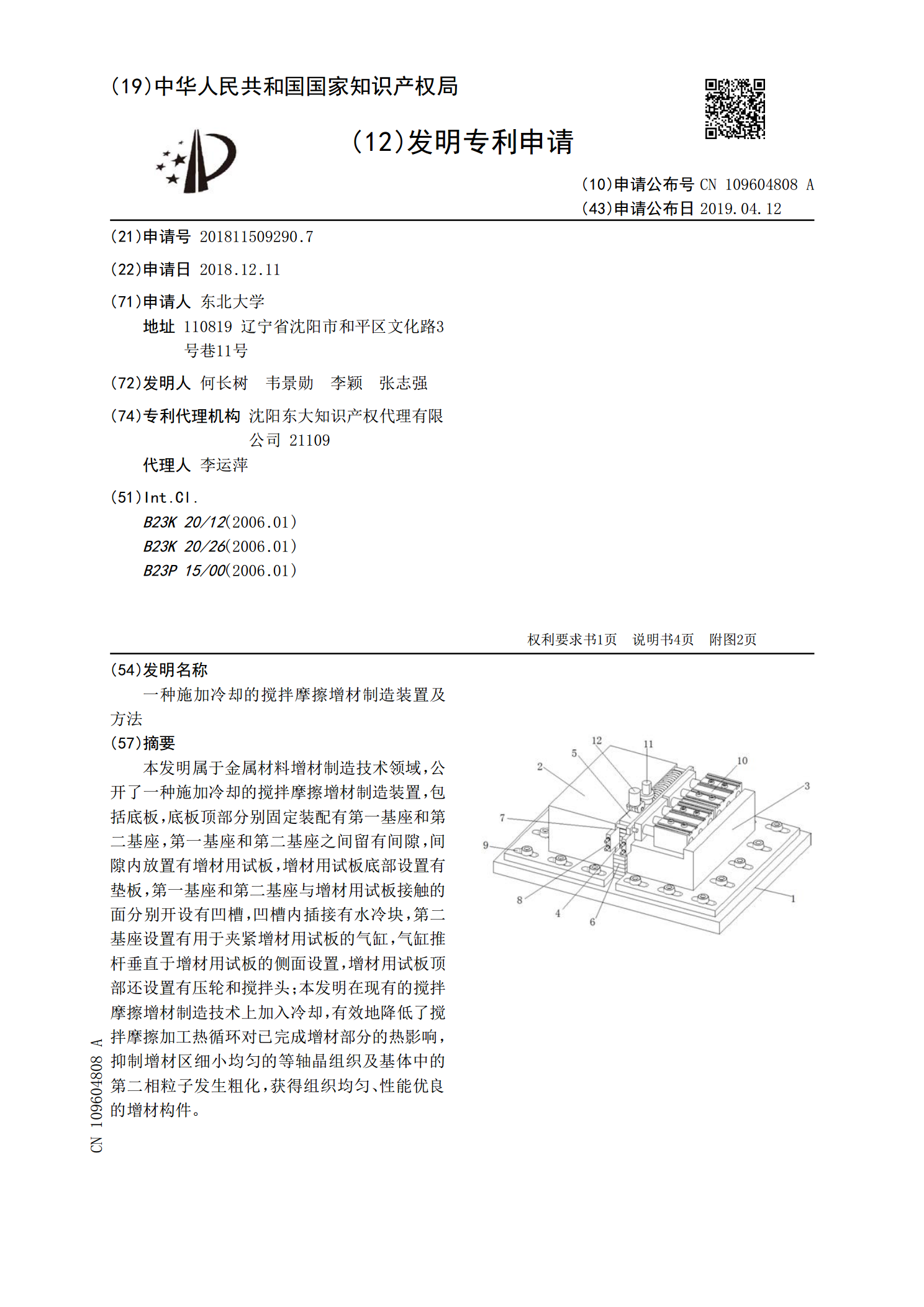
一种施加冷却的搅拌摩擦增材制造装置及方法.pdf
本发明属于金属材料增材制造技术领域,公开了一种施加冷却的搅拌摩擦增材制造装置,包括底板,底板顶部分别固定装配有第一基座和第二基座,第一基座和第二基座之间留有间隙,间隙内放置有增材用试板,增材用试板底部设置有垫板,第一基座和第二基座与增材用试板接触的面分别开设有凹槽,凹槽内插接有水冷块,第二基座设置有用于夹紧增材用试板的气缸,气缸推杆垂直于增材用试板的侧面设置,增材用试板顶部还设置有压轮和搅拌头;本发明在现有的搅拌摩擦增材制造技术上加入冷却,有效地降低了搅拌摩擦加工热循环对已完成增材部分的热影响,抑制增材区

回填式搅拌摩擦点焊数值模拟的研究现状.pptx
汇报人:目录PARTONEPARTTWO回填式搅拌摩擦点焊技术原理回填式搅拌摩擦点焊技术应用领域回填式搅拌摩擦点焊技术发展历程PARTTHREE有限元分析法有限差分法边界元法离散元法PARTFOUR数值模拟研究进展数值模拟研究存在的问题与挑战数值模拟研究的发展趋势与展望PARTFIVE在新材料研发中的应用前景在优化焊接工艺中的应用前景在提高焊接质量中的应用前景在拓展应用领域中的应用前景PARTSIX结论建议THANKYOU