
挤压成型装置.pdf

一只****呀淑

1/10

2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
挤压成型装置.pdf
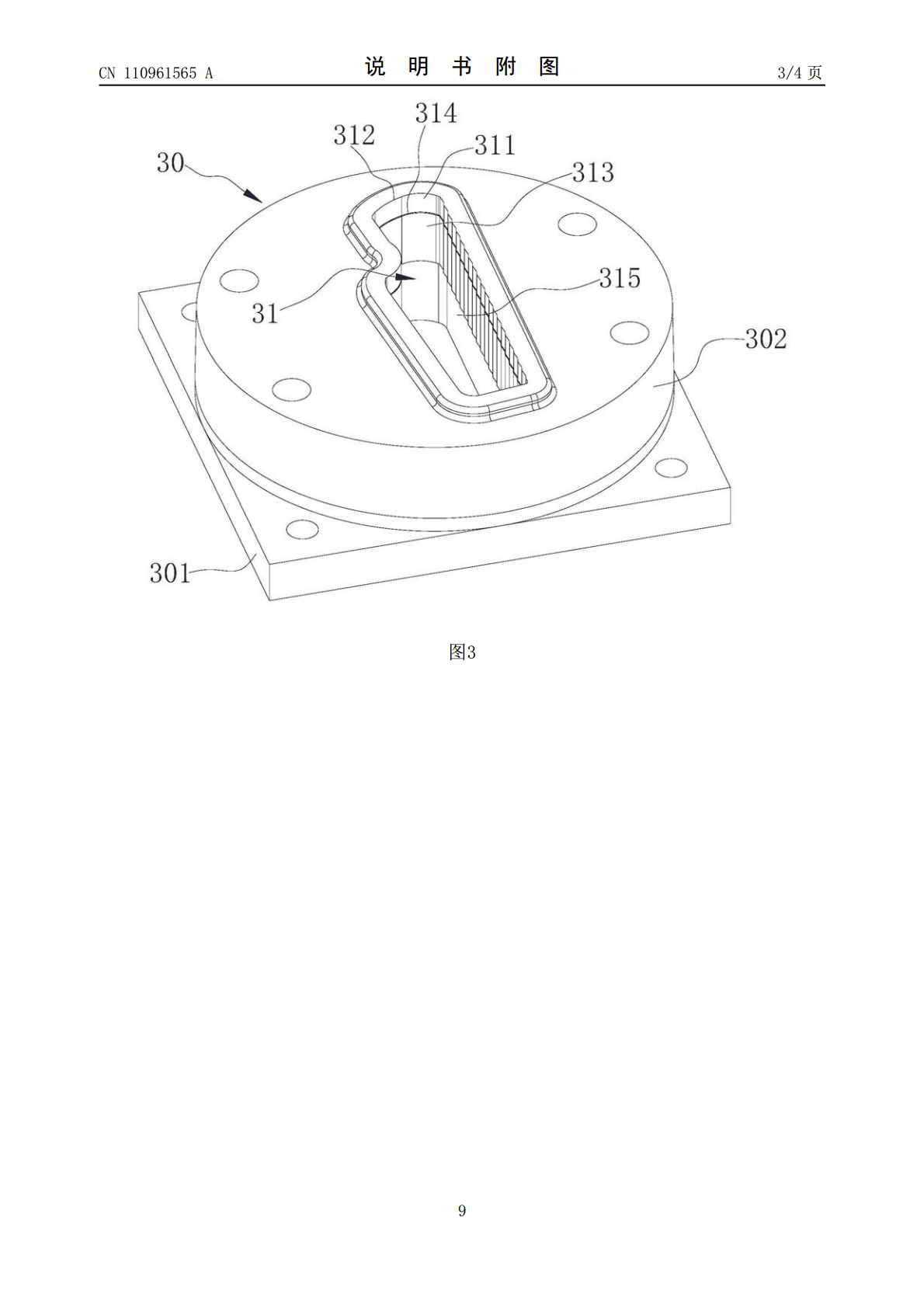
挤压成型装置,包括下模板、上模板、驱动单元、支撑模,上模板上固定有冲头,下模板上固定安装有支撑架,支撑架上固定连接有模芯,模芯上开设有通孔,通孔包括型腔、导向部,模芯上表面位于通孔边缘的部分形成切断部;支撑模的顶部穿接在导向部内,支撑模与下模板之间设置有一支撑件,支撑模的底部形成第一配合部,支撑件上设置第二配合部,第一配合部和第二配合部中的其中一个为外凸弧面,另一个为内凹弧面,外凸弧面与内凹弧面贴合且其二者的圆心重合,支撑件通过连接组件与上模板连接,连接组件包括沿高度方向延伸的第一连杆和第二连杆,第一连杆

挤压成型装置.pdf
本发明提供一种挤压成型装置,其包括一雾化轮、一网点轮、一注入结构、一导向结构及一棱镜成型系统。所述雾化轮与所述网点轮相邻设置,所述注入结构位于所述雾化轮与所述网点轮的上方。所述导向结构位于所述网点轮与所述棱镜成型系统之间。所述棱镜成型系统包括一涂布系统、一棱镜轮及一紫外光源。所述涂布系统位于所述导向结构和所述棱镜轮之间,所述紫外光源位于所述棱镜轮的上方。本发明提供的挤压成型装置中雾化轮和网点轮通过对熔融体进行挤压成型为导光板,所述导光板形成一雾面及一与所述雾面相对的网点面;另外,通过棱镜轮和紫外光源对涂覆
齿轮挤压成型装置.pdf
本发明涉及齿轮加工领域,具体公开了一种齿轮挤压成型装置,包括机架、上模机构和下模机构,上模机构包括下滑液压缸、上模座、挤压液压缸、充气气缸和限位圈,挤压液压缸的推杆上固定有冲头,限位圈与冲头同轴,且限位圈可推动充气气缸的活塞滑动;下模机构包括下模、固定气缸和齿模,下模包括若干弧形块,固定气缸与充气气缸连通,且固定气缸的活塞杆与弧形块固定,弧形块远离固定气缸一侧设有齿模槽,所述齿模与齿模槽可拆卸连接,所述限位圈上设有可供固定气缸的活塞杆通过的通过槽。本方案可以减少齿轮损伤。
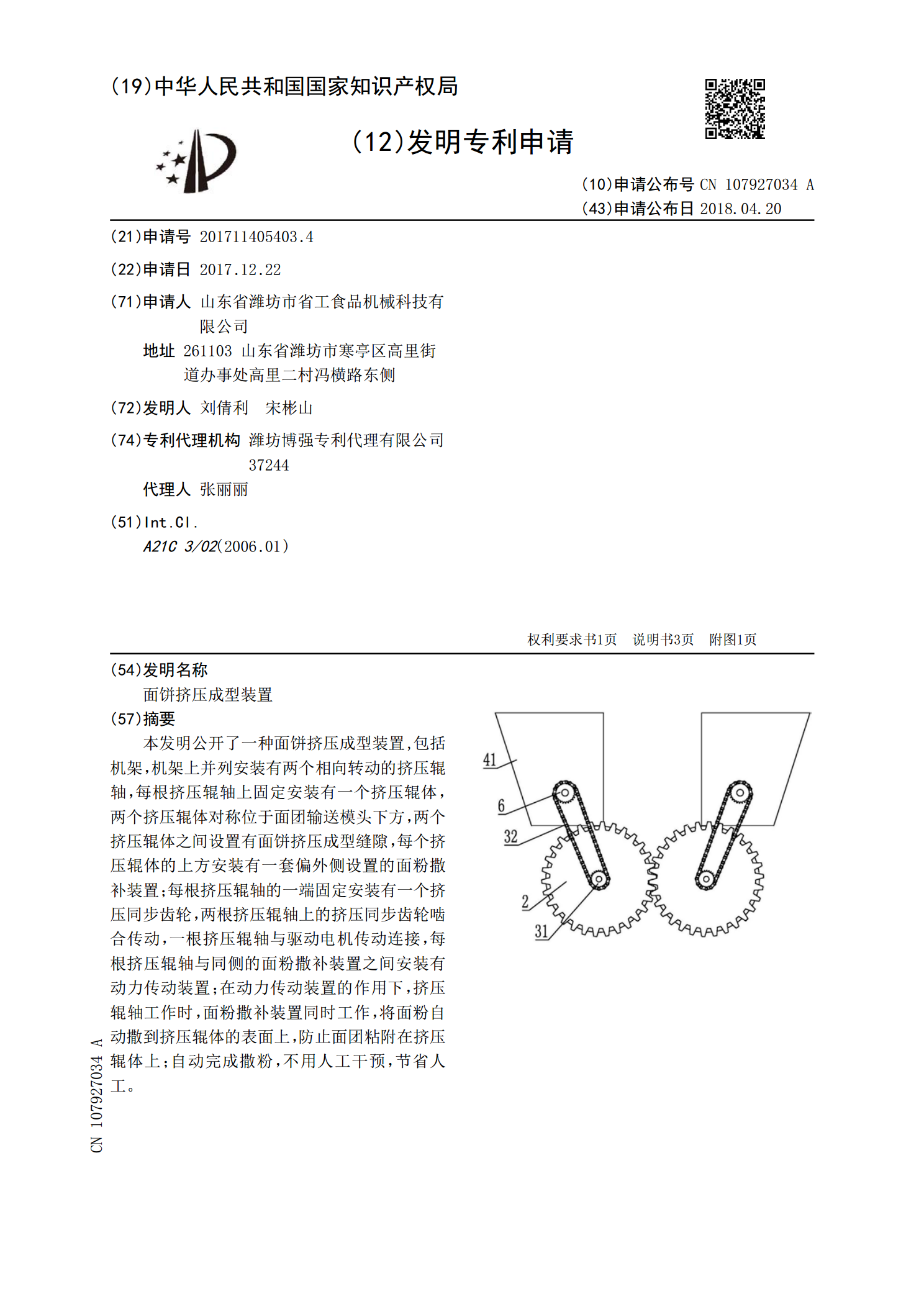
面饼挤压成型装置.pdf
本发明公开了一种面饼挤压成型装置,包括机架,机架上并列安装有两个相向转动的挤压辊轴,每根挤压辊轴上固定安装有一个挤压辊体,两个挤压辊体对称位于面团输送模头下方,两个挤压辊体之间设置有面饼挤压成型缝隙,每个挤压辊体的上方安装有一套偏外侧设置的面粉撒补装置;每根挤压辊轴的一端固定安装有一个挤压同步齿轮,两根挤压辊轴上的挤压同步齿轮啮合传动,一根挤压辊轴与驱动电机传动连接,每根挤压辊轴与同侧的面粉撒补装置之间安装有动力传动装置;在动力传动装置的作用下,挤压辊轴工作时,面粉撒补装置同时工作,将面粉自动撒到挤压辊体
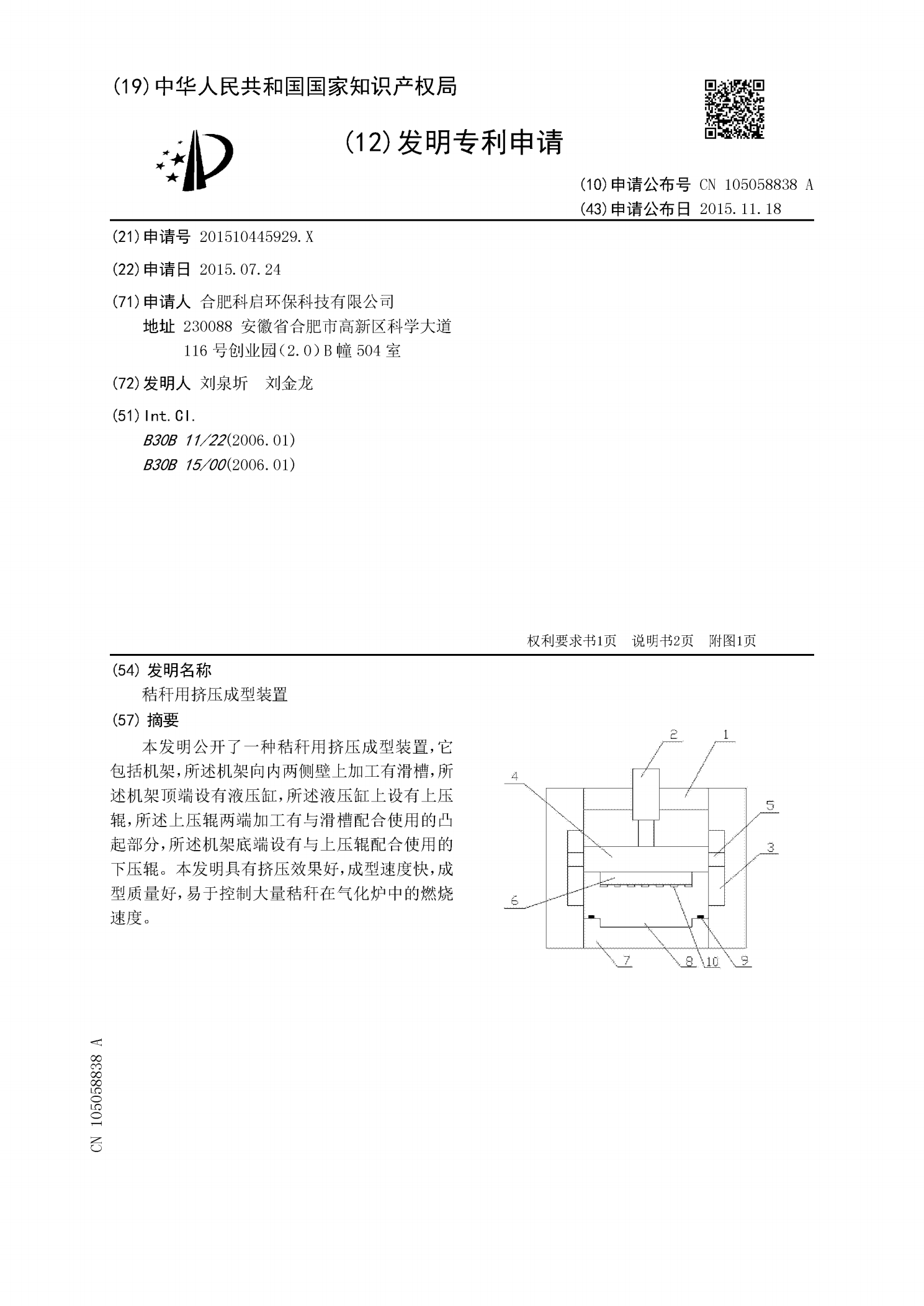
秸秆用挤压成型装置.pdf
本发明公开了一种秸秆用挤压成型装置,它包括机架,所述机架向内两侧壁上加工有滑槽,所述机架顶端设有液压缸,所述液压缸上设有上压辊,所述上压辊两端加工有与滑槽配合使用的凸起部分,所述机架底端设有与上压辊配合使用的下压辊。本发明具有挤压效果好,成型速度快,成型质量好,易于控制大量秸秆在气化炉中的燃烧速度。