
一种铝合金长型材机加工工艺及其夹具.pdf

An****99


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种铝合金长型材机加工工艺及其夹具.pdf
本发明提供一种铝合金长型材机加工工艺,将待加工型材放置在机床台面上的工装底板上,对待加工型材的中心钻孔,进行孔心定位。根据预留的切口进行锯切,锯切成n个产品。还提出了一种上述加工工艺中使用的夹具。由于将多个产品排布于同一根长型材甚至超长型材上进行加工,就避免了工件单独加工的多次装夹步骤,只需进行一次装夹就能完成。而且加工时减少了上料下料环节的工时消耗,大大提高了生产效率。且因为长料加工只需留出一次装夹的工艺尺寸,又大大节省了原料消耗,从而大大降低了生产成本。
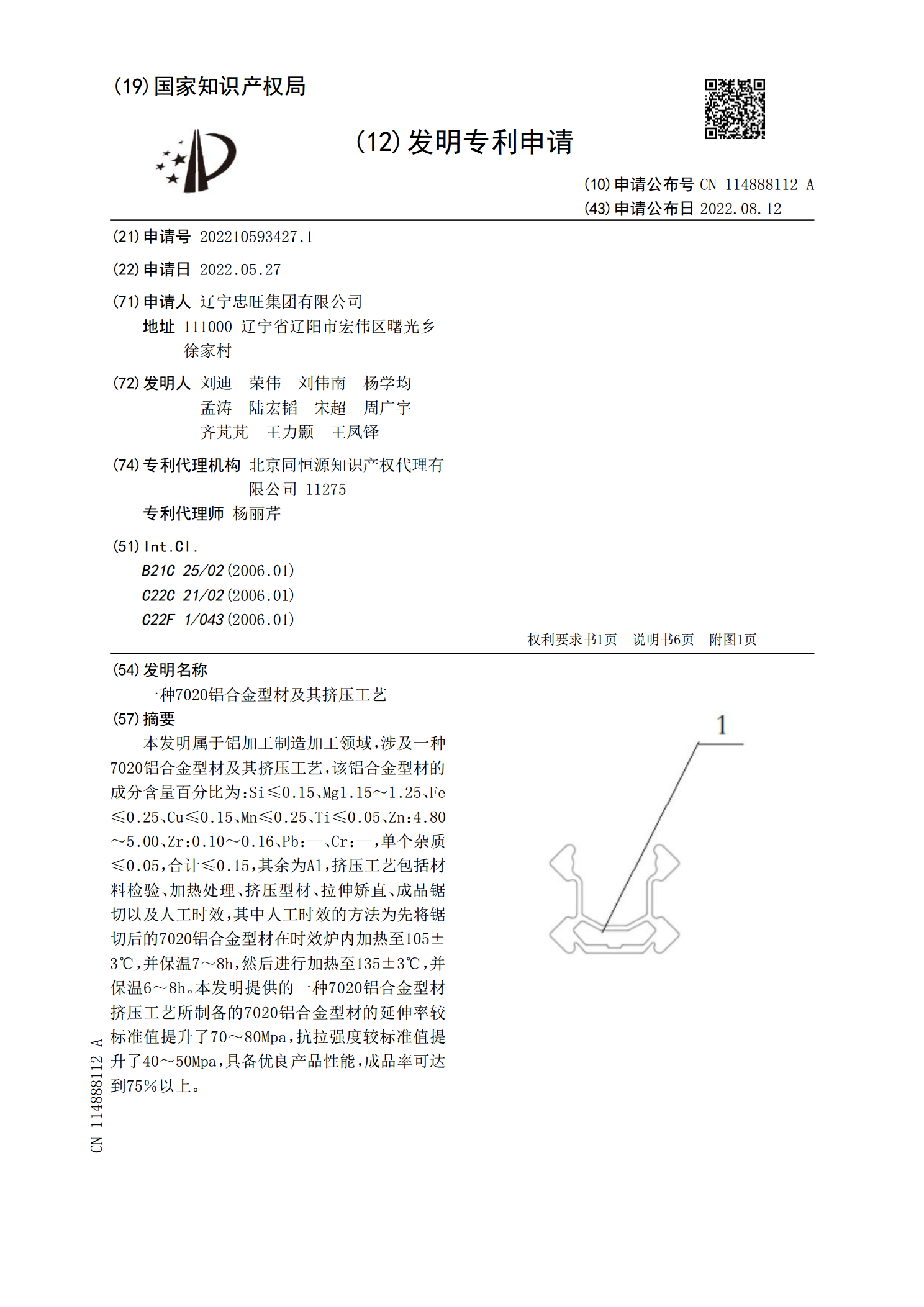
一种7020铝合金型材及其挤压工艺.pdf
本发明属于铝加工制造加工领域,涉及一种7020铝合金型材及其挤压工艺,该铝合金型材的成分含量百分比为:Si≤0.15、Mg1.15~1.25、Fe≤0.25、Cu≤0.15、Mn≤0.25、Ti≤0.05、Zn:4.80~5.00、Zr:0.10~0.16、Pb:—、Cr:—,单个杂质≤0.05,合计≤0.15,其余为Al,挤压工艺包括材料检验、加热处理、挤压型材、拉伸矫直、成品锯切以及人工时效,其中人工时效的方法为先将锯切后的7020铝合金型材在时效炉内加热至105±3℃,并保温7~8h,然后进行加热至
铝合金电泳木纹型材及其制备工艺.pdf
本发明公开了一种铝合金电泳木纹型材及其制备工艺,它包括以下步骤;制精炼变质剂:将混合稀土锭、AlTiB合金和纯铝锭在坩埚炉中熔炼制成精炼变质剂;熔炼铝合金:向铸造节能炉中加入合金元素、精炼变质剂和铝加热熔炼;制型材:将熔液浇铸成铸锭,挤压成铝合金型材;阳极氧化:将铝合金型材阳极氧化;电泳涂漆:对铝合金型材进行电泳涂漆。本发明制备的铝合金表面涂层均匀、附着力强、覆盖性好,转印完全清晰,避免了由于粉末涂层露底的外观缺陷,其电泳木纹型材达110~115个光泽单位,光泽度远远高于传统的铝合金木纹型材。
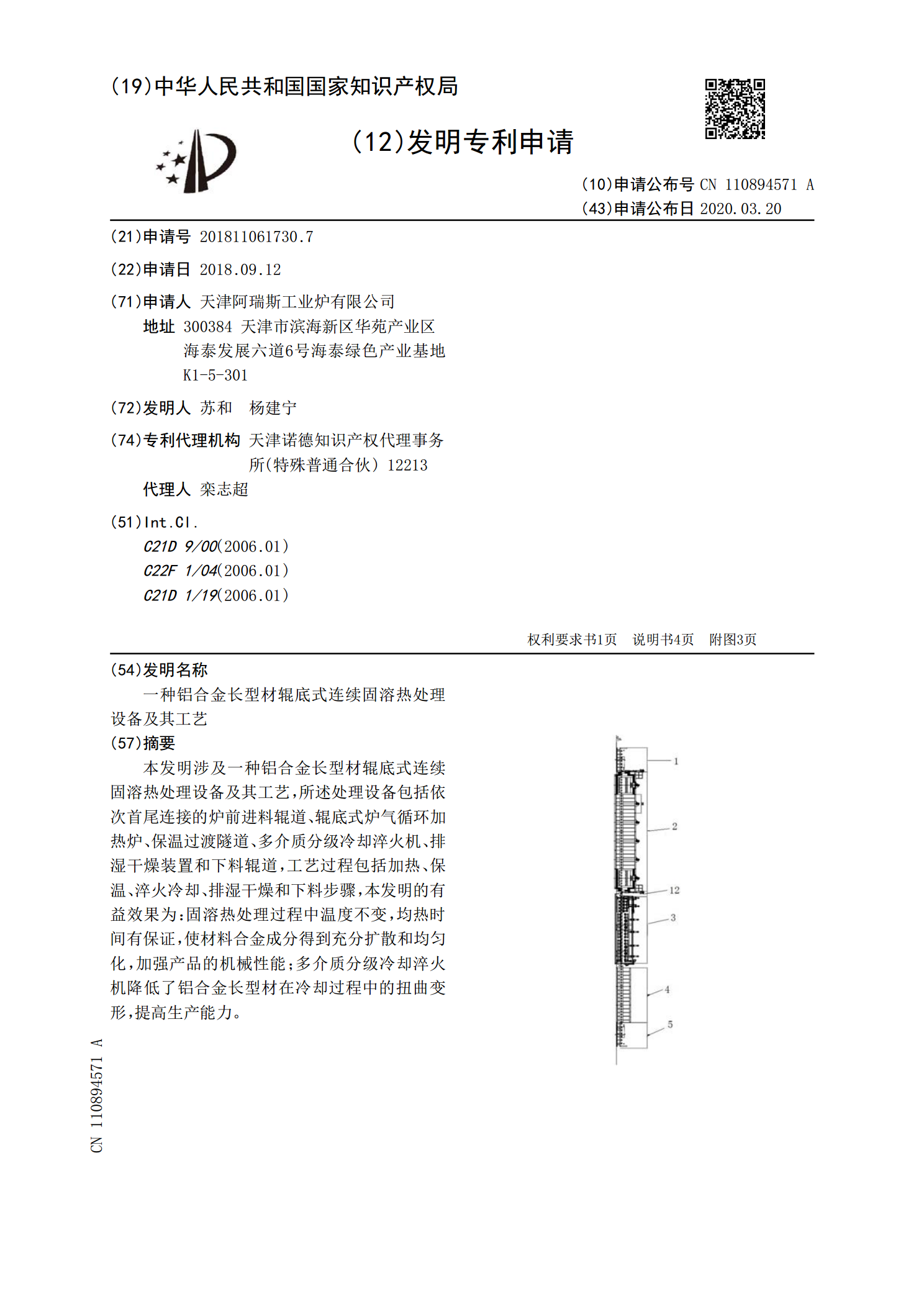
一种铝合金长型材辊底式连续固溶热处理设备及其工艺.pdf
本发明涉及一种铝合金长型材辊底式连续固溶热处理设备及其工艺,所述处理设备包括依次首尾连接的炉前进料辊道、辊底式炉气循环加热炉、保温过渡隧道、多介质分级冷却淬火机、排湿干燥装置和下料辊道,工艺过程包括加热、保温、淬火冷却、排湿干燥和下料步骤,本发明的有益效果为:固溶热处理过程中温度不变,均热时间有保证,使材料合金成分得到充分扩散和均匀化,加强产品的机械性能;多介质分级冷却淬火机降低了铝合金长型材在冷却过程中的扭曲变形,提高生产能力。
一种铝合金型材印字工艺.pdf
本发明公开了一种铝合金型材印字工艺,包括如下步骤:1):印字:印有字的印字纸和塑料薄膜置于放卷机上,通过印字机印刷,然后涂布丙酮溶解的聚氨基甲酸酯,最后烘干即得,其中印刷环境温度为150‑160℃;2)型材预处理:将型材进行刷洗、脱脂、水洗、酸洗、水洗;3):贴字:将印有字的塑料薄膜贴在铝合金型材上,刮平,将空气挤出,使塑料薄膜与铝合金型材表面紧密贴合,晾晒10‑12小时后,放入烘烤炉中加热烘烤,温度为250‑400℃,烘烤时间30分钟,温度调节至200℃再烘烤1小时;4):将上述烘烤完毕的铝合金型材投入