
一种铸造件铸造成型后卸砂处理方法.pdf

猫巷****傲柏


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种铸造件铸造成型后卸砂处理方法.pdf
本发明涉及一种铸造件铸造成型后卸砂处理方法,主要包括以下步骤铸造成型处理、型砂钻落处理、型砂振散处理、取件处理与码放处理等多个工序。本发明可以解决现有铸造件加工过程中存在的以下难题,a,在铸造件铸造完毕后清理型砂过程中,通常采用人工清砂的方式,型砂粘结紧密,人工清理难度大,导致人工劳动强度大,且清砂不完全,不便于后续取出铸造件的步骤;b,在铸造件铸造完毕后清理型砂过程中,清砂完毕后砂箱内还存在残留的型砂,不便于砂箱的后续重复利用,提高了清理成本。
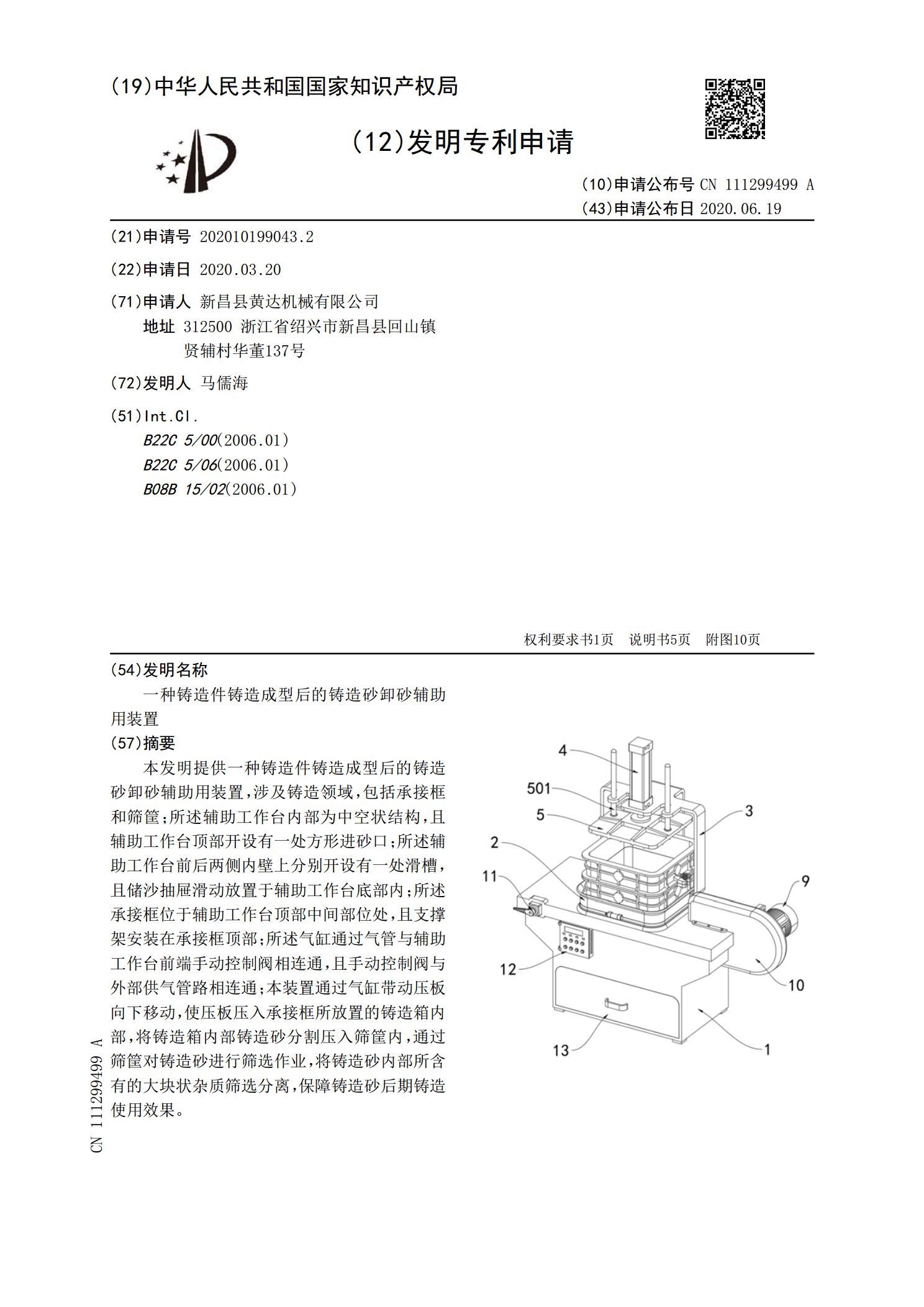
一种铸造件铸造成型后的铸造砂卸砂辅助用装置.pdf
本发明提供一种铸造件铸造成型后的铸造砂卸砂辅助用装置,涉及铸造领域,包括承接框和筛筐;所述辅助工作台内部为中空状结构,且辅助工作台顶部开设有一处方形进砂口;所述辅助工作台前后两侧内壁上分别开设有一处滑槽,且储沙抽屉滑动放置于辅助工作台底部内;所述承接框位于辅助工作台顶部中间部位处,且支撑架安装在承接框顶部;所述气缸通过气管与辅助工作台前端手动控制阀相连通,且手动控制阀与外部供气管路相连通;本装置通过气缸带动压板向下移动,使压板压入承接框所放置的铸造箱内部,将铸造箱内部铸造砂分割压入筛筐内,通过筛筐对铸造砂
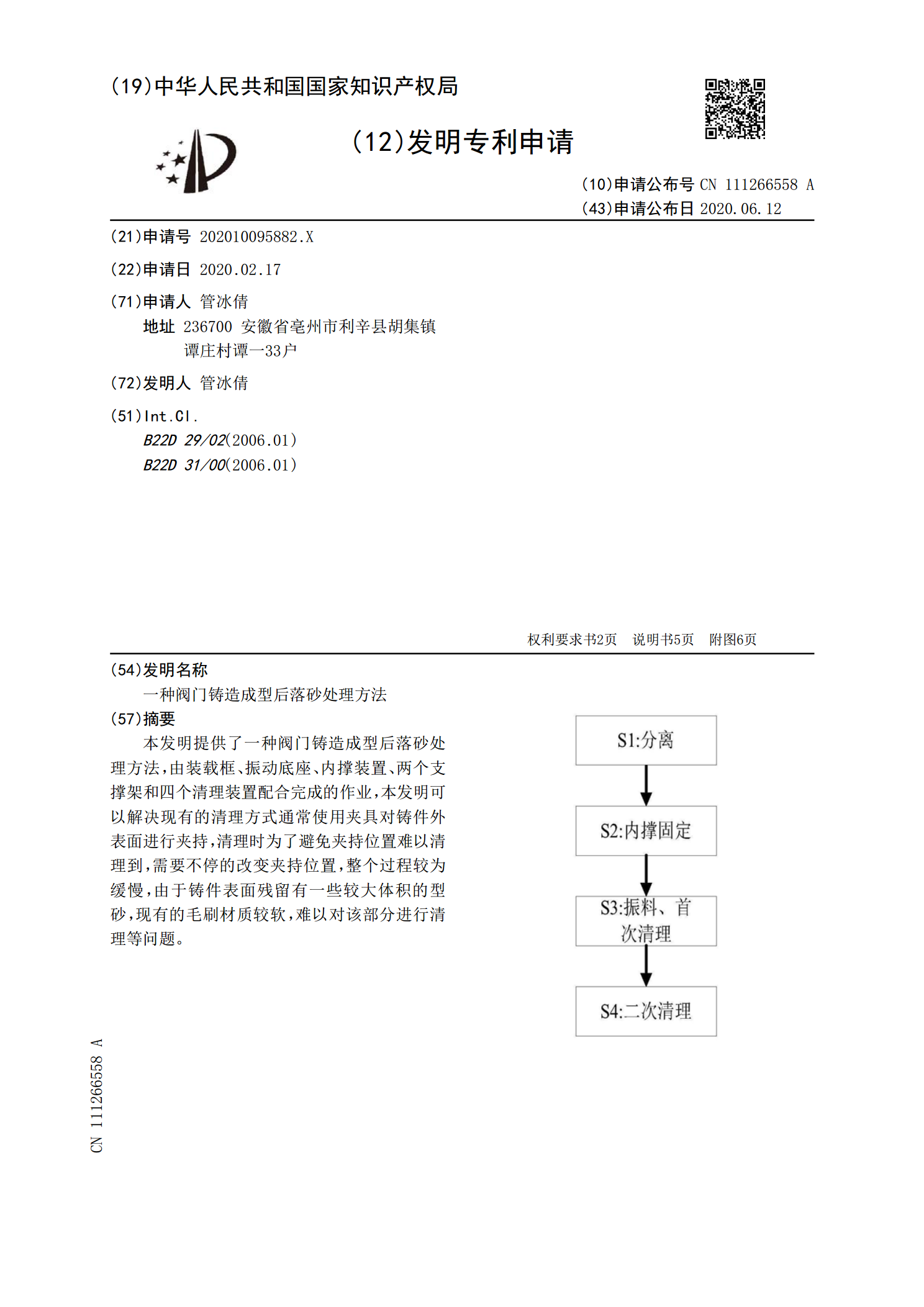
一种阀门铸造成型后落砂处理方法.pdf
本发明提供了一种阀门铸造成型后落砂处理方法,由装载框、振动底座、内撑装置、两个支撑架和四个清理装置配合完成的作业,本发明可以解决现有的清理方式通常使用夹具对铸件外表面进行夹持,清理时为了避免夹持位置难以清理到,需要不停的改变夹持位置,整个过程较为缓慢,由于铸件表面残留有一些较大体积的型砂,现有的毛刷材质较软,难以对该部分进行清理等问题。
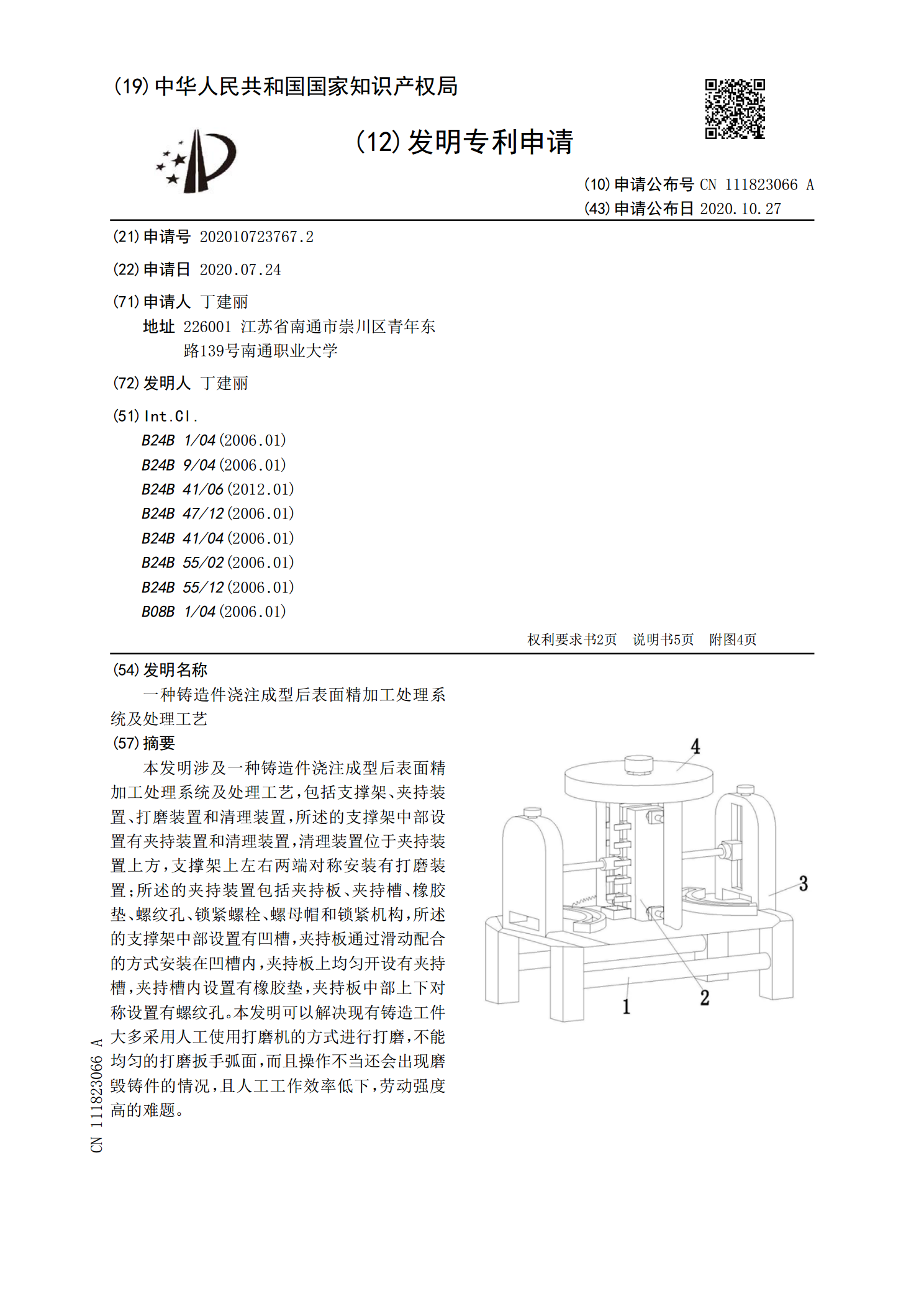
一种铸造件浇注成型后表面精加工处理系统及处理工艺.pdf
本发明涉及一种铸造件浇注成型后表面精加工处理系统及处理工艺,包括支撑架、夹持装置、打磨装置和清理装置,所述的支撑架中部设置有夹持装置和清理装置,清理装置位于夹持装置上方,支撑架上左右两端对称安装有打磨装置;所述的夹持装置包括夹持板、夹持槽、橡胶垫、螺纹孔、锁紧螺栓、螺母帽和锁紧机构,所述的支撑架中部设置有凹槽,夹持板通过滑动配合的方式安装在凹槽内,夹持板上均匀开设有夹持槽,夹持槽内设置有橡胶垫,夹持板中部上下对称设置有螺纹孔。本发明可以解决现有铸造工件大多采用人工使用打磨机的方式进行打磨,不能均匀的打磨扳
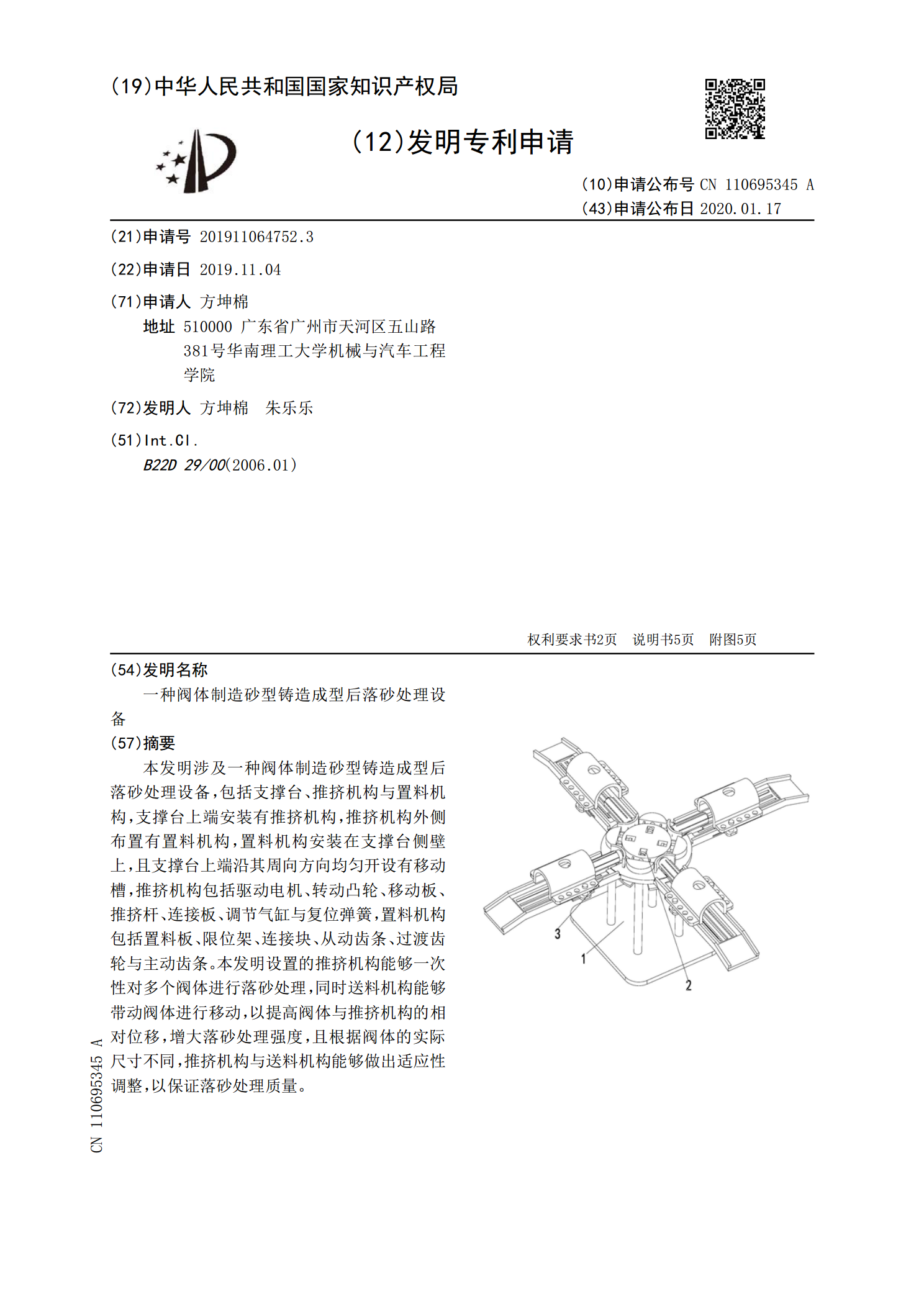
一种阀体制造砂型铸造成型后落砂处理设备.pdf
本发明涉及一种阀体制造砂型铸造成型后落砂处理设备,包括支撑台、推挤机构与置料机构,支撑台上端安装有推挤机构,推挤机构外侧布置有置料机构,置料机构安装在支撑台侧壁上,且支撑台上端沿其周向方向均匀开设有移动槽,推挤机构包括驱动电机、转动凸轮、移动板、推挤杆、连接板、调节气缸与复位弹簧,置料机构包括置料板、限位架、连接块、从动齿条、过渡齿轮与主动齿条。本发明设置的推挤机构能够一次性对多个阀体进行落砂处理,同时送料机构能够带动阀体进行移动,以提高阀体与推挤机构的相对位移,增大落砂处理强度,且根据阀体的实际尺寸不同