
一种薄壁内凹槽的加工方法.pdf

飞飙****ng


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种薄壁内凹槽的加工方法.pdf
本发明涉及一种超长规格薄壁内凹槽的加工方法,用于机械加工领域。本发明薄壁内凹槽的加工方法进行薄壁内凹槽加工时,先加工一侧薄壁内凹槽并留加工余量,再完成内凹槽另一侧加工,在已加工完成的内凹槽内壁粘接支撑块,然后再对另一侧所留加工余量进行加工,最后取出支撑块。本发明薄壁内凹槽的加工方法通过对超长规格薄壁板加工工艺方法的改进,特别是巧妙的利用支撑块在加工时辅助减少加工变形,能够实现长度超过10米的超长薄壁板内凹槽的精确加工。通过本发明方法所加工的薄壁板质量稳定,能够有效保证腹板和立筋厚度、腹板平面度,合格率高,

一种凹槽的加工方法.pdf
本发明涉及一种凹槽的加工方法,包括首先在毛坯上划出待加工区域边线;使用硬质合金方头槽刀片粗加工毛坯,使硬质合金方头槽刀片在待加工区域相对两条边线之间反复来回移动;使用硬质合金圆头槽刀片精加工毛坯,使刀具沿已加工轮廓移动切削加工剩余余量;使用本发明提供的技术方案,在粗加工和精加工阶段分别使用了不同的刀具,粗加工中使刀具在所述待加工区域往复摆动,使用直线加工路径与曲线加工路径相结合,直线加工路径进给速度快,曲线加工路径进给速度低,提高了刀具加工刚性,避免了卡屑、崩刃等现象,增强了加工稳定性,减少了刀具在切削过
一种凹槽切削加工方法.pdf
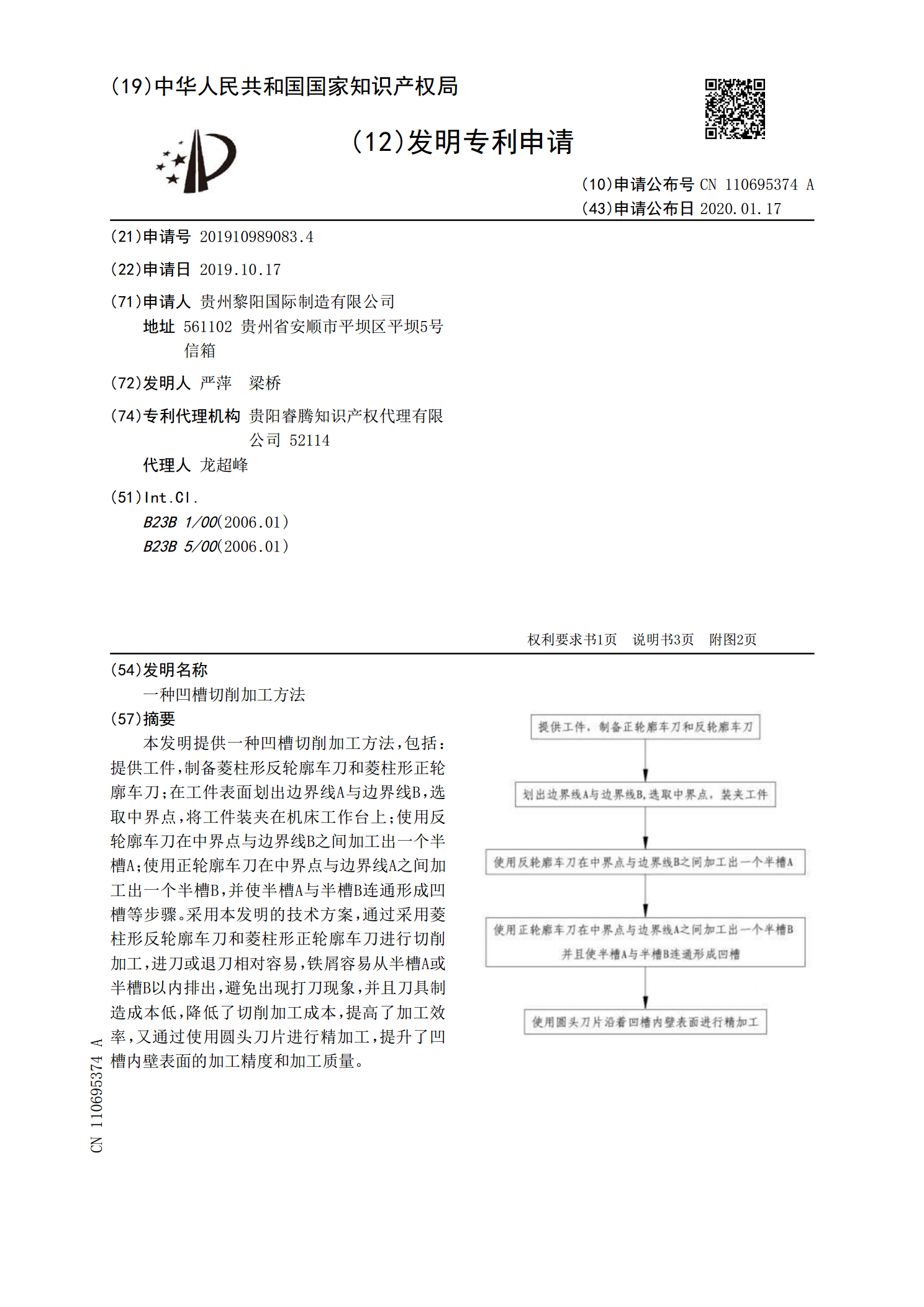
本发明提供一种凹槽切削加工方法,包括:提供工件,制备菱柱形反轮廓车刀和菱柱形正轮廓车刀;在工件表面划出边界线A与边界线B,选取中界点,将工件装夹在机床工作台上;使用反轮廓车刀在中界点与边界线B之间加工出一个半槽A;使用正轮廓车刀在中界点与边界线A之间加工出一个半槽B,并使半槽A与半槽B连通形成凹槽等步骤。采用本发明的技术方案,通过采用菱柱形反轮廓车刀和菱柱形正轮廓车刀进行切削加工,进刀或退刀相对容易,铁屑容易从半槽A或半槽B以内排出,避免出现打刀现象,并且刀具制造成本低,降低了切削加工成本,提高了加工效率

薄壁外齿轮内孔的加工方法.pdf
本发明公开一种薄壁外齿轮内孔的加工方法,采取新工艺和夹具解决上述问题。本发明采取的加工步骤:锻造、粗车、调质、半精车、半精车、精车、滚齿、去应力退火、平磨端面、磨内孔、磨齿、齿面氮化;粗车给前半精车留量1.5mm,前半精车给后半精车留量为0.7mm,后半精车给精车留量为0.3mm,分三次车削;磨内孔采用专用夹具,用定位棒使夹具体与工件齿轮同心,之后用夹具体使工件齿轮以一个端面及齿顶定位,再用压板压紧工件齿轮,磨内孔;圆度可以达到0.02mm,直线度可以达到0.003mm;齿面氮化变形后内孔圆度0.08mm

内腔式薄壁缩孔的加工方法.pdf
本发明公开了一种内腔式薄壁缩孔的加工方法,首先用常规钻孔、铰孔方式加工内孔,同时,内孔的口部车出一个待旋压环;在车床上,对待旋压环用带角度的滚轮刀具角度旋压成形,预压角度α为90°~91°;最后,更换成形旋压刀,内孔孔口形状再次旋压成形得到缩孔。该方法可解决薄壁缩孔加工难度高,效率低的问题。打破传统的采用镗削的工艺方法,根据金属的塑性变形特性,实现无屑加工,具有简单易行、成本低廉、经济性好,效率高等优点,适用于大批量生产。