
一种施加冷却的搅拌摩擦增材制造装置及方法.pdf

Do****76

1/8
2/8
3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种施加冷却的搅拌摩擦增材制造装置及方法.pdf
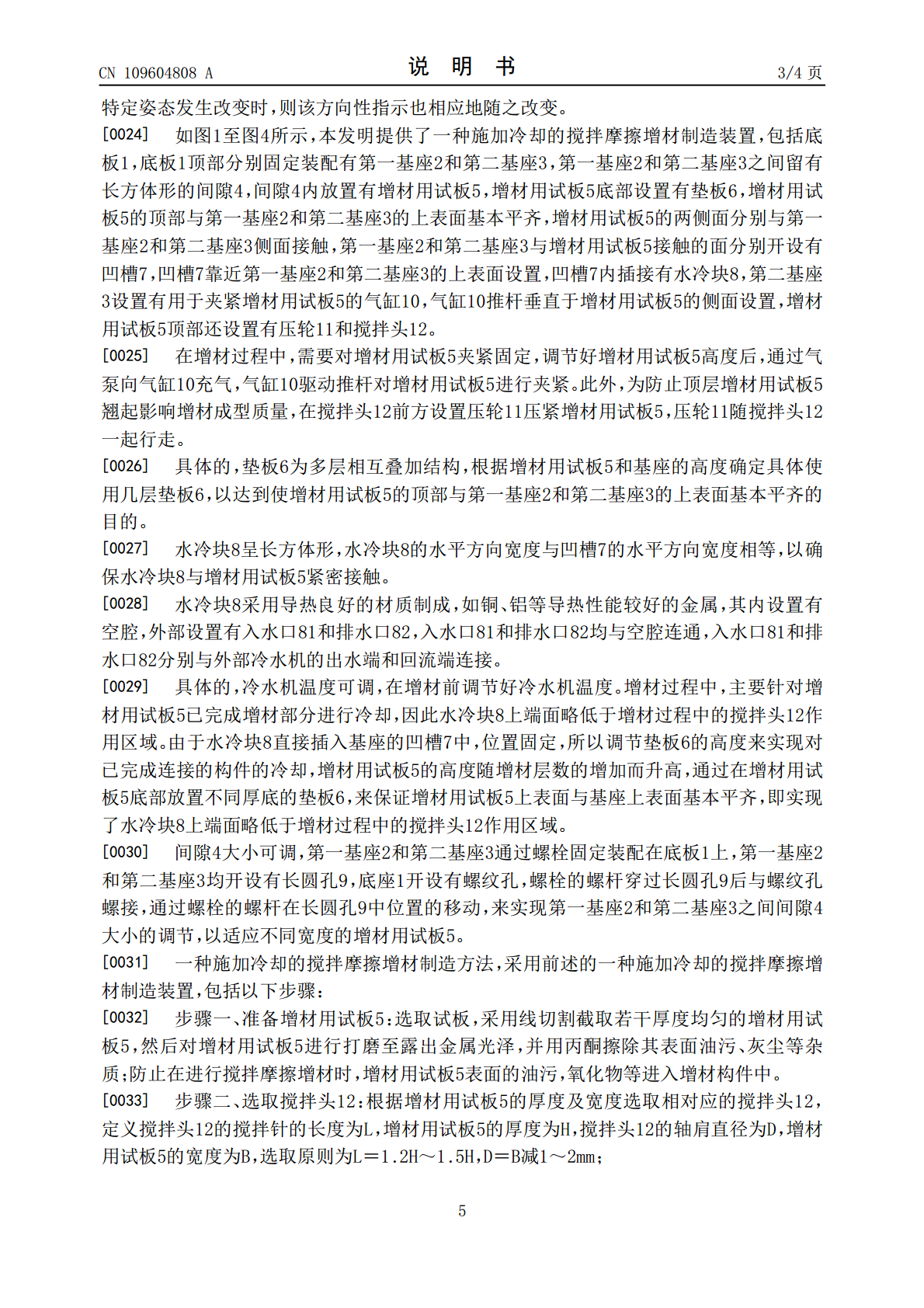
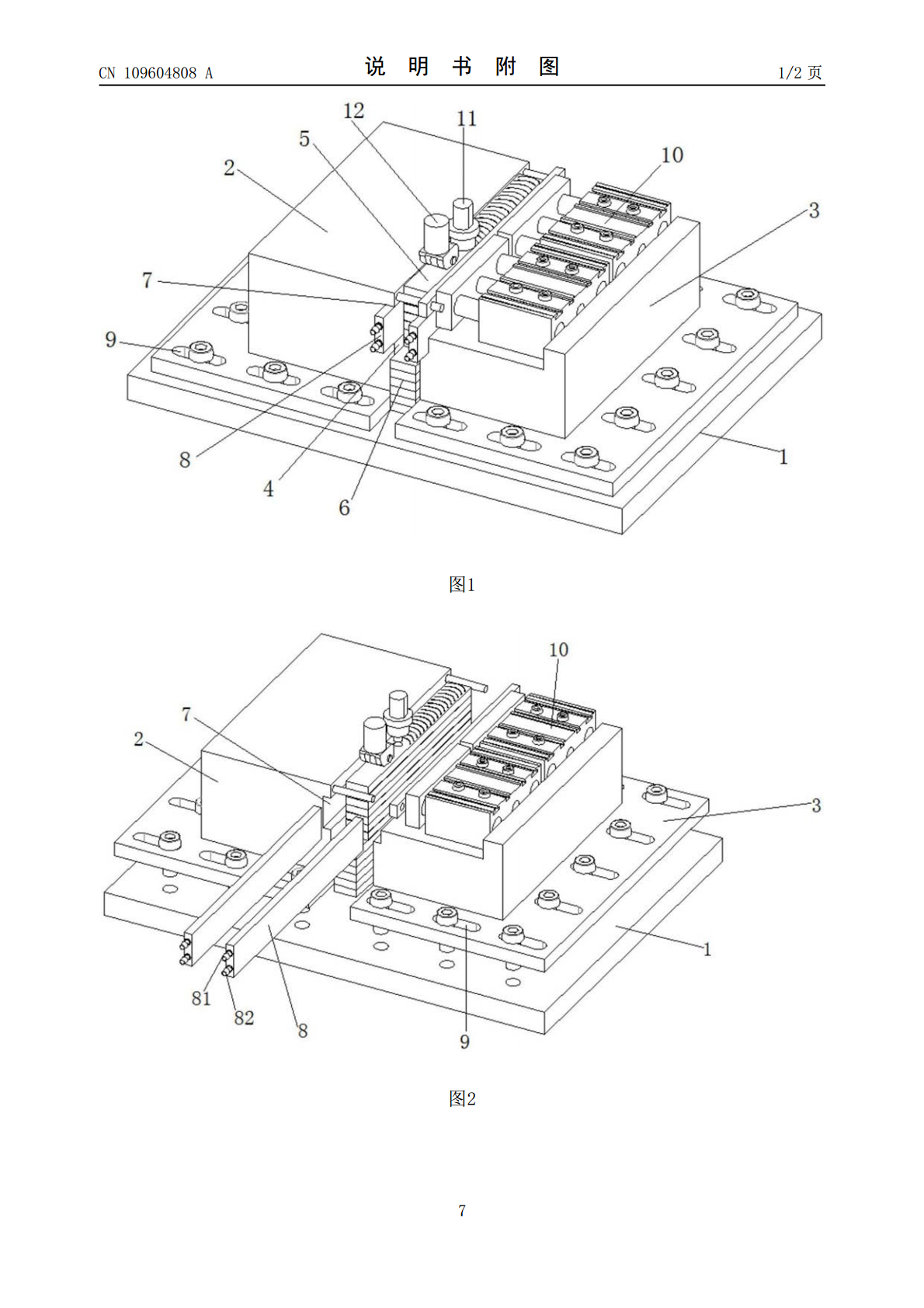
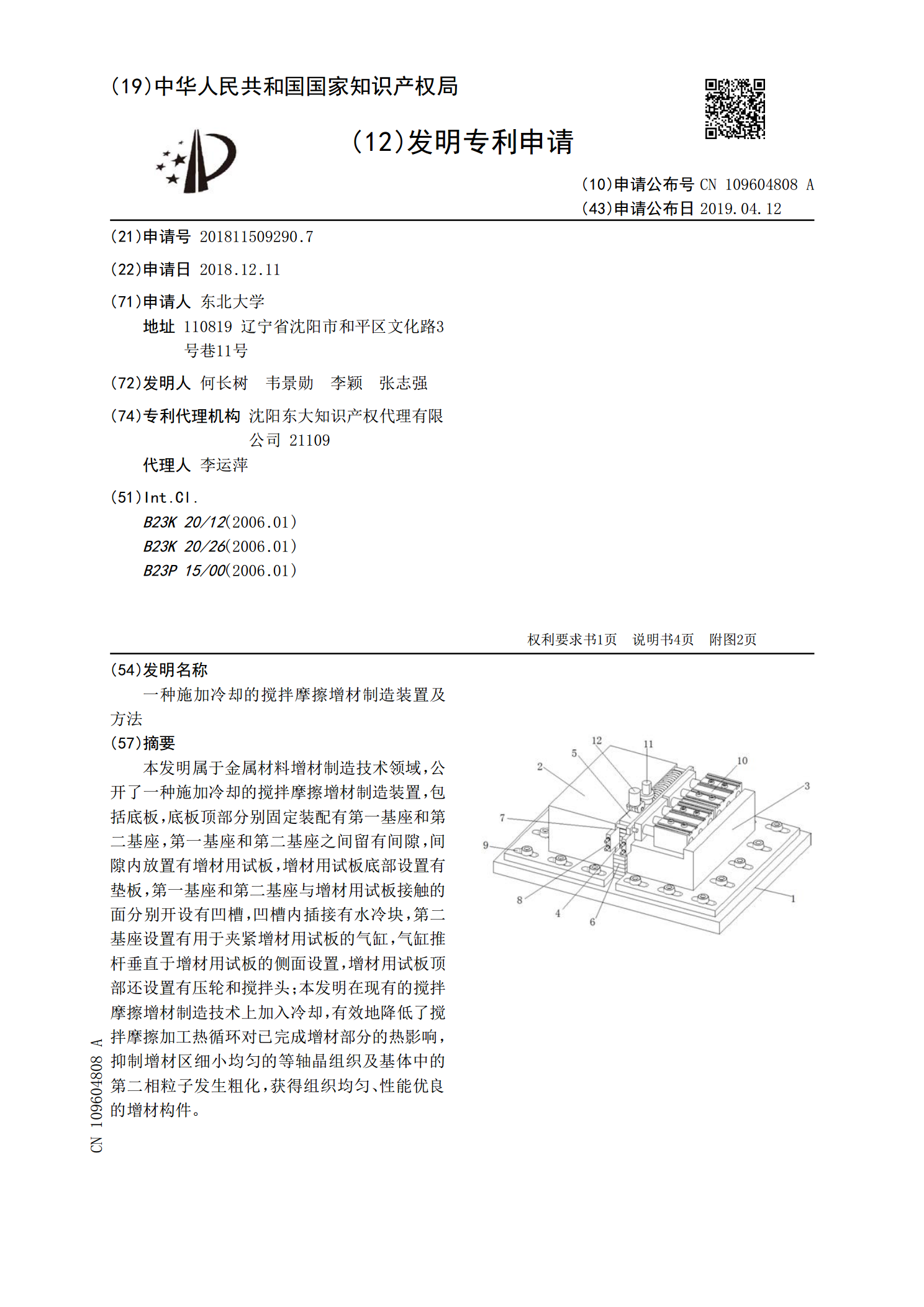
本发明属于金属材料增材制造技术领域,公开了一种施加冷却的搅拌摩擦增材制造装置,包括底板,底板顶部分别固定装配有第一基座和第二基座,第一基座和第二基座之间留有间隙,间隙内放置有增材用试板,增材用试板底部设置有垫板,第一基座和第二基座与增材用试板接触的面分别开设有凹槽,凹槽内插接有水冷块,第二基座设置有用于夹紧增材用试板的气缸,气缸推杆垂直于增材用试板的侧面设置,增材用试板顶部还设置有压轮和搅拌头;本发明在现有的搅拌摩擦增材制造技术上加入冷却,有效地降低了搅拌摩擦加工热循环对已完成增材部分的热影响,抑制增材区
一种带有辅助冷却的双搅拌头搅拌摩擦增材制造装置.pdf
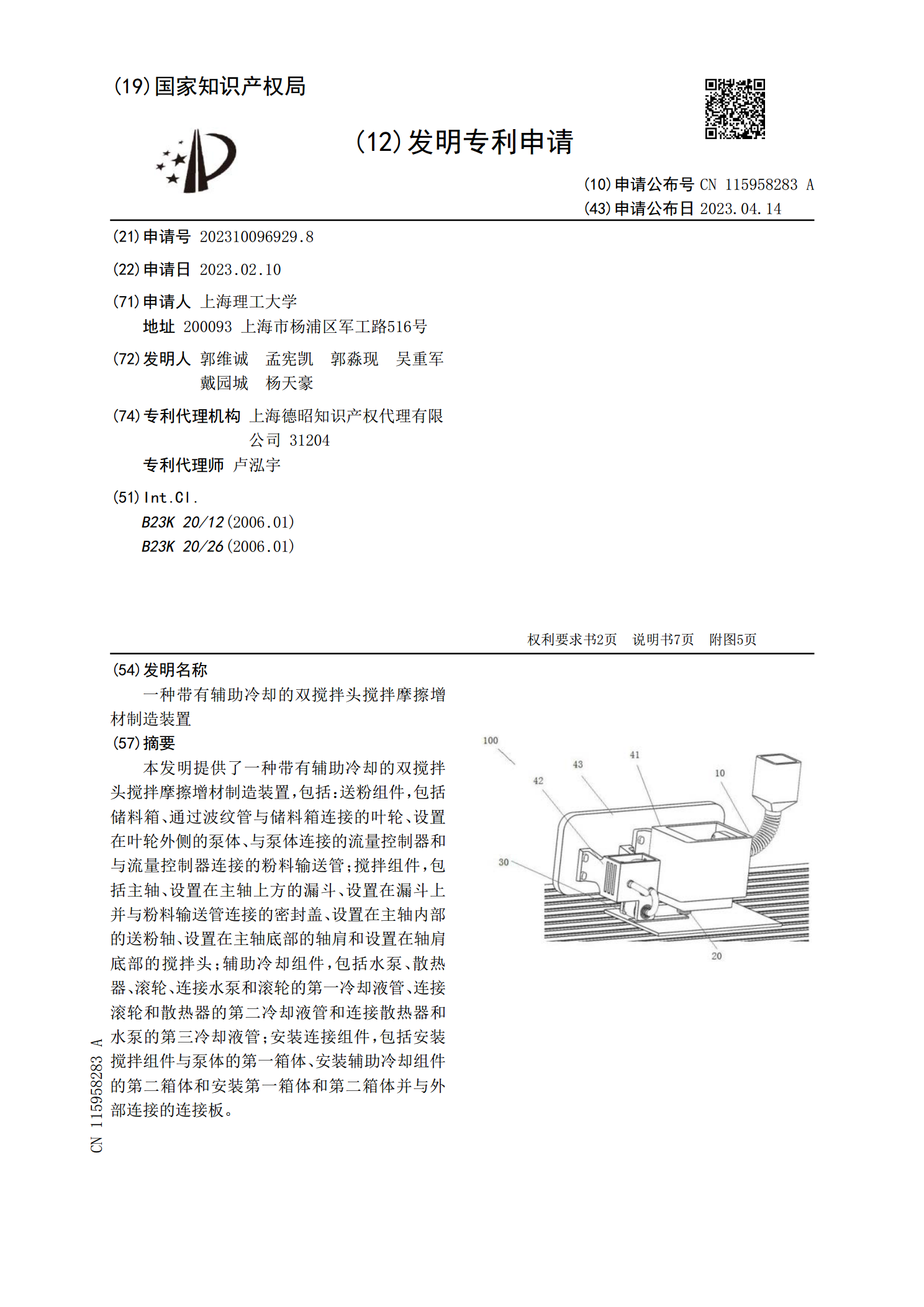
本发明提供了一种带有辅助冷却的双搅拌头搅拌摩擦增材制造装置,包括:送粉组件,包括储料箱、通过波纹管与储料箱连接的叶轮、设置在叶轮外侧的泵体、与泵体连接的流量控制器和与流量控制器连接的粉料输送管;搅拌组件,包括主轴、设置在主轴上方的漏斗、设置在漏斗上并与粉料输送管连接的密封盖、设置在主轴内部的送粉轴、设置在主轴底部的轴肩和设置在轴肩底部的搅拌头;辅助冷却组件,包括水泵、散热器、滚轮、连接水泵和滚轮的第一冷却液管、连接滚轮和散热器的第二冷却液管和连接散热器和水泵的第三冷却液管;安装连接组件,包括安装搅拌组件与

一种基于棒材剪切的搅拌摩擦增材制造装置及制造方法.pdf
本发明公开了一种基于棒材剪切的搅拌摩擦增材制造装置及制造方法,包括料仓,其下端设置有下料口;可变圆盘装置,设置在所述料仓的下端,可变圆盘装置具有大小可调且与下料口对接的导料通孔;裁剪机构,设置在所述可变圆盘装置的下方,用于将通过可变圆盘装置的材料裁剪呈盘状;送料机构,设置在所述裁剪机构的下方,送料机构的一端配合设置有接料组件;搅拌装置,与接料组件对接,用于接收搅拌从接料组件输送下来的盘状材料,搅拌装置包括静止主体和位于静止主体中心相对旋转的旋转件,旋转件上安装有搅拌部件,旋转件的内部设置有下料通道;加热装
一种超声波固结-搅拌摩擦复合增材制造装置及使用方法.pdf
本发明提供一种超声波固结‑搅拌摩擦复合增材制造装置及使用方法。所述超声波固结‑搅拌摩擦复合增材制造装置包括壳体、加工机构、金属箔输送机构、驱动机构、切割机构、移动转向机构、挤压机构、调节机构、锁止万向轮,所述加工机构固定连接于壳体中,所述加工机构包括数控加工中心、控制面板、加工腔、基板、第一电动滑杆、第一电动滑套、安装板、连接板、加工头、换能器、变幅杆、绝缘套管、第一气缸、第一活塞杆、搅拌摩擦头。本发明可制备高性能金属试样,试样的力学性能高出锻件20%—50%;尺寸限制小,可加工大尺寸复杂结构零件;可根据

一种用于复合材料搅拌摩擦近净成形增材的制造方法及装置.pdf
本发明公开了一种用于复合材料搅拌摩擦近净成形增材的制造方法及装置,装置包括模具基座、形腔板和盖板,模具基座的两端安装有端头挡板,模具基座的腔内放置有垫块,且垫块两端与端头挡板相抵,垫块的侧面安装有侧向挡板,垫块上部设置有形腔板,形腔板为左右分体设置且中部预留有矩形间隙,盖板与模具基座上部连接,盖板中部开有矩形槽孔;增材制造过程中通过增加形腔板实现了复合增材制造过程中增加待搅拌材料的连续高效操作,该装置可在固态下实现复合材料的近净成型增材制造,装置简单、操作简便,材料利用率高,无熔化方法所产生的气孔等缺陷。