
CMT焊接—革新的焊接技术.pdf

qw****27


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
CMT焊接—革新的焊接技术.pdf
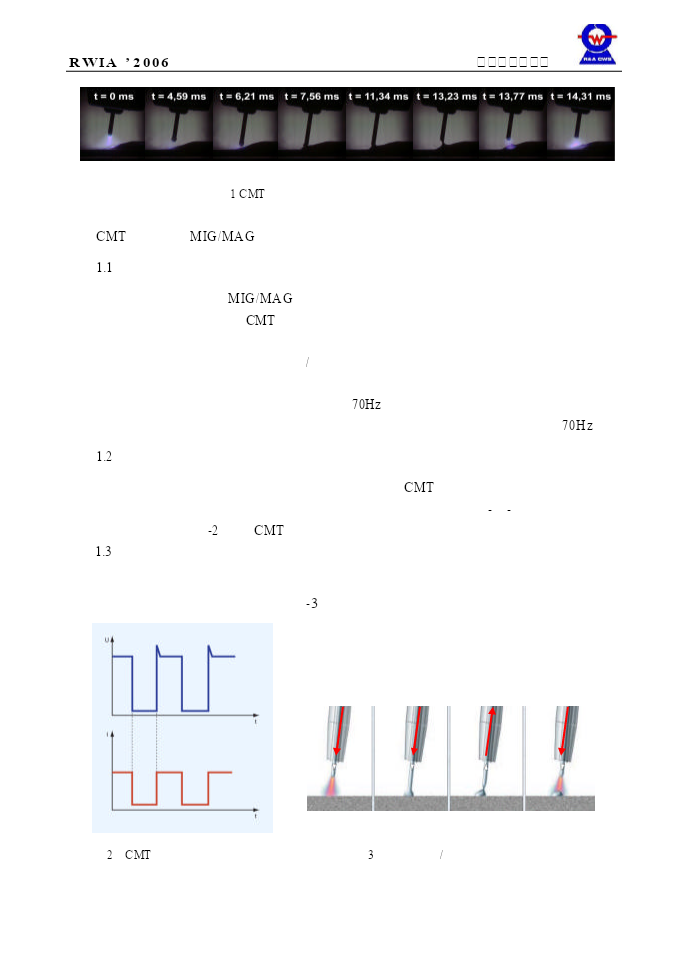
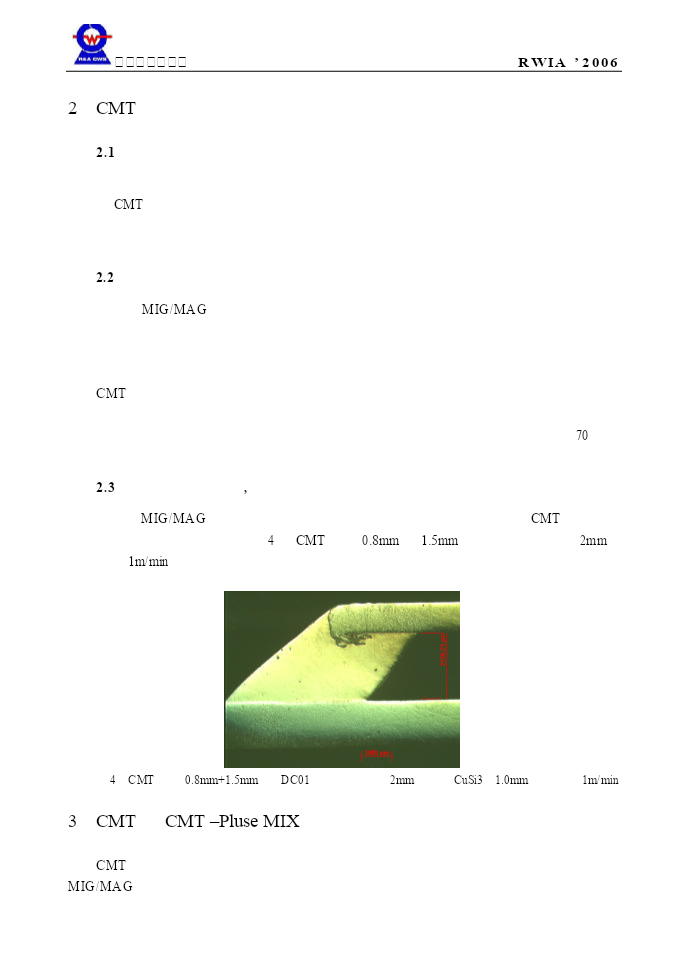
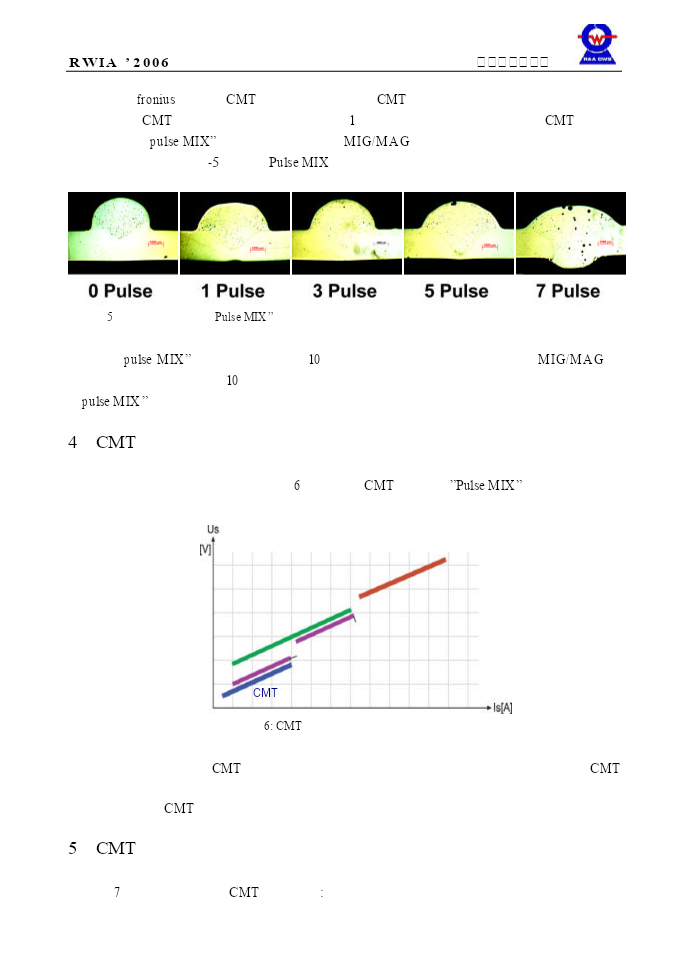
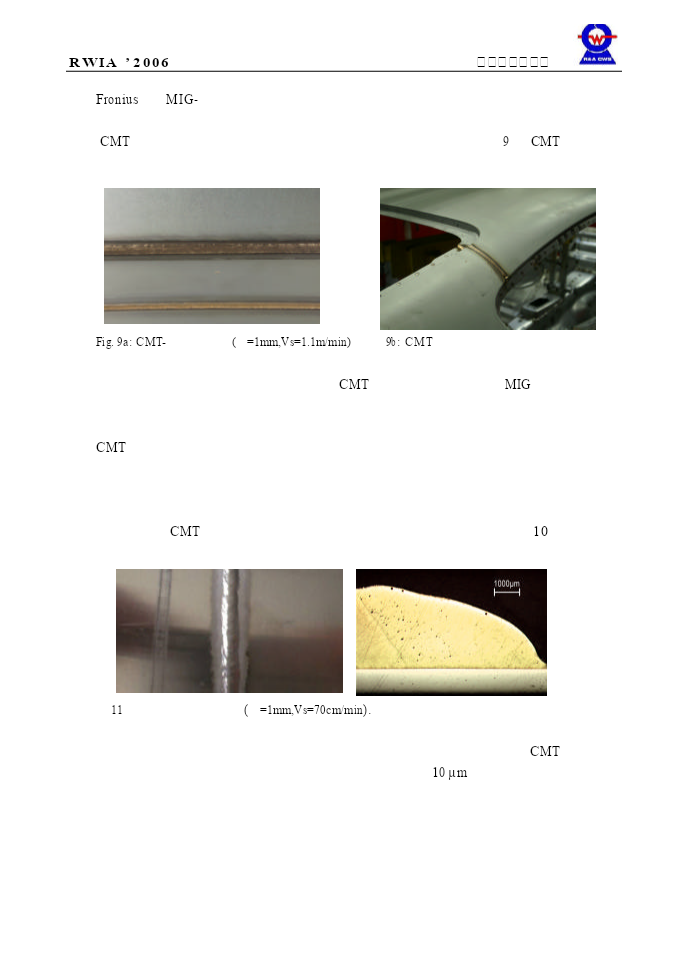
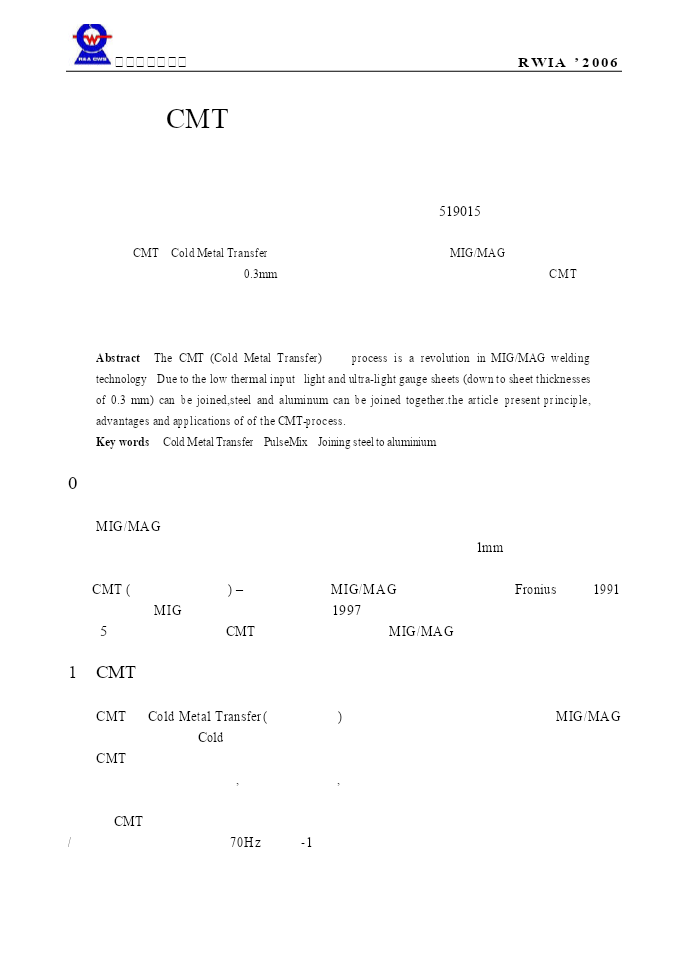
国际机器人焊接RWIA’2006CMT焊接—革新的焊接技术杨修荣易翔(珠海市科盈焊接器材有限公司珠海519015)摘要:CMT(ColdMetalTransfer)冷金属过渡技术是一种全新的在MIG/MAG焊接工艺,焊接热输入极低,可以焊接薄至0.3mm的板材,并可实现钢与铝的异种连接。本文介绍了CMT焊接工艺的原理、特点及其应用前景。关键词:冷金属过渡,混合过渡,钢与铝的焊接Abstract:TheCMT(ColdMetalTransfer)–processisarevolutioninMIG/MAGw
薄板焊接的极限——CMT冷金属过渡焊接技术.pdf
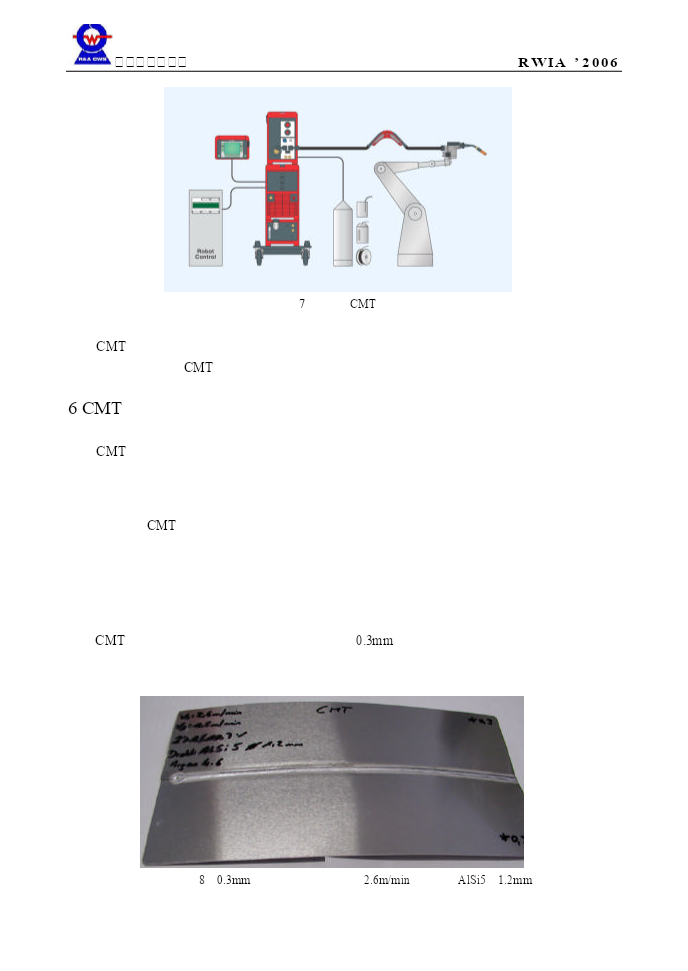
焊接工艺雹晖俄第41卷(4)机器人控制箱。适用于所有型号的机器人,无论机器人是通过数字信号、模拟信号或field-bus方式进行数据传输。(5)VR7000CMT送丝机。数字化控制的送丝机,适用于所有普通的送丝管。(6)CMTRobacta焊枪。全数字化控制的机器人用焊枪。无传动装置,安装有高效的双向动力学传动马达,适用于精确的送丝和恒定的接触压力。(7)焊丝缓冲器。削弱了两个送丝系统对焊丝的冲击力,为焊丝在两个送丝系统之间提供了一个缓图1CnT系统冲空间。该装置可以悬挂在一个平衡器上或固定在(1)TPS

激光CMT复合焊接系统、焊接方法及铝合金车体焊接构件.pdf
本发明涉及激光电弧复合焊接领域,提供了一种激光CMT复合焊接系统、焊接方法及铝合金车体焊接构件。其中,激光CMT复合焊接系统包括焊接工装平台、激光器、CMT焊枪和激振器;所述焊接工装平台上固定待焊工件,相邻所述待焊工件之间形成焊缝,所述激光器和所述CMT焊枪之间留有间隙并均设于所述焊缝处,所述激光器产生的激光与所述CMT焊枪产生的焊接电弧共同作用在所述焊缝处并形成熔池,所述激振器产生的振动传递至所述熔池处,促使所述熔池中的气体排出。本发明能够大幅降低甚至消除气孔,同时可以改善焊接接头的组织性能,提升焊接接
机器人CMT焊接工艺研究.doc
I毕业设计说明书(论文)中文摘要机器人CMT焊接工艺研究本文利用焊接机器人和福尼斯CMT焊机对镀锌板进行堆焊,搭接和对接,分析CMT机器人焊接焊接得到板材的外观,成型,硬度,气孔产生的原因,焊接变形产生的原因。得到由于冷金属过渡焊接的特殊的抽送丝方式,其焊接热输入量更小,在同样焊接参数下,冷金属过渡焊接比MAG焊的飞溅更少,熔深更小,且硬度值要明显低于MAG焊。但是在搭接镀锌板材时,由于无间隙,电弧力过大,弧长修正系数过大,焊接速度过快等原因,仍会出现气孔,对接时由于板材膨胀收缩不均匀仍会出现焊接变形。关
机器人CMT焊接工艺研究.doc
I毕业设计说明书(论文)中文摘要机器人CMT焊接工艺研究本文利用焊接机器人和福尼斯CMT焊机对镀锌板进行堆焊,搭接和对接,分析CMT机器人焊接焊接得到板材的外观,成型,硬度,气孔产生的原因,焊接变形产生的原因。得到由于冷金属过渡焊接的特殊的抽送丝方式,其焊接热输入量更小,在同样焊接参数下,冷金属过渡焊接比MAG焊的飞溅更少,熔深更小,且硬度值要明显低于MAG焊。但是在搭接镀锌板材时,由于无间隙,电弧力过大,弧长修正系数过大,焊接速度过快等原因,仍会出现气孔,对接时由于板材膨胀收缩不均匀仍会出现焊接变形。关