
用于丝材成型的增材制造装置及增材制造方法.pdf

一吃****春晓

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于丝材成型的增材制造装置及增材制造方法.pdf
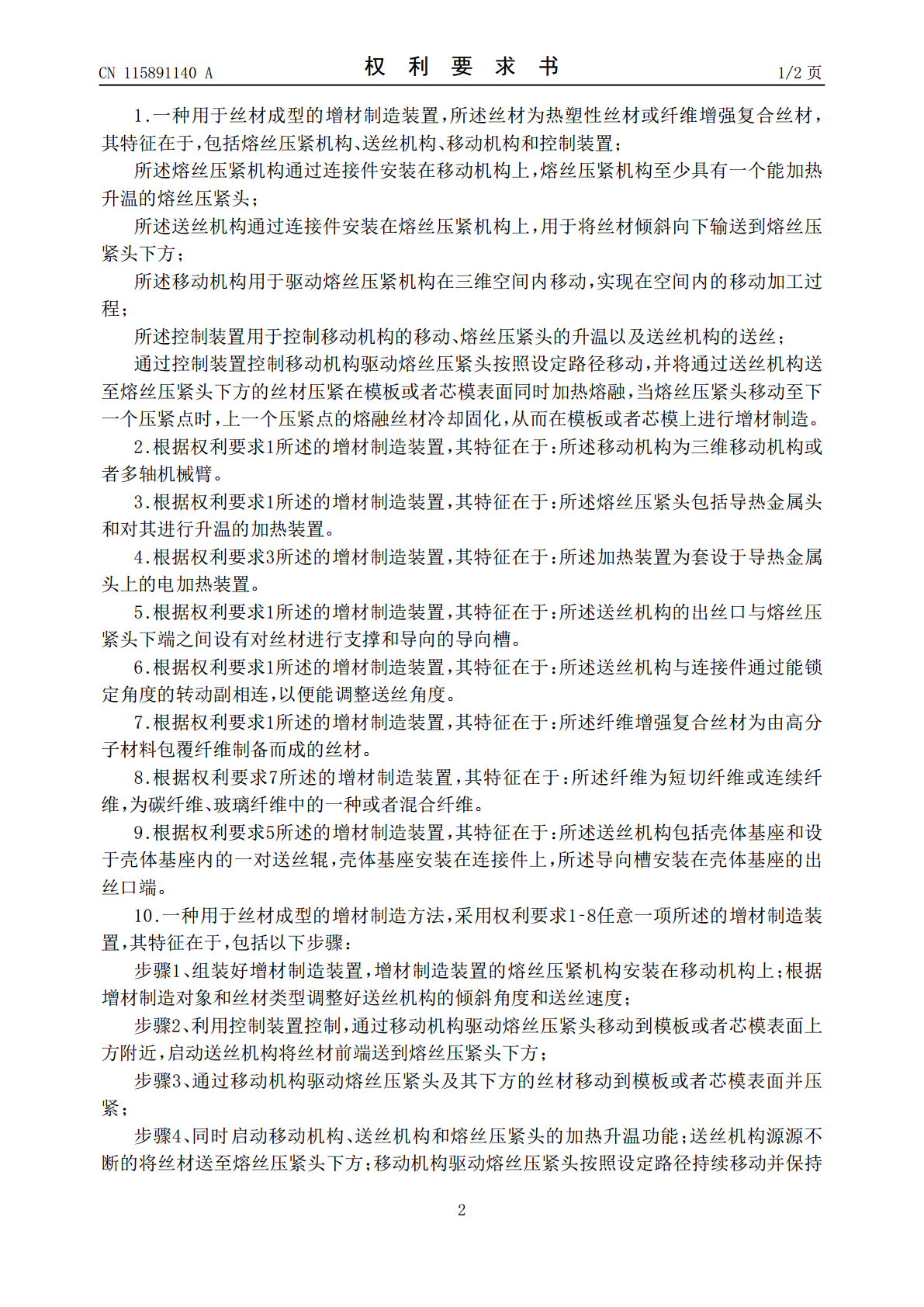
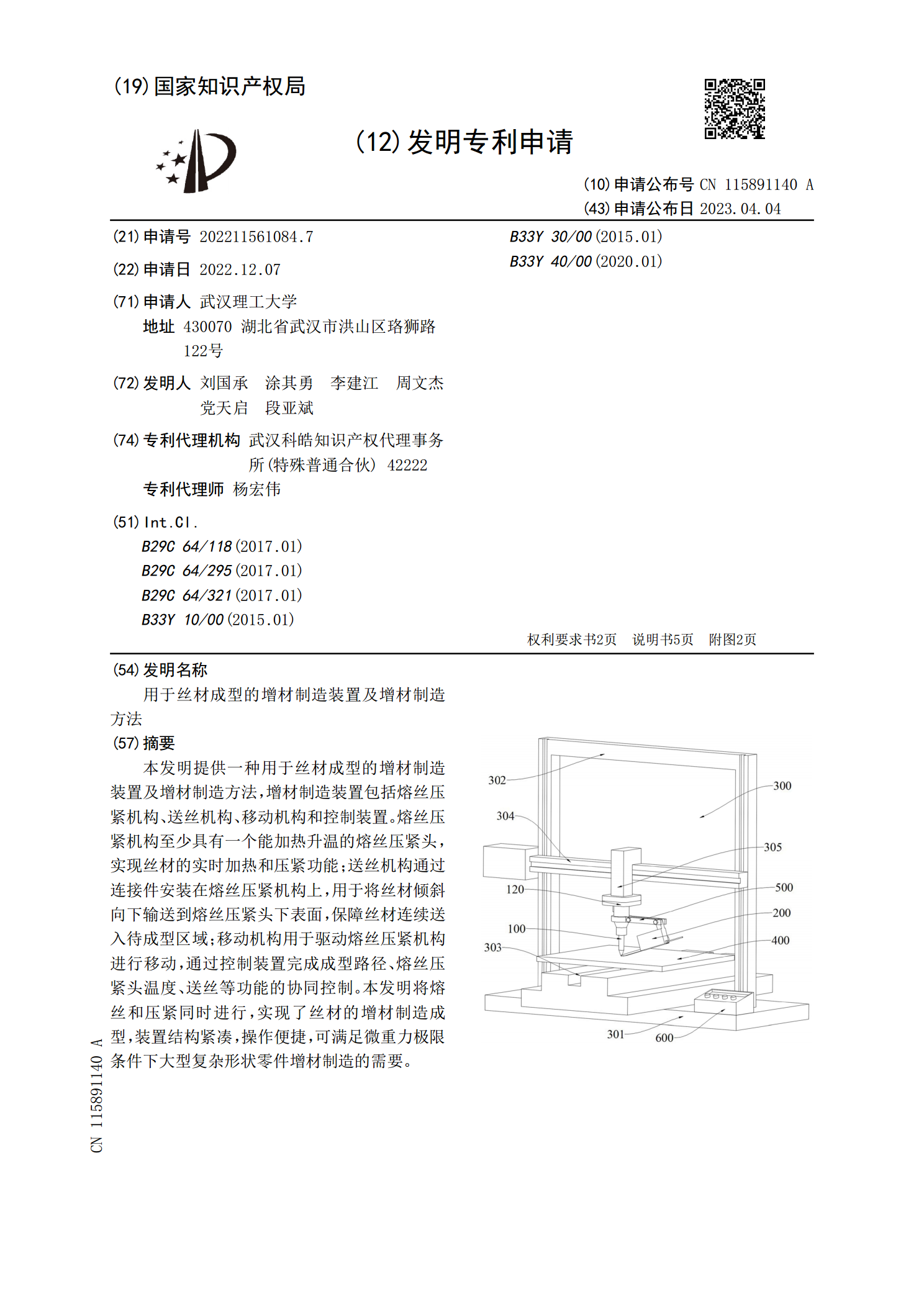
本发明提供一种用于丝材成型的增材制造装置及增材制造方法,增材制造装置包括熔丝压紧机构、送丝机构、移动机构和控制装置。熔丝压紧机构至少具有一个能加热升温的熔丝压紧头,实现丝材的实时加热和压紧功能;送丝机构通过连接件安装在熔丝压紧机构上,用于将丝材倾斜向下输送到熔丝压紧头下表面,保障丝材连续送入待成型区域;移动机构用于驱动熔丝压紧机构进行移动,通过控制装置完成成型路径、熔丝压紧头温度、送丝等功能的协同控制。本发明将熔丝和压紧同时进行,实现了丝材的增材制造成型,装置结构紧凑,操作便捷,可满足微重力极限条件下大型
一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置.pdf
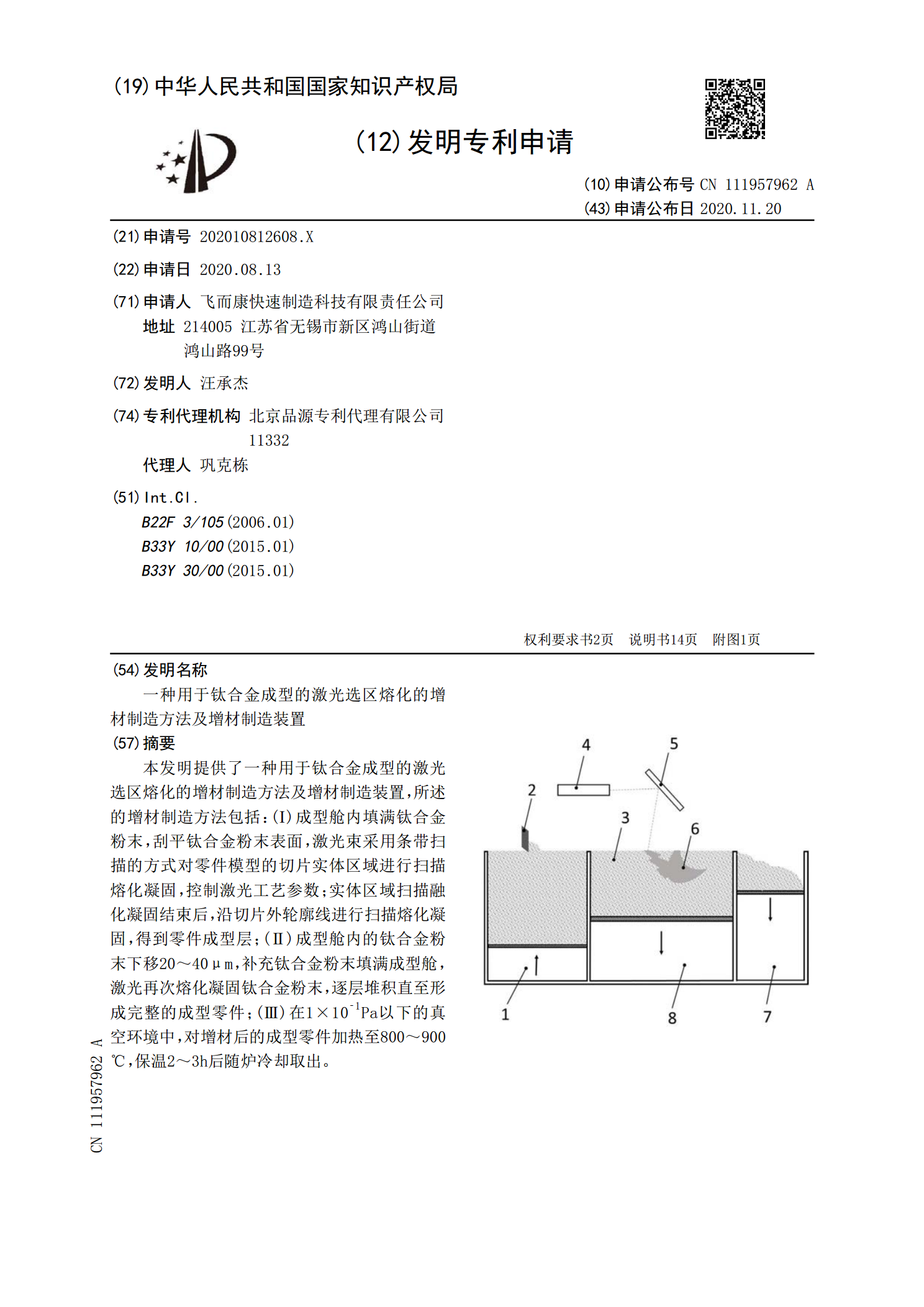
本发明提供了一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置,所述的增材制造方法包括:(Ⅰ)成型舱内填满钛合金粉末,刮平钛合金粉末表面,激光束采用条带扫描的方式对零件模型的切片实体区域进行扫描熔化凝固,控制激光工艺参数;实体区域扫描融化凝固结束后,沿切片外轮廓线进行扫描熔化凝固,得到零件成型层;(Ⅱ)成型舱内的钛合金粉末下移20~40μm,补充钛合金粉末填满成型舱,激光再次熔化凝固钛合金粉末,逐层堆积直至形成完整的成型零件;(Ⅲ)在1×10
一种用于锰铜合金成型的激光选区熔化的增材制造方法及增材制造装置.pdf
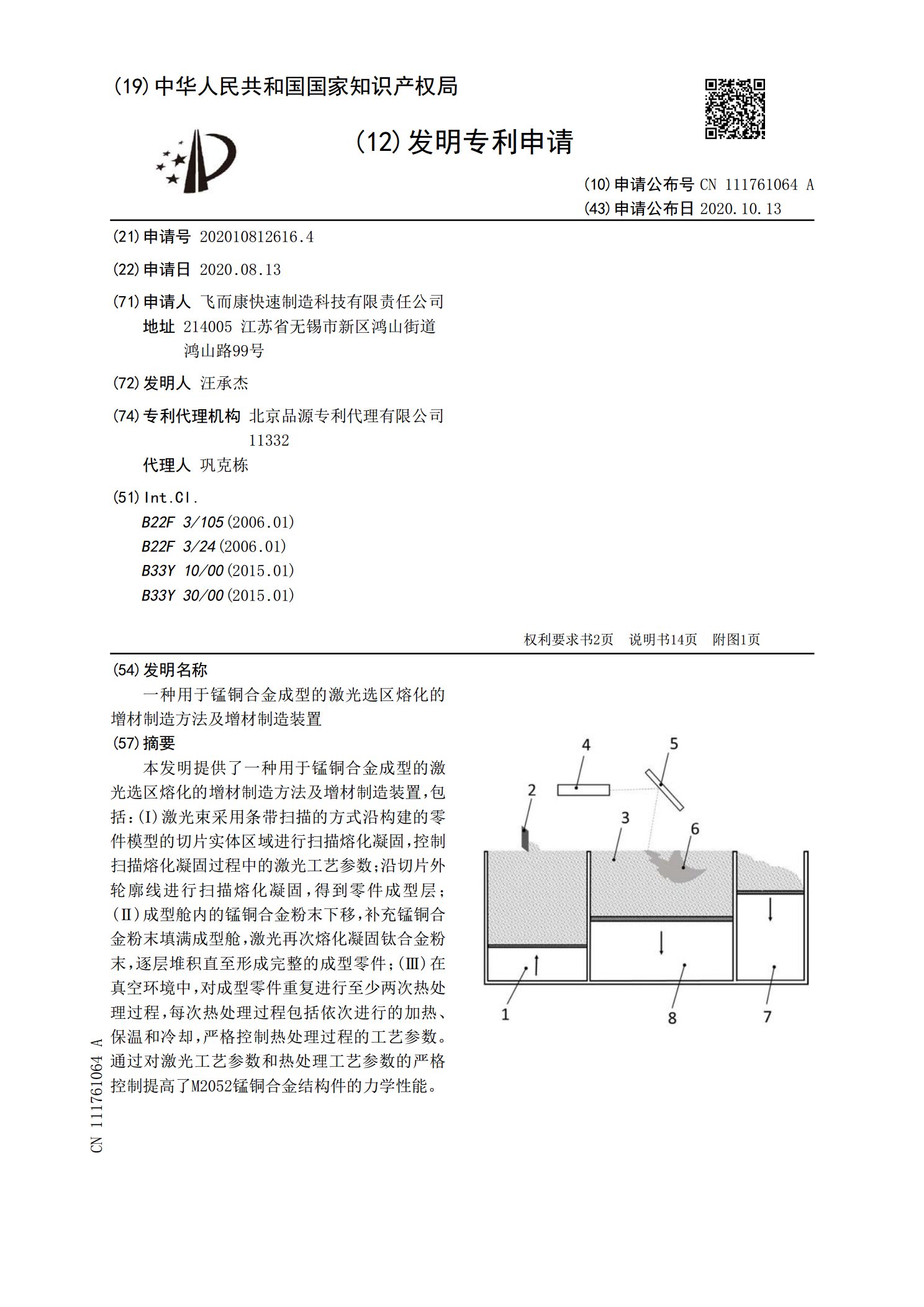
本发明提供了一种用于锰铜合金成型的激光选区熔化的增材制造方法及增材制造装置,包括:(Ⅰ)激光束采用条带扫描的方式沿构建的零件模型的切片实体区域进行扫描熔化凝固,控制扫描熔化凝固过程中的激光工艺参数;沿切片外轮廓线进行扫描熔化凝固,得到零件成型层;(Ⅱ)成型舱内的锰铜合金粉末下移,补充锰铜合金粉末填满成型舱,激光再次熔化凝固钛合金粉末,逐层堆积直至形成完整的成型零件;(Ⅲ)在真空环境中,对成型零件重复进行至少两次热处理过程,每次热处理过程包括依次进行的加热、保温和冷却,严格控制热处理过程的工艺参数。通过对激
增材制造装置及方法.pdf
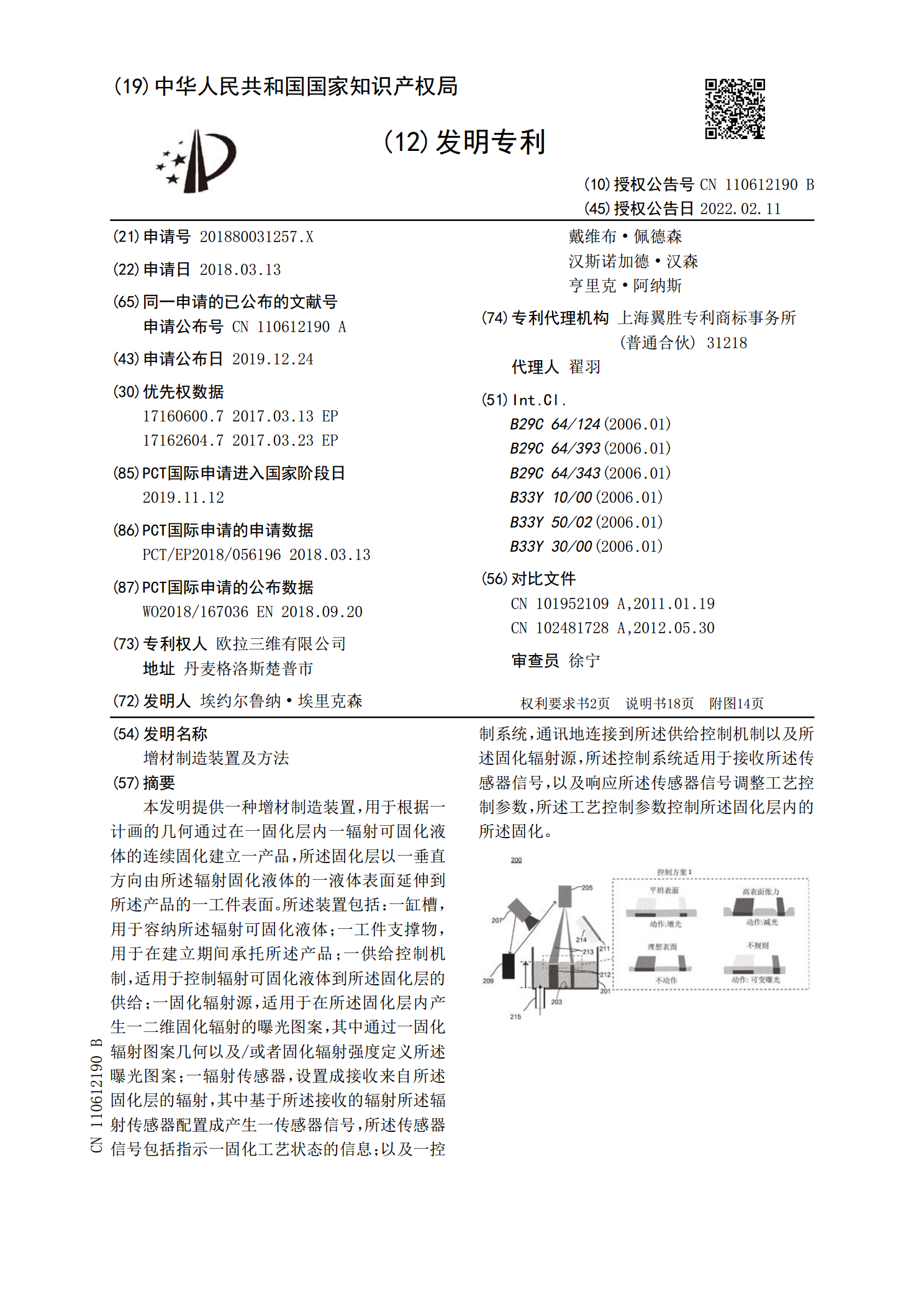
本发明提供一种增材制造装置,用于根据一计画的几何通过在一固化层内一辐射可固化液体的连续固化建立一产品,所述固化层以一垂直方向由所述辐射固化液体的一液体表面延伸到所述产品的一工件表面。所述装置包括:一缸槽,用于容纳所述辐射可固化液体;一工件支撑物,用于在建立期间承托所述产品;一供给控制机制,适用于控制辐射可固化液体到所述固化层的供给;一固化辐射源,适用于在所述固化层内产生一二维固化辐射的曝光图案,其中通过一固化辐射图案几何以及/或者固化辐射强度定义所述曝光图案;一辐射传感器,设置成接收来自所述固化层的辐射,
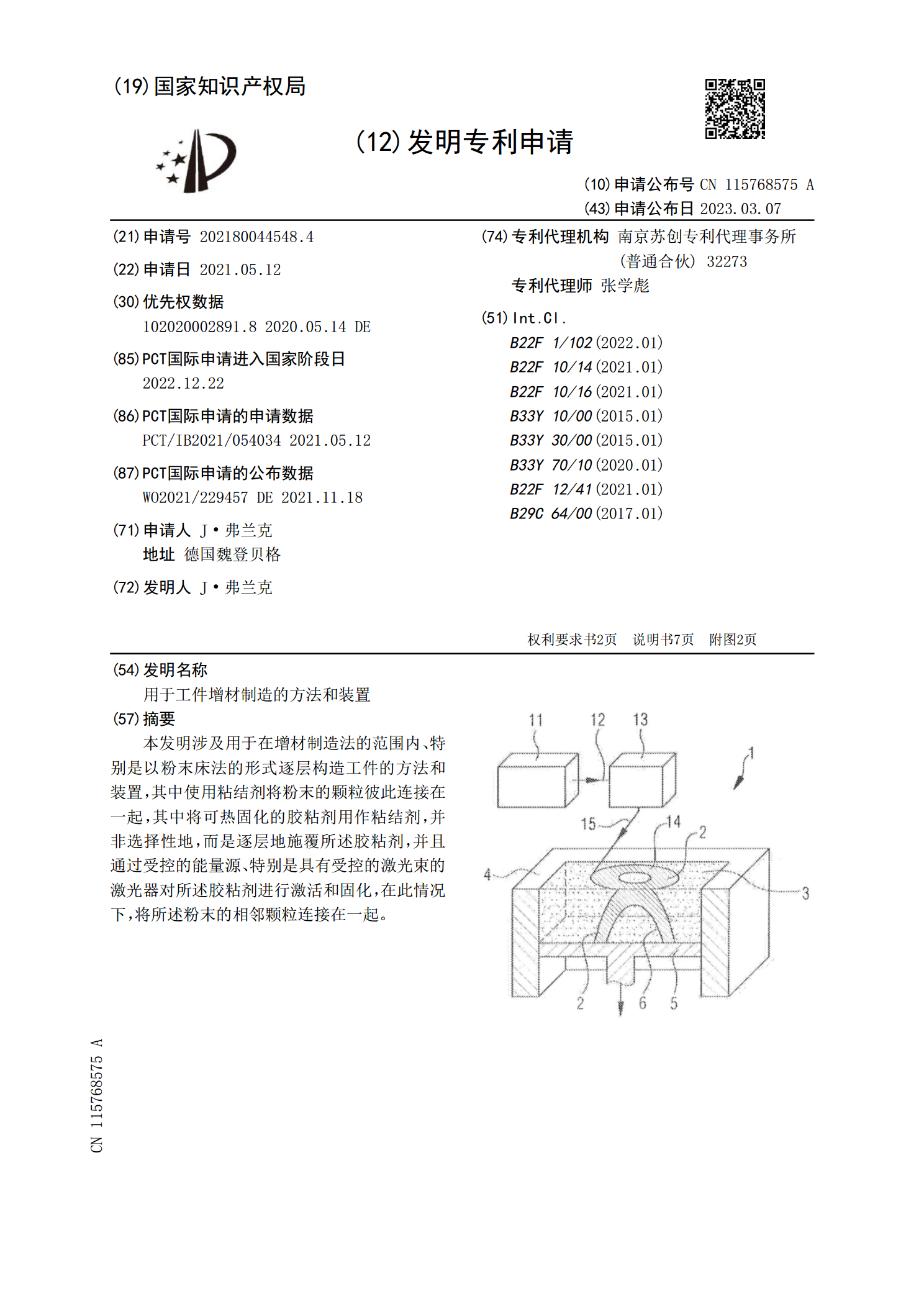
用于工件增材制造的方法和装置.pdf
本发明涉及用于在增材制造法的范围内、特别是以粉末床法的形式逐层构造工件的方法和装置,其中使用粘结剂将粉末的颗粒彼此连接在一起,其中将可热固化的胶粘剂用作粘结剂,并非选择性地,而是逐层地施覆所述胶粘剂,并且通过受控的能量源、特别是具有受控的激光束的激光器对所述胶粘剂进行激活和固化,在此情况下,将所述粉末的相邻颗粒连接在一起。