
制造燃料喷射部件的方法.pdf

努力****亚捷


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

制造燃料喷射部件的方法.pdf
本发明公开了用于燃料喷射部件的工件,所述工件由具有如下组成的钢制成,以质量%计,C:0.08‑0.16%,Si:0.10‑0.30%,Mn:1.00‑2.00%,S:0.005‑0.030%,Cu:0.01‑0.30%,Ni:0.40‑1.50%,Cr:0.50‑1.50%,Mo:0.30‑0.70%,V:0.10‑0.40%,s‑Al:0.001‑0.100%和Fe,以及不可避免的杂质作为残留成分。将所述工件加热到950℃或以上且1350℃或以下的温度后,对所述工件进行热锻,然后在从800℃至500℃的

燃料喷射阀部件.pdf
本发明公开了一种燃料喷射阀部件,包括喷射器体、控制柱塞、阀套、孔板和紧固阀座,孔板、阀套和控制柱塞围成控制容腔,燃料喷射阀部件还包括缓压浮柱,控制柱塞的上端面设有径向凸条,缓压浮柱下端缺口部与径向凸条啮合卡接并置于所述控制柱塞的顶面,径向凸条的两端凸出于控制柱塞的侧面,与阀套的内壁轴向滑槽上下滑动配合,内壁轴向滑槽与进油口位于同一直线上,缓压浮柱的另一端设有出油孔,出油孔连通缺口部形成连接通道,孔板设有与缓压浮柱相匹配的约束孔,约束孔与孔板的孔板出油孔连通,缓压浮柱可在约束孔内上下运动。本发明可解决高压力
燃料喷射器用部件及其涂敷方法.pdf
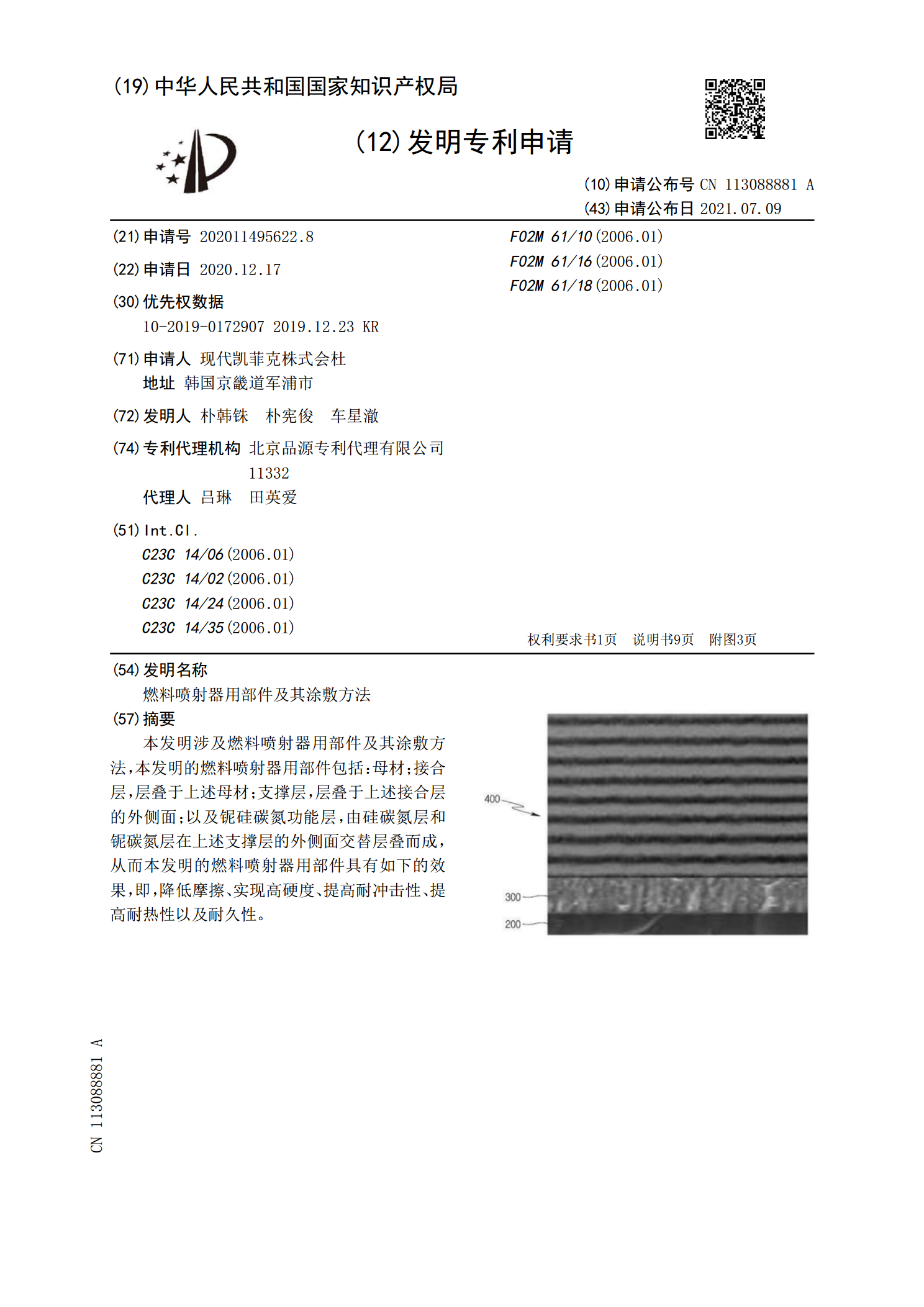
本发明涉及燃料喷射器用部件及其涂敷方法,本发明的燃料喷射器用部件包括:母材;接合层,层叠于上述母材;支撑层,层叠于上述接合层的外侧面;以及铌硅碳氮功能层,由硅碳氮层和铌碳氮层在上述支撑层的外侧面交替层叠而成,从而本发明的燃料喷射器用部件具有如下的效果,即,降低摩擦、实现高硬度、提高耐冲击性、提高耐热性以及耐久性。

具有用于连接燃料喷射阀与燃料引导部件的组件的燃料喷射设备.pdf
本发明涉及一种组件(3),用于连接燃料喷射阀(5)的接头件(4)与燃料引导部件(2)的杯形座(6),其中,设置有连接夹(15)。连接夹(15)在装配状态中将燃料喷射阀(5)的接头件(4)与杯形座(6)连接。在此,在设置在接头件(4)上的接触轮廓(39)和设置在连接夹(15)上的接触轮廓(33)上在装配状态中在所述接头件(4)和所述连接夹(15)之间发生接触,所述接触轮廓这样相互匹配地构型,使得确保接头件(4)在连接夹(15)上的支承(45),该支承允许接头件(4)相对于杯形座(6)的纵轴线(24)摆动。

燃料喷射装置用喷嘴板的制造方法、燃料喷射装置用喷嘴板的模型及燃料喷射装置用喷嘴板.pdf
本发明的课题在于,提供能够高精度地进行喷嘴孔及其周边的成形,难以产生成形不良的燃料喷射装置用喷嘴板的制造方法、模型及燃料喷射装置用喷嘴板。浇口(3)以在用于形成燃料喷射装置用喷嘴板(1)的腔室中的、形成板主体部(11)的腔室部分且形成由多个喷嘴孔(7)包围的部分的腔室部分开口的方式配置。而且,从浇口(3)注射到腔室内的熔融树脂到达形成多个喷嘴孔(7)的部分的时间的偏差被抑制。其结果,能够防止熔融树脂的填充速度的偏差导致的喷嘴孔(7)及其周边的成形不良,能够高精度地形成喷嘴孔(7)及其周边的形状。