
一种间接增材制造设备及其增材制造方法.pdf

莉娜****ua


1/6
2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种间接增材制造设备及其增材制造方法.pdf
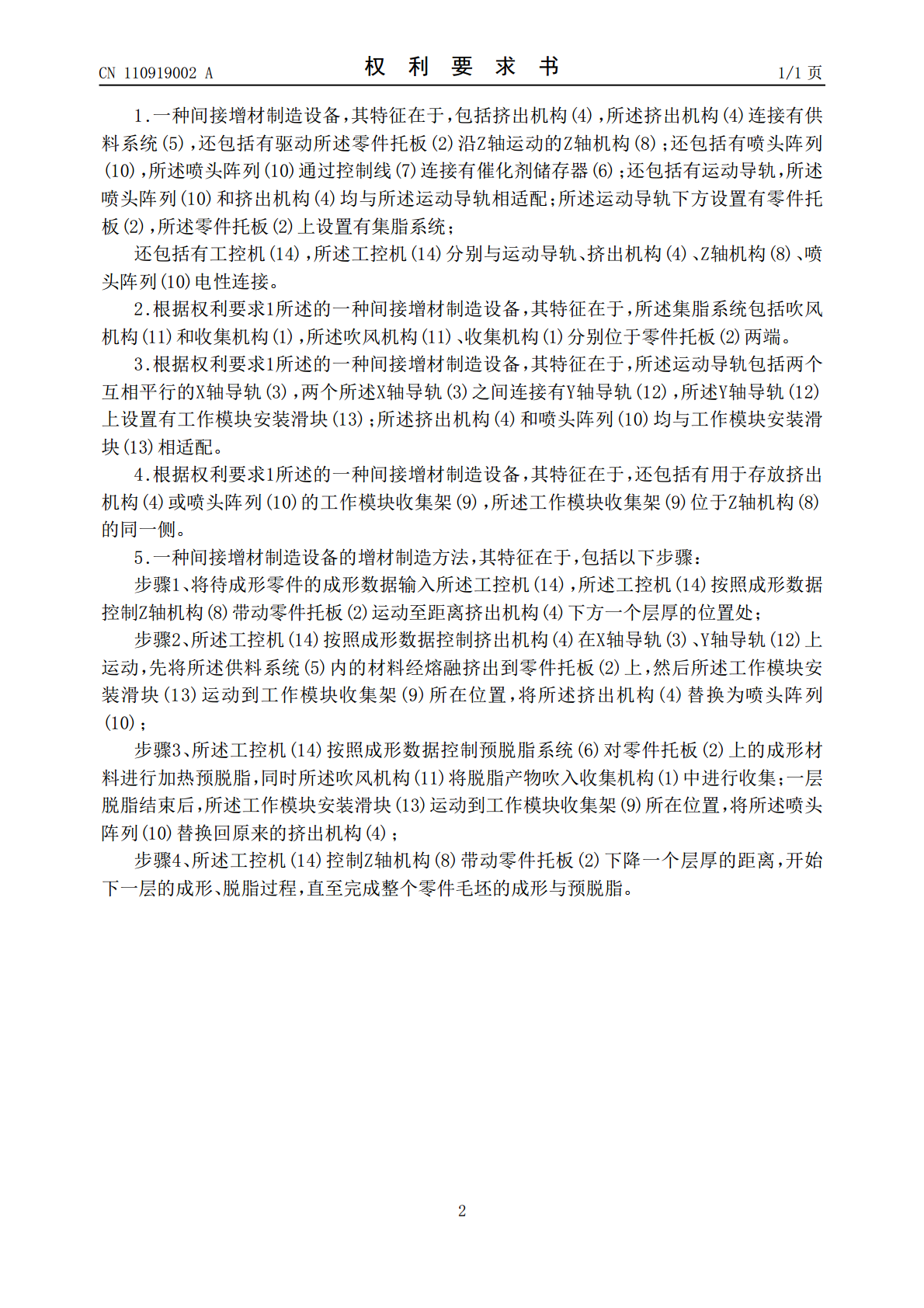
本发明公开了一种间接增材制造设备及其增材制造的方法,包括挤出机构和预脱脂系统,及驱动挤出机构或预脱脂系统向X、Y轴运动的运动导轨,挤出机构连接有供料系统,运动导轨下方设置有零件托板,零件托板上设置有集脂系统;还包括有驱动零件托板沿Z轴运动的Z轴机构;还包括有工控机。通过层层催化脱脂预先脱除部分粘结剂,在不损伤坯体强度的情况下使坯体的内部形成均布、连通的微孔,不但减小了粘结剂脱脂产物排除坯体的难度,而且避免了后续单独预脱脂过程的参与,可缩短脱脂周期、降低生产成本,且脱脂更彻底无粘结剂组份残留风险。
用于丝材成型的增材制造装置及增材制造方法.pdf
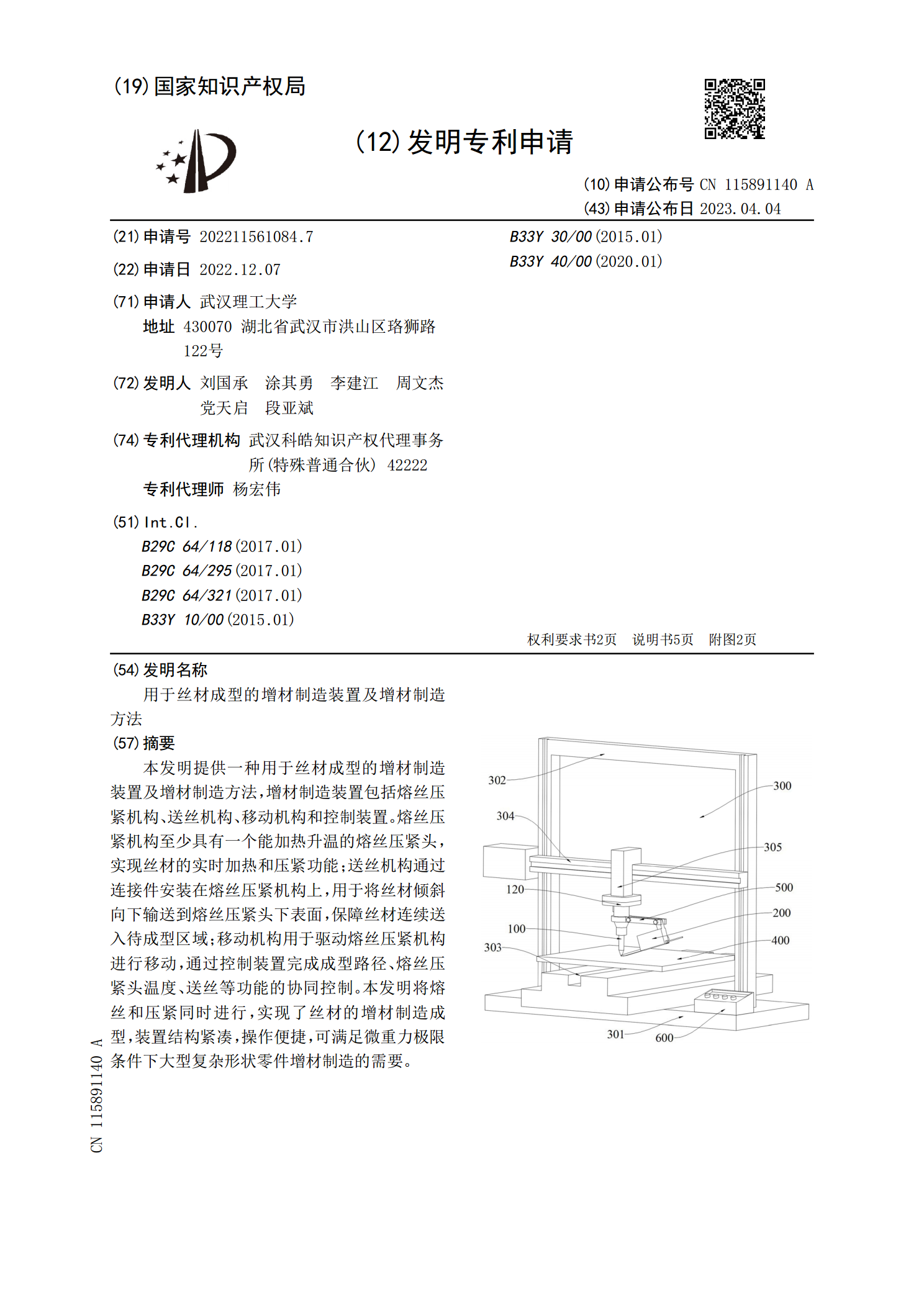
本发明提供一种用于丝材成型的增材制造装置及增材制造方法,增材制造装置包括熔丝压紧机构、送丝机构、移动机构和控制装置。熔丝压紧机构至少具有一个能加热升温的熔丝压紧头,实现丝材的实时加热和压紧功能;送丝机构通过连接件安装在熔丝压紧机构上,用于将丝材倾斜向下输送到熔丝压紧头下表面,保障丝材连续送入待成型区域;移动机构用于驱动熔丝压紧机构进行移动,通过控制装置完成成型路径、熔丝压紧头温度、送丝等功能的协同控制。本发明将熔丝和压紧同时进行,实现了丝材的增材制造成型,装置结构紧凑,操作便捷,可满足微重力极限条件下大型
一种用于间接增材制造的脱脂方法.pdf
本发明公开了一种用于间接增材制造的脱脂方法,包括以待成形粉末和有机粘结剂作为原料,采用间接增材制造工艺逐层打印形成零件坯体,在每一层成形后,对所述坯体层进行预脱脂处理,再进行下一层的成形,直至形成完整的零件坯体;将零件坯体放于炉中,将炉温从室温升高到350~1200℃,保温1h~10h,随炉冷却至室温,即完成增材制造零件的脱脂。本发明通过预脱脂处理降低了坯体厚度对脱脂的影响,采用逐层预脱脂处理,缩短了间接增材制造的脱脂周期。

减材制造与增材制造.pptx
减材制造与增材制造11.01.12.12.12.12.12.12.22.301课题目的2.32.32.32.32.32.32.4如何更好应对上述制造要求3.1该技术源于20世纪80年代的美国,它是将表面工程、材料工程、数字建模、自动化控制等多项前沿技术相结合而形成的新兴制造技术,被英国杂志《经济学人》誉为“制造业的革命!”在航空领域使用较多的高性能大型金属构件的激光增材制造,指的是通过长期激光逐点扫描、逐线搭接、逐层熔化凝固堆积(增材制造),实现三维复杂零件的“近净成形”。实际上是激光超常冶金/快速凝固高
增材制造设备.pdf
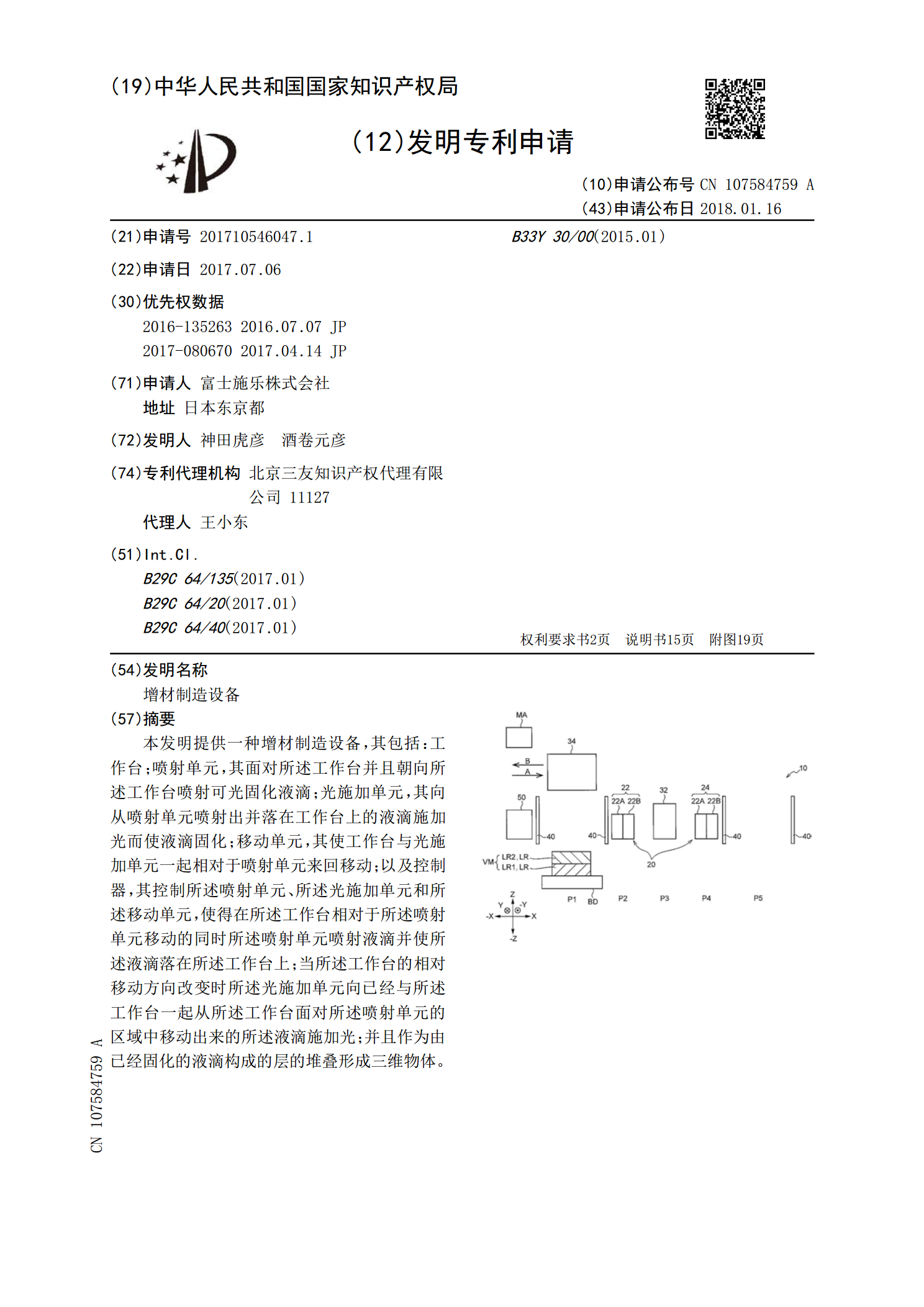
本发明提供一种增材制造设备,其包括:工作台;喷射单元,其面对所述工作台并且朝向所述工作台喷射可光固化液滴;光施加单元,其向从喷射单元喷射出并落在工作台上的液滴施加光而使液滴固化;移动单元,其使工作台与光施加单元一起相对于喷射单元来回移动;以及控制器,其控制所述喷射单元、所述光施加单元和所述移动单元,使得在所述工作台相对于所述喷射单元移动的同时所述喷射单元喷射液滴并使所述液滴落在所述工作台上;当所述工作台的相对移动方向改变时所述光施加单元向已经与所述工作台一起从所述工作台面对所述喷射单元的区域中移动出来的所