
激光CMT复合焊接系统、焊接方法及铝合金车体焊接构件.pdf

fu****级甜


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

激光CMT复合焊接系统、焊接方法及铝合金车体焊接构件.pdf
本发明涉及激光电弧复合焊接领域,提供了一种激光CMT复合焊接系统、焊接方法及铝合金车体焊接构件。其中,激光CMT复合焊接系统包括焊接工装平台、激光器、CMT焊枪和激振器;所述焊接工装平台上固定待焊工件,相邻所述待焊工件之间形成焊缝,所述激光器和所述CMT焊枪之间留有间隙并均设于所述焊缝处,所述激光器产生的激光与所述CMT焊枪产生的焊接电弧共同作用在所述焊缝处并形成熔池,所述激振器产生的振动传递至所述熔池处,促使所述熔池中的气体排出。本发明能够大幅降低甚至消除气孔,同时可以改善焊接接头的组织性能,提升焊接接
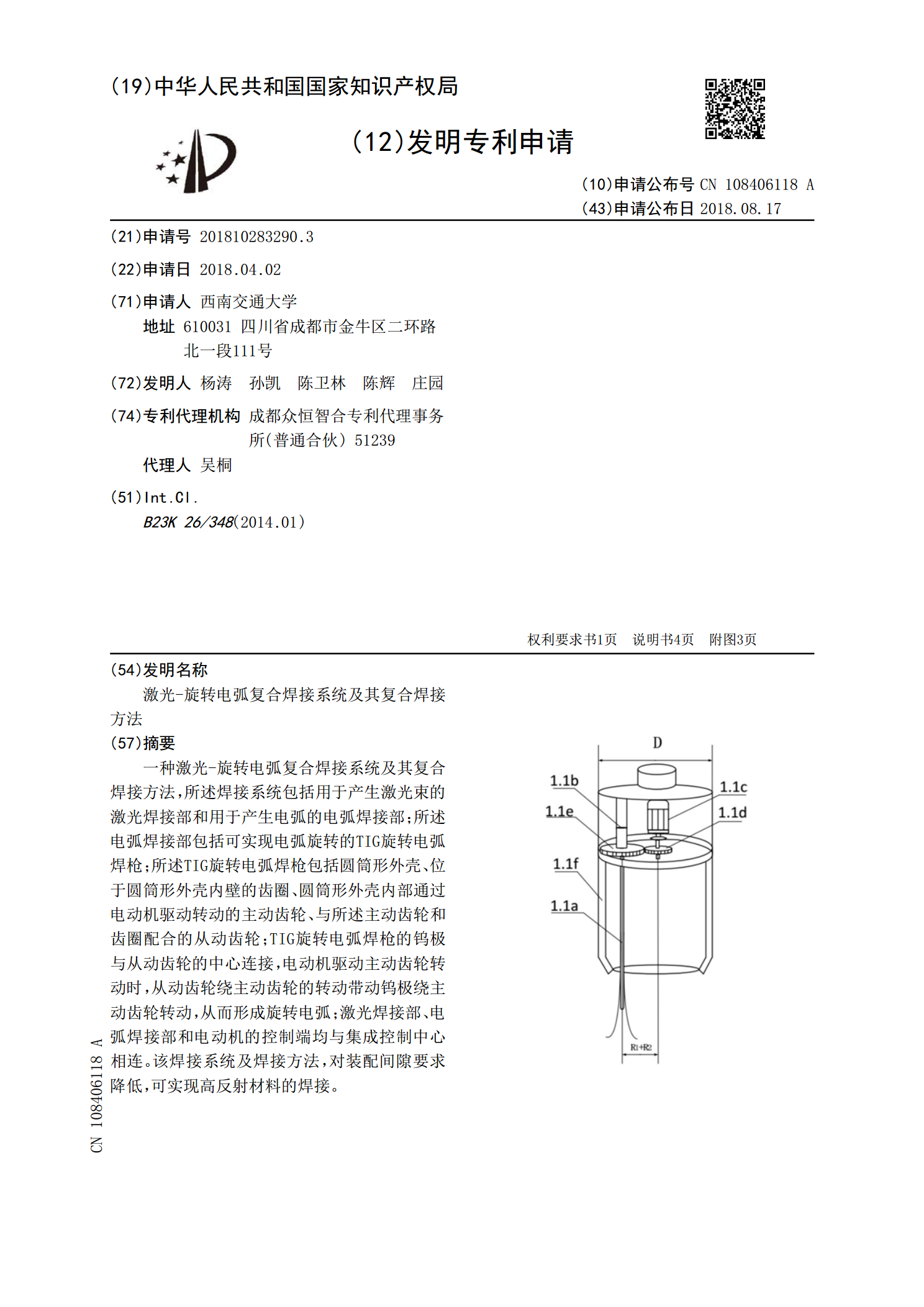
激光-旋转电弧复合焊接系统及其复合焊接方法.pdf
一种激光‑旋转电弧复合焊接系统及其复合焊接方法,所述焊接系统包括用于产生激光束的激光焊接部和用于产生电弧的电弧焊接部;所述电弧焊接部包括可实现电弧旋转的TIG旋转电弧焊枪;所述TIG旋转电弧焊枪包括圆筒形外壳、位于圆筒形外壳内壁的齿圈、圆筒形外壳内部通过电动机驱动转动的主动齿轮、与所述主动齿轮和齿圈配合的从动齿轮;TIG旋转电弧焊枪的钨极与从动齿轮的中心连接,电动机驱动主动齿轮转动时,从动齿轮绕主动齿轮的转动带动钨极绕主动齿轮转动,从而形成旋转电弧;激光焊接部、电弧焊接部和电动机的控制端均与集成控制中心相
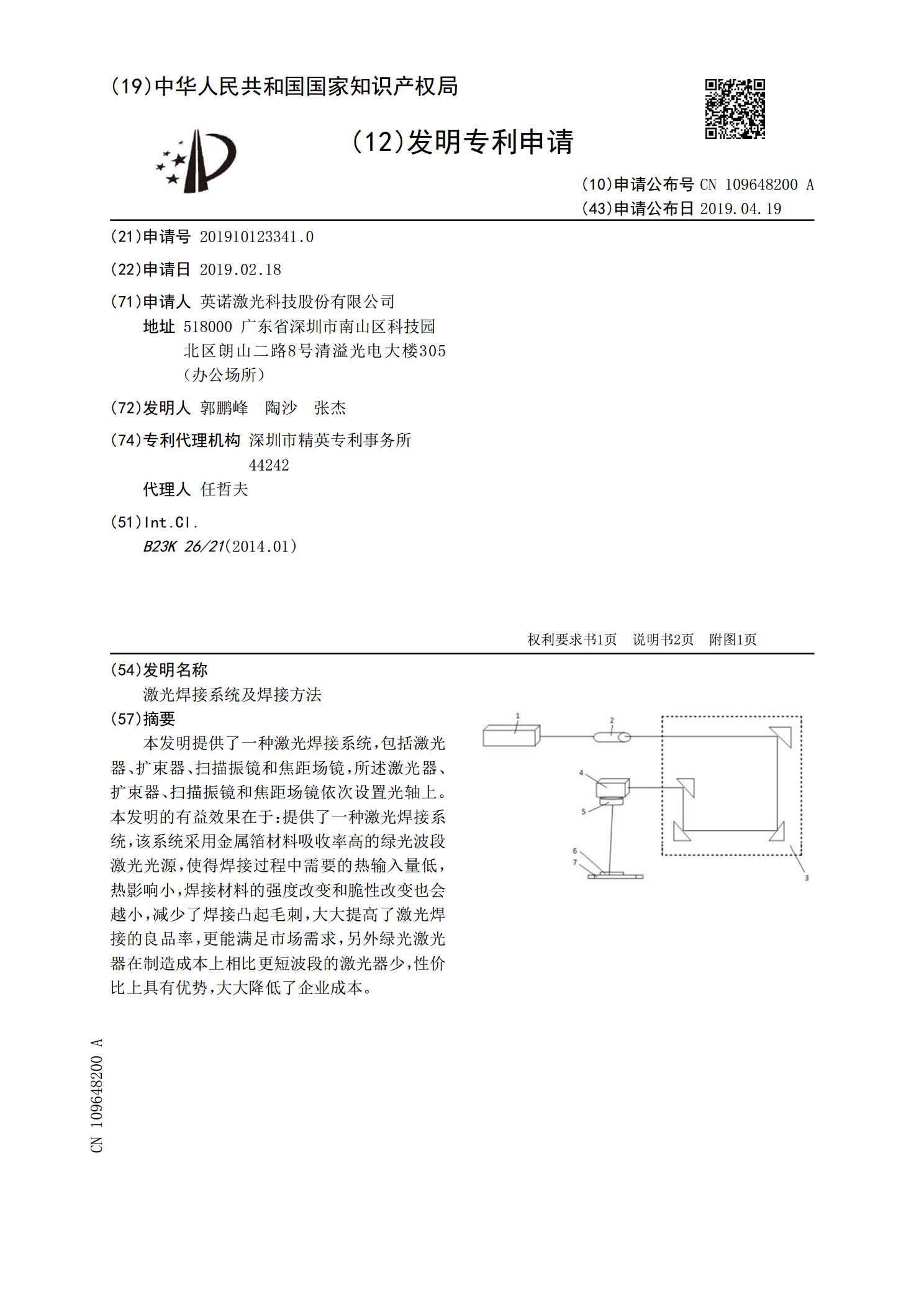
激光焊接系统及焊接方法.pdf
本发明提供了一种激光焊接系统,包括激光器、扩束器、扫描振镜和焦距场镜,所述激光器、扩束器、扫描振镜和焦距场镜依次设置光轴上。本发明的有益效果在于:提供了一种激光焊接系统,该系统采用金属箔材料吸收率高的绿光波段激光光源,使得焊接过程中需要的热输入量低,热影响小,焊接材料的强度改变和脆性改变也会越小,减少了焊接凸起毛刺,大大提高了激光焊接的良品率,更能满足市场需求,另外绿光激光器在制造成本上相比更短波段的激光器少,性价比上具有优势,大大降低了企业成本。
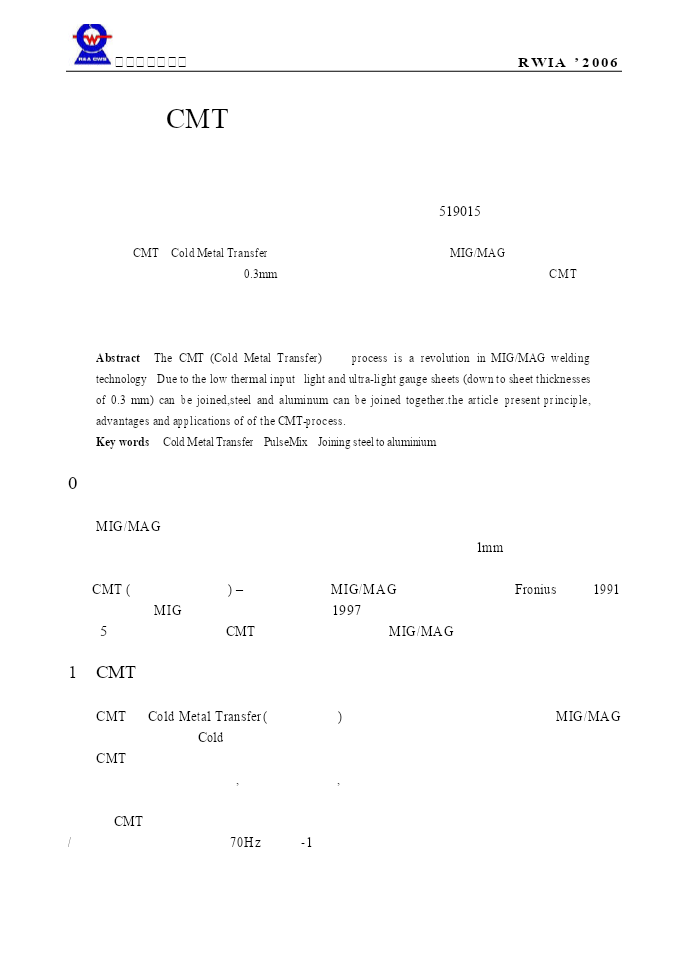
CMT焊接—革新的焊接技术.pdf
国际机器人焊接RWIA’2006CMT焊接—革新的焊接技术杨修荣易翔(珠海市科盈焊接器材有限公司珠海519015)摘要:CMT(ColdMetalTransfer)冷金属过渡技术是一种全新的在MIG/MAG焊接工艺,焊接热输入极低,可以焊接薄至0.3mm的板材,并可实现钢与铝的异种连接。本文介绍了CMT焊接工艺的原理、特点及其应用前景。关键词:冷金属过渡,混合过渡,钢与铝的焊接Abstract:TheCMT(ColdMetalTransfer)–processisarevolutioninMIG/MAGw
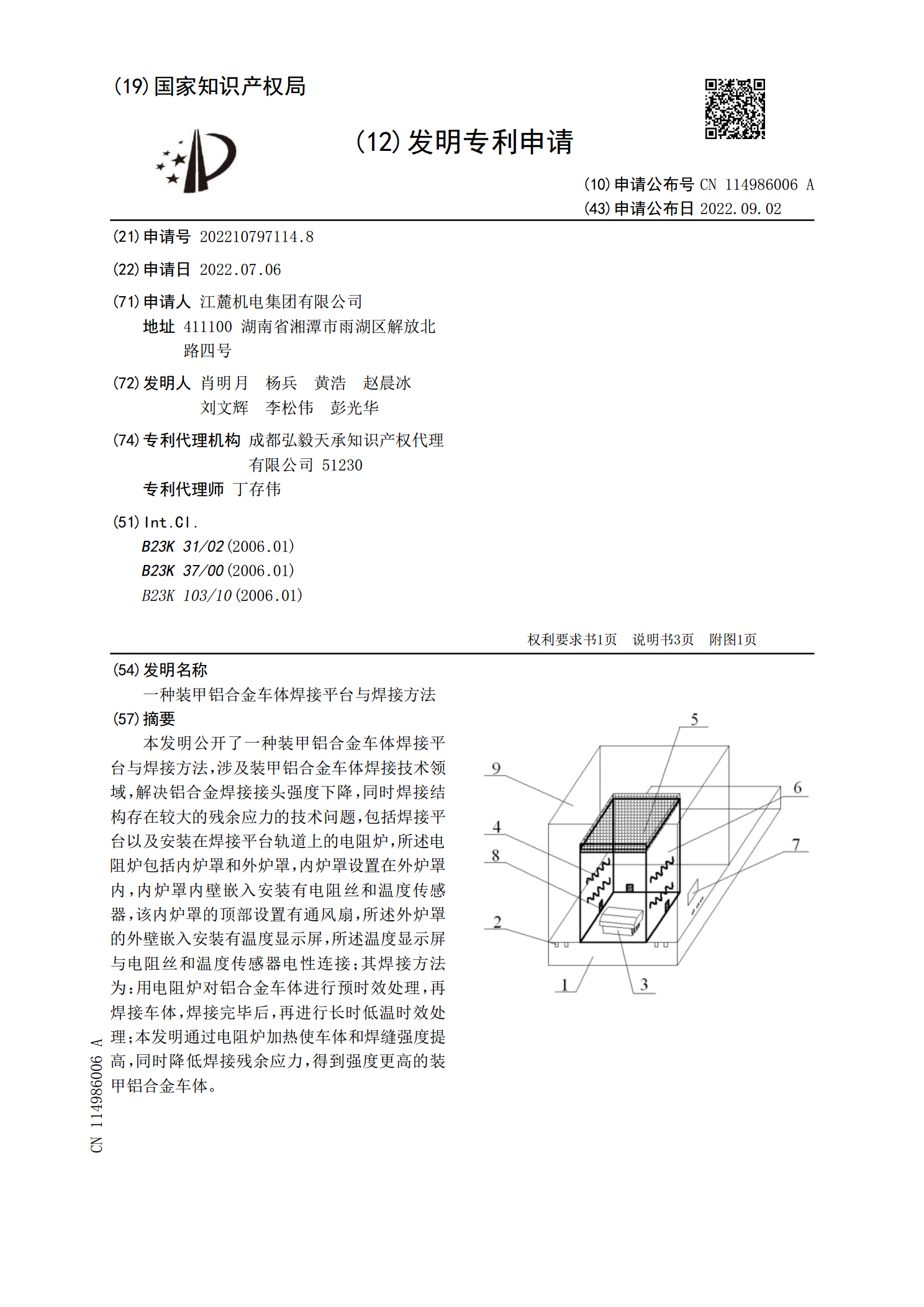
一种装甲铝合金车体焊接平台与焊接方法.pdf
本发明公开了一种装甲铝合金车体焊接平台与焊接方法,涉及装甲铝合金车体焊接技术领域,解决铝合金焊接接头强度下降,同时焊接结构存在较大的残余应力的技术问题,包括焊接平台以及安装在焊接平台轨道上的电阻炉,所述电阻炉包括内炉罩和外炉罩,内炉罩设置在外炉罩内,内炉罩内壁嵌入安装有电阻丝和温度传感器,该内炉罩的顶部设置有通风扇,所述外炉罩的外壁嵌入安装有温度显示屏,所述温度显示屏与电阻丝和温度传感器电性连接;其焊接方法为:用电阻炉对铝合金车体进行预时效处理,再焊接车体,焊接完毕后,再进行长时低温时效处理;本发明通过电